Estampagem ou
Conformação de chapas
O que é:
Processo de transformação mecânica que consiste em
conformar um disco plano ("blank") à forma de uma matriz,
pela aplicação de esforços transmitidos através de um
punção.
Na operação ocorrem : alongamento e contração das
dimensões de todos os elementos de volume, em três
dimensões. A chapa , originalmente plana, adquire uma nova
forma geométrica
Classificação dos processos
A Estampagem de chapas metálicas finas pode ser
classificada através do tipo de operação empregada . Assim
pode-se ter :
Estampagem profunda
Corte em prensa,
Estiramento
Dobramento
Métodos de Conformação- Máquinas e Ferramentas
Máquinas: A maior parte da produção seriada de partes
conformadas a partir de chapas finas é realizada em prensas
mecânicas ou hidráulicas.
Ferramental Acessório
As ferramentas básicas utilizadas em uma prensa de
conformação de peças metálicas são o punção e a matriz.
O punção, normalmente o elemento móvel, é a ferramenta
convexa que se acopla com a matriz côncava.
Como é necessário um alinhamento acurado entre a matriz
e o punção, é comum mantê-los permanentemente montados
em uma porta matriz, que pode ser rapidamente inserida na
prensa.
Ferramental Acessório
Geralmente, para evitar a formação de rugas na chapa
a conformar usam-se elementos de fixação ou a ação de
grampos para comprimir o "blank" contra a matriz.
A fixação é conseguida por meio de um dispositivo
denominado anti-rugas ou prensa-chapas
Ferramental de estampagem profunda.
Ferramental para conformação progressiva
Freqüentemente, matrizes e punções são projetados
para permitir que os estágios sucessivos de conformação
de uma peça sejam efetuados na mesma matriz, a cada
golpe da prensa. Este procedimento é conhecido como
conformação progressiva.
Um exemplo é a matriz para recorte e perfuração de
arruelas planas.
Ferramental para conformação progressiva
A tira metálica é alimentada, deslizando até a primeira posição de
corte. O furo da arruela é puncionado . Segue-se um segundo
deslizamento, após o que a arruela é recortada. Durante o corte da
arruela o punção executa o furo central da próxima peça.
Ferramental para repuxamento
O repuxamento é um método empregado para a fabricação
de fundos para tanques de aço e outras peças profundas de
simetria circular.
O "blank" é fixado contra um bloco de modelagem que gira
em alta velocidade. O “blank” é conformado progressivamente
contra o bloco por intermédio de uma ferramenta manual ou
através de roletes
Ferramental para repuxamento
Etapas do corte:
1- Aparecimento de deformações plásticas
em ambos os lados da chapa
2- Com o aumento da pressão, o material
começa a trincar
3- As trincas se unem e separam a peça da
chapa
Corte de Chapas
Características
Destina-se à obtenção de formas geométricas, a partir de
chapas submetidas à ação de pressão exercida por um punção
ou cunha de corte contra o material e a matriz.
Quando o punção ou a lâmina inicia a penetração na chapa,
o esforço de compressão converte-se em esforço cisalhante
(esforço cortante) provocando a separação brusca de uma
porção da chapa.
No processo, a chapa é deformada plasticamente e levada
até a ruptura nas superfícies em contato com as lâminas
Corte de Chapas
Características
A aresta de corte apresenta em geral três regiões: uma rugosa
(correspondente à superfície da trinca da fratura), uma lisa (formada pelo
atrito da peça com as paredes da matriz) e uma região arredondada
(formada pela deformação plástica inicial).
Corte de Chapas
Características
A qualidade das arestas cortadas não é a mesma das
usinadas, entretanto quando as lâminas são mantidas
afiadas e ajustadas é possível obter arestas aceitáveis para
uma grande faixa de aplicações.
A qualidade das bordas cortadas geralmente melhora
com a redução da espessura da chapa.
Corte de Chapas
Características
No corte por matriz e punção (“piercing” ou “blanking”)
não existe uma regra geral para selecionar o valor da folga,
pois são vários os parâmetros de influência.
A folga pode ser estabelecida com base em atributos,
como: aspecto superficial do corte, imprecisões, operações
posteriores e aspectos funcionais.
Se não houver nenhum atributo específico desejado para
superfície do “blank”, a folga é selecionada em função da
força mínima de corte.
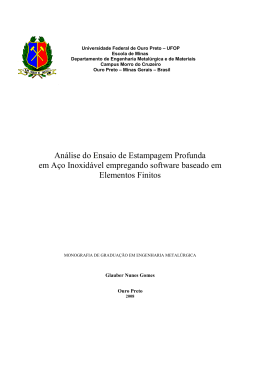
Força e Potência de Corte
- Na figura podem ser identificados os parâmetros envolvidos no corte .
Admite-se o cálculo simples da força pelo produto da área pela tensão
de ruptura em cisalhamento.
- Observe que a profundidade (s) adotada para este cálculo representa
a penetração do punção na chapa no momento da ruptura.
- A potência necessária para o corte é calculada pelo produto entre a
força do punção e a velocidade da lâmina.
Força e Potência de Corte
OBSERVAÇÃO:
A força necessária para o corte pode ser bastante reduzida
construindo-se as bordas da ferramenta em plano inclinado
em relação ao plano da chapa, de maneira que apenas uma
pequena fração do comprimento total do corte seja feita de
uma só vez.
-
Tipos de Corte
- Dependendo do tipo de corte, são definidos diversos grupos de operações
da prensa,conforme listagem abaixo:
A operação de corte é usada para preparar o material para posterior
estampagem ("blank"). A parte desejada é cortada (removida) da chapa
original.
A fabricação de furos em prensa (piercing ou punching) caracteriza
uma operação de corte em que o metal removido é descartado.
A fabricação de entalhes (notching) nas bordas de uma chapa pode
ser feita em prensa através do puncionamento destas regiões.
O corte por guilhotina é uma operação que não retira material da
chapa metálica.
A rebarbação (trimming) é uma operação que consiste em aparar o
material em excesso (rebarbas) da borda de uma peça conformada. A
remoção de rebarbas de forjamento em matriz fechada é uma operação
deste tipo.
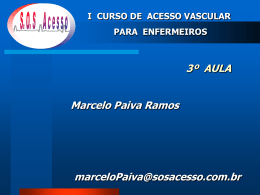
Dobramento
Características
Nesta operação, a tira metálica é submetida a esforços aplicados em
duas direções opostas para provocar a flexão e a deformação plástica,
mudando a forma de uma superfície plana para duas superfícies
concorrentes, em ângulo, com raio de concordância em sua junção.
A figura mostra os esforços atuantes e a forma adquirida por uma
tira submetida a dobramento
A fibra neutra não é tracionada
nem comprimida
A determinação de sua posição e
do seu raio é importante no
desenvolvimento linear da peça
Comprimento do Blank
t
rn ri .
2
L = L 1 + Ld + L2
2. . .rn
Ld
360
360L L1 L2
rn
2. .
Raio de Dobramento
Para a operação de dobramento existe um raio de dobramento
abaixo do qual o metal trinca na superfície externa. É o raio mínimo
de dobramento, expresso geralmente em múltiplos da espessura da
chapa.
Um raio de dobramento de 3t indica que o metal pode ser
dobrado formando um raio de três vezes a espessura da chapa sem
que haja o aparecimento de trincas. O raio mínimo de dobramento é
portanto um limite de conformação, que varia muito para os diversos
metais e sempre aumenta com a prévia deformação a frio do metal.
Alguns metais muito dúcteis apresentam raio mínimo de
dobramento igual a zero. Isto significa que as peças podem ser
achatadas sobre si mesmas, mas geralmente não se utiliza este
procedimento para evitar danos no punção ou na matriz.
Retorno elástico -Efeito mola
A operação de dobramento exige que se considere a
recuperação elástica do material (efeito mola), para que se tenham
as dimensões exatas na peça dobrada.
A recuperação elástica da peça será tanto maior quanto maior
for o limite de escoamento, menor o módulo de elasticidade e maior
a deformação plástica. Estabelecidos estes parâmetros, a
deformação aumenta com a razão entre as dimensões laterais da
chapa e sua espessura.
O efeito mola ocorre em todos os processos de conformação,
mas no dobramento é mais facilmente detectado e estudado.
O raio de curvatura antes da liberação da carga ( Ro) é menor
do que após a liberação ( Rf ). O efeito mola é representado pelo
símbolo K .
Estiramento
Características
É a operação que consiste na aplicação de forças de tração, de modo a
esticar o material sobre uma ferramenta ou bloco (matriz). Neste
processo, o gradiente de tensões é pequeno, o que garante a quase total
eliminação do efeito mola.
Como predominam tensões de tração, grandes deformações de
estiramento podem ser aplicadas apenas para materiais muito dúcteis.
Ferramental: O equipamento de estiramento consiste basicamente de um
pistão hidráulico (usualmente vertical), que movimenta o punção. Duas
garras prendem as extremidades da chapa.
Na operação, não existe uma matriz fêmea. As garras podem ser móveis
permitindo que a força de tração esteja sempre em linha com as bordas da
chapa (figura).
Garras fixas devem ser usadas somente para conformação de peças com
grandes raios de curvatura, evitando-se com isto o risco de ruptura da chapa
na região das garras
Estampagem Profunda ou Embutimento
Características
É o processo utilizado para fazer com que uma chapa plana (“blank”)
adquira a forma de uma matriz (fêmea), imposta pela ação de um
punção (macho). O processo é empregado na fabricação de peças de
uso diário (pára-lamas, portas de carros; banheiras, rodas, etc.).
A operação de embutimento consiste em transformar uma chapa
plana de espessura “t” num corpo côncavo.
A Estampagem é o processo de conformação que imprime sobre uma
chapa plana formas diversas através de deformações plásticas.
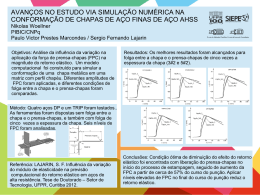
Catalisador - Aço Inox 409
Tanque combustível - Aço inox 304
– Os aços inox austeníticos se deformam basicamente por
estiramento e os ferríticos por embutimento.
Estiramento
Redução generalizada da
espessura
Embutimento
Objetiva-se a menor variação possível de espessura
No embutimento a espessura da chapa varia:
- No centro do fundo é igual a espessura
- próximos aos bordos do fundo, a espessura é menor do que a do blank
- a espessura da paredes laterais aumentam a partir do bordo do fundo e
pode chegar a 1,25 da espessura do disco.
Estampagem Profunda ou Embutimento
Características
A distinção entre estampagem rasa (shallow) e profunda é arbitrária. A
estampagem rasa geralmente se refere à conformação de um copo com
profundidade menor do que a metade do seu diâmetro com pequena
redução de parede.
Na estampagem profunda o copo é mais profundo do que a metade do
seu diâmetro.
Características
Para melhorar o rendimento do processo, é importante que se tenha
boa lubrificação. Com isto reduzem-se os esforços de conformação e o
desgaste do ferramental.
Os óleos indicados normalmente são para extrema pressão, devendo
garantir boa proteção contra a corrosão da chapa, ser de fácil
desengraxe e não levar à oxidação do material (devido às reações de
subprodutos dos gases formados no aquecimento do metal).
Geralmente, são óleos minerais com uma série de aditivos (Cl, Pb, P,
gorduras orgânicas, etc.).
Estampos de Repuxo
Prensa-chapas:
- função de manter a chapa sob
pressão para fazer com que esta
deslize apenas para o interior da
cavidade da matriz
Extrator que possibilita a saída da peça
pela parte inferior do estampo
Extrator que possibilita a saída da peça
pela parte superior do estampo
Materiais para estampos
Aço Cr-W com altos teores de carbono e de cromo
Aço Mn-Cr-V com altos teores de carbono e manganês
Aço Cr-Mo-V com altos teores de carbono e de cromo
Variáveis importantes
• Força de sujeição
Deve-se ainda estudar a pressão a ser aplicada no prensa-chapas:
- se esta for muito pequena, surgem rugas nas laterais da peça;
- se, por outro lado, for muito elevada, pode ocorrer a ruptura da peça na
prensa.
Fs P.S
S
D
4
2
(d M 2rm )
2
d r
P ( 0 max 1) 2
.
200.t 400
• Força de sujeição
A força de sujeição é regulada segundo o aspecto da peça embutida:
- Peça sem rugas e com aspecto brilhante: força correta
- Superfície lisa e brilhante mas com traços/marcas no bordo da peça:
força pequena
- Estiramento do fundo antes de se completar o embutimento: força
excessiva
- Formação de rugas em um só lado do disco: força distribuída
irregularmente sendo menor na região das rugas
Variáveis importantes
• Folga entre punção e matriz
Na fabricação de peças por embutimento, tem que se levar em conta
uma folga suficiente entre a matriz e o punção que permita o escoamento
do material para o interior da matriz, sem que surjam tensões cisalhantes
ocasionadas pelo atrito e que levem à ruptura do metal em prensa.
A folga corresponde ao valor da espessura do material mais um
coeficiente determinado empiricamente.
Folgas pequenas: o material
repuxado tende a estirar-se
Folgas grandes
Folga mal distribuída
Variáveis importantes
• Velocidade de embutimento
Aço inoxidável:
200 mm/s
Aço doce:
280 mm/s
Alumínio e ligas:
500 mm/s
Variáveis importantes
• Lubrificação
Aço inoxidável: Água grafitada
Aço doce: Mistura com 25% grafite, 25% de sebo de boi derretido e 50%
de óleo de toucinho
Alumínio e ligas:
Óleo grafitado ou vaselina
Diâmetro do blank - cálculo
Para calcular o diâmetro do blank de peças cilíndricas simples, sem
aba, utilizamos a fórmula:
D d 2 4.d.h
Para raio interno (ri) menor do que 10 mm
Para ri 10 mm – Teorema de Guldin
Estágios de repuxo
Às vezes, o diâmetro do "blank“ é muito superior ao diâmetro da
peça a estampar , sendo que esta deve atingir uma profundidade
de copo muito elevada.
Nestes casos, a fabricação poderá exigir uma sequência de
operações de estampagem, utilizando uma série de ferramentas,
com diâmetros decrescentes (da matriz e do punção).
O número de operações depende do material da chapa e das
relações entre o disco inicial (D) e os diâmetros das peças
estampadas (d)
Estágios de repuxo
Às A relação entre o diâmetro do blank (D) e o diâmetro do
punção (d) é denominada Severidade do repuxo ou Grau Máximo de
Embutimento (β0)
0
D
d
A severidade máxima (β0 máx.) é a condição limite para determinar
se o repuxo pode ser feito numa única operação.
Se β0 ≤ β0 máx. - Uma operação de repuxo
Se β0 > β0 máx. - Mais de uma operação de repuxo
Para se determinar o número de estágios, deve-se considerar uma
redução de 40% do diâmetro do blank no primeiro estágio
Nos demais, a redução deve ser de 20% até que se obtenha o
diâmetro desejado
Diâmetro do blank - cálculo
Para calcular o diâmetro do blank de peças cilíndricas simples, sem
aba, utilizamos a fórmula:
D d 2 4.d.h
Para raio interno (ri) menor do que 10 mm
Para ri 10 mm – Teorema de Guldin
Diâmetro do blank - cálculo
Para ri 10 mm – Teorema de Guldin
s1' 2 .28.23 1288.
s2' 2 .18,847,68 11 704.
s3'
.222
121.
4
St S ' 2113.
1/ 2
4.St
D
92m m
Posição do centro de gravidade de algumas curvas
Estampabilidade dos Metais
Estampabilidade é a capacidade que a chapa metálica tem de adquirir à
forma de uma matriz, pelo processo de estampagem sem se romper ou
apresentar qualquer outro tipo de defeito de superfície ou de forma.
A capacidade de embutir está ligada diretamente à textura cristalina do
material e esta à composição química, à estrutura da placa e às
condições de processamento termomecânico (laminação a quente e a
frio).
A avaliação da estampabilidade de uma chapa metálica depende de
muitos testes, tais como: ensaios simulativos (tipo Erichsen, Olsen,
Fukui, etc.), ensaios de tração (obtendo-se o limite de escoamento e de
resistência, o alongamento total até a fratura, o coeficiente de
encruamento, os coeficientes de anisotropia normal e planar), ensaios
de dureza, medida da rugosidade do material, metalografia, etc.
TÉCNICAS DE AVALIAÇÃO DA ESTAMPAGEM
– Há diferentes formas de se avaliar a capacidade de embutimento,
sendo a mais usual e fácil via coeficiente de anisotropia normal
médio, R
Coeficiente de Anisotropia
Por definição, o coeficiente de anisotropia ou coeficiente de Lankford
( R ) é a razão entre a deformação verdadeira na largura (w) e na
espessura (t) de um CP de tração, após determinada deformação
longitudinal pré-definida
R = w / t
Anisotropia normal R :
onde: r0o, r45o e r90o são os valores de r medidos a 0o , 45o e 90o com a
direção de laminação.
Este parâmetro indica a habilidade de uma certa chapa metálica
resistir ao afinamento, quando submetida a forças de tração e/ou
compressão, no plano.
Maior R, melhor embutimento
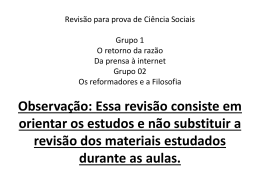
– Uma forma mais representativa de avaliação é o método chamado
LDR (Limit Drawing Ratio - Razão de Estampagem Crítica).
LDRc = Dmax/dp
> LDR - > profundidade
Um material isotrópico tem r =1
Nos materiais para estampagem profunda um alto valor de r é
desejado (maior resistência ao afinamento da chapa).
A relação entre R e o LDR é mostrada no gráfico. Essa é definida
como a máxima razão possível entre o diâmetro do ‘blank’ e do copo
embutido, sem que ocorra falha.
Estampos de corte
Partes do estampo
Conjunto superior
Parte móvel do estampo
(movimentos de sobe e desce)
Fixada na prensa pela espiga
Espiga
- Geralmente cilíndrica de aço 1020 a 1040
- É presa no alojamento do cabeçote da prensa e sustenta o conjunto superior
- Sua posição deve coincidir com o centro de todas as solicitações a que está
sujeito os punções, evitando o empuxo lateral
Placa superior
- Feita de aço 1020 a1030
- Fixa a espiga e une, por meio de parafusos,
a placa de choque e a placa porta punção
Placa de choque
- Feita de aço 1060, temperado e revenido
- Tem a função de receber os choques produzidos pelas cabeças dos
punções no momento da operação, evitando a penetração dos mesmos
na placa superior
- espessura varia conforme o material a ser cortado
Placa porta-punções
- Feita de aço 1020 a 1030
- É fixada por parafusos e tem a função de sustentar punções,
cortadores e cunhas
Punção
- Peça de aço com elevado teor de carbono
- Executa o corte quando introduzido nas cavidades da
matriz, dando forma ao produto
- Pode ser simples ou com peças postiças
Faca de avanço
- Punção cuja largura equivale ao passo da matriz
- Usados em estampos progressivos para obter maior rapidez no
trabalho
Partes do estampo
Conjunto inferior
Parte imóvel do estampo
Fixada na base da prensa
Placa- guia
-Função de guiar os punções e pilotos centradores nas cavidades
cortantes da matriz
- Aço 1020 ou 1030
Guias laterais
- Função de guiar a tira de material a ser cortado
Placa matriz ou matriz
- Possui cavidades que tem a mesma seção dos punções
- Tem a função de reproduzir peças pela ação dos punções
- Possui uma parte cônica nas arestas internas de corte para
facilitar a passagem da peça
- Podem ser inteiriças ou seccionadas
Placa matriz ou matriz
- Serve de apoio à placa matriz e é fixada a ela por meio de parafusos
e pinos guias
- Possui cavidades com dimensão maior para facilitar a saída da peça
já cortada pela parte inferior
Estampo misto
Prensa dobradeira
Dobramento de perfis
Dobramento em prensas dobradeiras em
várias operações
Dobramento em L - Estampo
Estampo para
dobramento em U com ângulo
ESTAMPO MISTO
Anéis ou discos
Punção
Pré-forma
Exemplo:
Exemplo: conector elétrico
Download