TRATAMENTOS TÉRMICOS DOS AÇOS.
1.Curvas de transformação contínua para os aços .
as curvas ttt (tempo-temperatura-transformação) dos aços eram obtidas antigamente pelo método
metalográfico. hoje em dia elas são construídas através de um dilatômetro, equipamento que fornece
medidas sensíveis da dilatação ou contração dos corpos de prova durante o resfriamento e mudança de
fase.
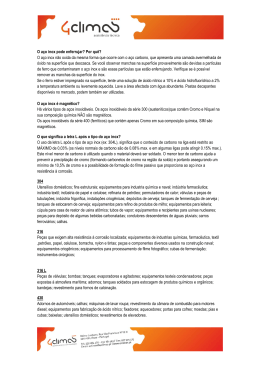
2. Interpretação da curva T.T.T. (esquemática) de um aço hipoeutetóide (0,008% < c < 0,77%)
– esquemático (região de formação dos constituintes dos aços)
Eixo x : tempo em escala logarítmica.
Eixo y :esquerda (temperatura °c) e a direita (dureza hrc do constituinte obtido isotermicamente).
Linhas a1 e a3 ---> temperaturas correspondentes, dos aços hipoeutetóides, no diagrama ferro carbono.
Linha ms ou mi ---> temperatura de início de transformação da martensita.
Linha m90 -----> corresponde a 90% de transformação da austenita em martensita.
Linha mf----> temperatura de fim de transformação da austenita em martensita. quanto maior o teor de
carbono e elementos de liga esta temperatura pode estar abaixo da temperatura ambiente, levando a
formação indesejável da austenita retida. normalmente a linha mf não é indicada nas curvas t.t.t.
3. Fatores que deslocam a curva TTT.
três são os fatores que influem na posição das linhas de transformação das curvas ttt.
- composição química.
- tamanho de grão austenítico.
- homogeneidade da austenita.
3.1.Composição química.
além do carbono, todos os elementos de liga adicionados aos aços, com exceção do cobalto, deslocam as
linhas de início e fim de transformação para a direita. quando os aços são aquecidos acima do limite
superior da zona crítica praticamente todos os elementos encontram-se dissolvidos na austenita.
no resfriamento, ao passar pela zona crítica, alguns elementos tendem a ficar dissolvidos na ferrita e
outros a formar carbonetos. as reações que ocorrem são complexas e tanto mais numerosas quanto maior
o número de elementos de liga e seu teor (até um certo limite). o início e término dessas reações ocorrem
após um determinado tempo, o qual é função dos elementos de liga presentes.isto explica o deslocamento
das linhas de início e de fim de transformação da austenita que ocorrem para os aços, mais intensamente
para alguns, facilitando a obtenção da estrutura martensítica.
os elementos de liga deslocam também as linhas de início (mi ou ms) e fim de transformação (mf) da
martensita, abaixando-as. alguns aços ligados, após cementação, têm a linha mf localizada abaixo da
temperatura ambiente, apresentando então uma certa quantidade de austenita não transformada
("austenita retida" ou "austenita residual "). de todos os elementos, o carbono tem maior influência na
temperatura ms. entre 0,3 e 0,4% c já existe uma pequena quantidade de austenita retida. a maioria dos
aços contendo mais do que 0,5%c tem o mf abaixo da temperatura ambiente.
3.2.Tamanho de grão austenítico.
1
quanto maior o tamanho de grão austenítico tanto mais para a direita são deslocadas as linhas de início e
fim de transformação. os produtos de transformação da austenita, ferrita e perlita, iniciam-se nos
contornos de grão por nucleação e crescimento. um aço de granulação grosseira levará mais tempo para
transformar-se do que um de granulação fina.
existem vários métodos para a determinação do tamanho de grão como a classificação do tamanho de
grão segundo a astm, de 1 a 8. na prática dos tratamentos térmicos recomenda-se o uso de uma
granulação fina, isto é, tamanho de grão astm 5 a 8.
grão grosseiro de 1 a3, desloca a curva, facilita a tempera, mas nesse caso isto é ruim pois fragiliza o
material. temperaturas altas aumentam o tamanho do grão, tais como soldagem e fundição.
Tamanho de grão austenítico.
3.3.Homogeneidade da austenita
quanto mais homogênea a austenita tanto mais para a direita são deslocadas as linhas de início e fim de
transformação. áreas ricas em carbono, impurezas não dissolvidas (inclusões) ou a presença de
carbonetos residuais atuam como núcleos de formação da perlita, diminuindo a temperabilidade dos aços.
facilita a tempera é necessário tempo e temperatura correta.
4. Tratamentos térmicos comuns dos aços: recozimento, normalização e têmpera.
4.1 - Recozimento.
4.1.1. Definição de recozimento.
o recozimento consiste no aquecimento e manutenção à uma determinada temperatura, seguido de um
resfriamento com velocidade adequada (normalmente no próprio forno), com o objetivo de amolecer os
materiais metálicos.o recozimento altera as propriedades mecânicas e elétricas assim como a
microestrutura. o recozimento é aplicado quando se deseja melhorar a condição de trabalhabilidade
(usinagem, estampagem, etc) provocadas pela queda na dureza e resistência mecânica.é utilizado
também para eliminar a estrutura bruta de fusão e eliminar gases.
4.1.3. Temperatura de recozimento.
existem tabelas que indicam as temperaturas de recozimento. para os aços eutetóides (0,77%c) e
hipoeutetóides (0,008%c a 0,77%c) as temperaturas são da ordem de 50°c acima da linha a 3 e para os
aços hipereutetóides (0,77%c a 2,11%c) é 50°c acima da linha a1 (nestes é realizado o recozimento
subcrítico).
uma representação esquemática do ciclo de tratamento para o recozimento, comparando-se com o de
normalização, é mostrada na figura 5.
4.1.4.Aquecimento até a temperatura.
devido ao aquecimento provocar dilatação e mudança de fase, ele deve ser homogêneo para evitar
empenamentos e trincas. portanto,sempre que possível,ele deve ser aquecido junto com o forno.
2
zona crítica do diagrama fe-fe3c.
Temperaturas de recozimento e têmpera, normalização dos aços -carbono.
4.1.5.Tempo de permanência na temperatura.
para o recozimento é recomendado manter o aço na temperatura (a partir do momento em que o núcleo
da peça atingir a temperatura) por um tempo adicional para que haja completa homogeneização (difusão
do carbono).
em geral é recomendado, para aços-carbono comuns, um tempo de 1 hora por polegada de espessura da
peça, tempo este contado quando o núcleo atingir a temperatura desejada. aços com elementos de liga
exigem maior tempo, principalmente se esses elementos são formadores de carbonetos (v, cr, w, nb, ti,
etc.).
4.1.6.Resfriamento dos aços.
geralmente os aços são resfriados dentro do próprio forno desligado. em alguns casos podem ser
resfriados um pouco mais rapidamente sendo mergulhado em areia, cinza ou cal. peças grandes podem
ser resfriadas ao ar, devido a sua baixa velocidade de resfriamento.o resfriamento deve ser lento na faixa
em que a austenita se transforma (730 a 600°c).para aços-carbono até 0,5%c podem ser utilizadas taxas
de até 50°c/h e para aços-carbono acima de 0,5%c recomenda-se 15°c/h.
depois que a austenita se transformou. pode resfriar-se o aço mais rapidamente até a temperatura
ambiente para reduzir o tempo de tratamento, tomando-se cuidado com o choque térmico.
constituintesrecozimento - ferrita +perlita
normalização- ferrita + perlita
tempera- martensita
4.1.7.Microestruturas e propriedades.
3
os aços recozidos têm como constituintes na temperatura ambiente (estudado no diagrama ferrocarbono):
aços hipoeutetóides: (0,008-0,77%c) → perlita grosseira + ferrita
aços eutetóides: (0,77%c) → pelita grosseira.
aços hipereutetóides: (0,77-2,11%c) → perlita grosseira + rede de cementita
5 - Normalização.= ar
a normalização é um tratamento térmico que consiste no aquecimento do aço até sua completa
austenitização, seguido de resfriamento ao ar.
as temperaturas de tratamento são da ordem de 30°c superiores as de recozimento para produzir uma
estrutura austenítica mais uniforme. os aços hipereutetóides são aquecidos acima de 50°c acima da linha
acm, a fim de dissolver a rede de cementita formada no processo anterior.
além da melhor uniformidade da estrutura o objetivo maior da normalização é a homogeneização e o
refino do tamanho de grão de estruturas obtidas de trabalho à quente (laminação, forjamento), de aços
fundidos e soldagem.
a normalização se faz normalmente, para aços com até 0,4% c. antes do tratamento térmico de têmpera
é recomendado a normalização para evitar o aparecimento de trincas e empenamento.
6 - Têmpera dos aços (òleo, água, salmoura-10% nacl).
6.1. Estrutura martensítica .
do nome alemão adolf martins, que pesquisou a microestrutura encontrada em aços resfriados
rapidamente é que surgiu o nome de martensita.
a perlita se forma por nucleação e crescimento, isto é, por difusão do carbono.a bainita se forma por
difusão e cisalhamento, enquanto que a martensita se forma apenas por cisalhamento.o fato da
martensita não se formar por difusão, os átomos de carbono não se difundem (migram) para formar a
ferrita e a cementita, e são retidos nos interstícios octaédricos da estrutura ccc produzindo essa nova fase.
a solubilidade do carbono na estrutura ccc é muito baixa, então, os átomos de carbono expandem a célula
unitária em uma direção, fazendo com que a martensita assuma a estrutura tetragonal de corpo centrado.
6. 2. Propriedades da martensita.
a dureza da martensita é função do seu teor de carbono.a dureza máxima num aço-carbono está
associada com uma estrutura completamente martensítica. os elementos de liga favorecem a martensita.
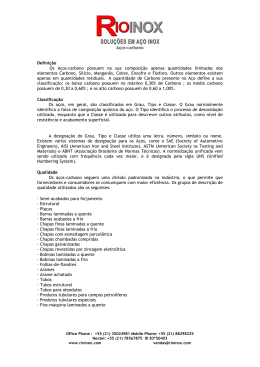
6.3. Dureza x % carbono x % martensita .
a figura 6 mostra a relação entre a dureza, % de carbono e a quantidade de martensita presente.
a martensita tem alta dureza, alta resistência mecânica, alta resistência à fadiga e ao desgaste. esta
variação nas propriedades do aço, quando temperado, está relacionada com a distorção que os átomos de
carbono provocam na estrutura tetragonal de corpo centrado da martensita.
6.5.Tempo.
o tempo de aquecimento é menos importante, no processo de têmpera, que a temperatura atingida em
toda a seção, uniformidade de temperatura, tempo de permanência e velocidade de resfriamento.
aquecimento vagaroso é recomendado para peças de grandes variações nas suas seções.
independentemente da secção, um tempo de 15 minutos na temperatura, é suficiente para se realizar a
têmpera.
dureza(hrc)
carbono
figura 6 - dureza x %carbono x % martensita.
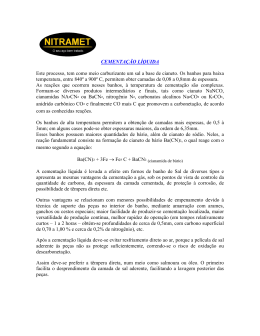
6.6 - Tamanho das peças.
a massa e o volume das peças tem grande influência na têmpera dos aços, pois durante o resfriamento
existe um gradiente de temperatura do centro para a periferia.
a figura 7 mostra o tempo de resfriamento para várias posições em uma barra quando resfriada em um
meio de severidade igual a 4 (salmoura com agitação).
4
obs: 1470o c = 800o c
770o f = 410o c e 70o c = 21o c
1 inch = 1 polegada = 1” = 25,4mm.
tempo de resfriamento numa barra de diâmetro de 1”, em salmoura com agitação.
tabela 1 - severidade de têmpera “h”.
devido as diferentes velocidades de resfriamento nos diversos pontos de uma peça, pode ocorrer que num
dado meio, a têmpera se dê apenas na superfície, deixando o aço com valor de dureza baixa no núcleo.
em vista disso, para se escolher o meio ideal para têmpera, deve-se analisar com muito cuidado a
temperabilidade do aço.
7 - Tratamentos isotérmicos dos aços.
a tempera convencional (resfriamento, salmoura, água e óleo) gera tensões na peça devido a dois fatores:
1- superfície e centro contraem em tempos diferentes
2- superfície e centro transforma-se em tempos diferentes.
7.1. Martêmpera.
a martêmpera é um processo utilizado para eliminar ou minimizar os riscos de trincas e empenamentos
em peças que devem ser temperadas.
resfriamento na têmpera convencional
7.1.1. Martêmpera convencional.
consiste em resfriar o aço austenitizado em um banho de sal ou óleo a uma temperatura ligeiramente
superior ou inferior a mi, e manter nessa temperatura num certo tempo para que haja uma uniformização
da temperatura da peça (superfície e núcleo). a seguir resfriar a peça ao ar até a temperatura ambiente.
após a martêmpera o aço deve ser revenido (figura 9).
7.1.2. Martêmpera modificada.
a diferença é a temperatura do banho que é bem inferior a da martêmpera convencional, abaixo da linha
ms. neste caso obtem-se maiores velocidades de resfriamento que no processo convencional, sendo
indicado para aços de baixa temperabilidade.
a martêmpera limita-se a espessuras de 5 a 8 mm para aços carbono, podendo se chegar a espessuras
maiores para aços ligados.
os aços mais indicados são : 4130-4140-4150-4340-8630-8640-8740-8745-4640-5140-6150 e os aços
ligados após cementação 3312-4620-5120-8620-9310.
Aço patenteado- aço refinado (em banho de chumbo), numa temperatura próxima ao cotovelo (500°c).
obtem-se 10% perlita(30-40 hrc).
7.2. Austêmpera.
5
consiste em austenitizar o aço a uma temperatura adequada e resfriar num banho mantido a uma
temperatura de 250 a 400°c dependendo da composição do aço. manter a peça o tempo suficiente para
que ocorra isotermicamente a transformação total da austenita em bainita. resfriar a peça até a
temperatura ambiente em ar calmo (figura 10). 40-60hbc, ex. feixe de mola.
a principal vantagem da austêmpera é a obtenção de elevada dureza com boa ductilidade e tenacidade.
após a austêmpera o aço não precisa ser revenido.
a principal limitação do processo se refere às dimensões das peças a serem tratadas. para aços carbono
limita-se a peças com espessura inferior a 5mm. em aços de alto teor de elementos de liga a austêmpera
pode ser impraticável em virtude da curva de transformação estar deslocada muito para à direita, o que
exigiria um tempo muito longo.
figura 9. martêmpera
figura 10- tratamento isotérmico de austêmpera.
8. Têmpera superficial.
consiste no endurecimento da superfície da peça (eixo, engrenagens etc.) e núcleo mole.
-alta dureza superficial, resistência ao desgaste e resist. mec.
-núcleo mole, alta temperatura.
a têmpera superficial consiste no aquecimento superficial até uma certa profundidade, em temperaturas
de austenitização superiores a da têmpera convencional. o tempo de aquecimento é muito pequeno
(alguns segundos) e o resfriamento se dá normalmente em água, podendo em certos casos ser utilizado o
óleo ou mesmo o ar.
obtem-se na superfície alta resistência e dureza melhorando significativamente a fadiga e resistência ao
desgaste. o núcleo "frio" mantém sua tenacidade geralmente alta.
um exemplo típico é a têmpera superficial de engrenagens onde são obtidas as propriedades de
resistência ao desgaste e à fadiga, na superfície, com um núcleo tenaz.
a têmpera superficial pode ser realizada por dois processos:
- têmpera por indução
-têmpera por chama.
aço beneficiado
aço temperado e renevido em alta temperatura(500 a 700 graus) ex. aço 4340e 4140
8.1.Têmpera por indução.
uma corrente elétrica alternada de alta freqüência circulando através de um condutor (bobina) gera ao
seu redor um campo magnético. qualquer condutor elétrico (peça de aço, fofo, etc.) na presença deste
campo magnético pode ser aquecido.
uma barra de aço colocada no interior de uma bobina aquece devido a correntes superficiais induzidas
(correntes de foucalt) e perdas por histerese (ferro ate 768 °c). a figura 11 mostra exemplos de
aquecimento produzidos por vários tipos de bobinas. a figura 12 mostra formas de aquecimento.
a profundidade de penetração da corrente é função principalmente da freqüência, além da potência
empregada, espaçamento bobina - peça, tempo de aquecimento e da própria bobina (forma, nº de
voltas).
a corrente induzida numa peça é máxima na superfície e diminui rapidamente no seu interior.
8.2. Aquecimento por chama
6
neste caso, o aquecimento resulta da queima, por meio de um maçarico,de uma mistura de oxigênio e gás
combustível, usualmente acetileno, gás natural ou propano. o aquecimento por chama consiste em
aquecer superficialmente uma peça ou parte dela, até a temperatura de têmpera. em seguida o
resfriamento é feito com áqua, óleo ou mesmo ar, dependendo da temperabilidade do aço.
desde sistemas manuais á automatizados.
campo magnético e correntes induzidas produzidas por várias bobinas de indução.
As razões da utilização da têmpera por chama são:
- peças muito grandes onde o aquecimento num forno convencional e têmpera se tornam impraticáveis ou
antieconômicas.
- tratamento térmico em pequenas regiões ou quando o tratamento na peça toda é prejudicial à sua
função.
- maior precisão dimensional que num forno de tratamento convencional.
- utilização de materiais mais baratos e obtenção de propriedades adequada em certos casos com
processo mais barato.
9. Revenimento dos aços.
9.1.Definição.
o tratamento térmico de revenimento é um processo de reaquecimento do aço temperado com o propósito
de transformar a estrutura martensítica em estruturas mais estabilizadas e tenazes. um aço com estrutura
martensítica, é muito frágil, além de estar sujeito ao aparecimento de trincas se deixado à temperatura
ambiente nesta condição. o aquecimento do aço temperado em temperaturas inferiores a a1 (727°c)
permitirá a ocorrência de difusão que produzirão uma estrutura mais estável e mais tenaz.
aquecimento do aço temperado entre 150 e 650 graus. o aço temperado é muito frágil (tenecidade=0). o
revenimento aumenta a tenacidade com diminuição da dureza (resit. mec.)
9.2.Transformações de fase durante o revenimento.
costuma-se dividir as transformações que ocorrem durante o revenimento de um aço em três etapas:
1ª etapa - 25 a 200°c: ocorre a precipitação de um carboneto especial, denominado de carboneto
epsolon (ε), partículas extremamente diminutas, com espessura inferior a 200 å. esses carbonetos
reduzem o número de átomos de carbono na martensítica, tornando-se menos tetragonal e aproximandose da estrutura cúbica que caracteriza o ferro .temos então uma estrutura de martensita de baixo teor de
carbono e carbonetos finos, sendo essa estrutura denominada de martensita revenida. a dureza do aço
temperado sendo de 65hrc (0,7%c) cai para 60hrc.
2ª etapa - 200 a 350°c : se houver austenita retida esta se transforma em bainita .nesta faixa ocorre a
precipitação de cementita na forma de barras e a martensita perde sua tetragonalidade transformando-se
em ferrita. a medida que as partículas de cementita crescem as de carboneto epsolon vão desaparecendo.
3ª etapa - 350 a 700°c :entre 300°c e 400°c inicia-se o coalescimento da cementita e esta se torna
totalmente esferoidizada a 700°c.
9.3.Efeito do revenimento sobre as propriedades dos aços.
uma gradual diminuição da dureza acompanha as modificações que sofre a microestrutura do aço
temperado ao ser revenido a temperaturas crescentes. essa diminuição de dureza é acompanhada por um
aumento de plasticidade e da tenacidade do aço (esta pode ser alterada com a temperatura devido ao
fenômeno de fragilidade do revenimento).
7
10. Tratamentos termoquímicos
10.1.Introdução.
os tratamentos termoquímicos consistem na introdução de um ou mais elementos químicos na superfície
dos aços (ferros fundidos) a uma dada temperatura (500 a 1000°c) para conferir uma camada superficial
fina e dura. os objetivos principais são: aumento da dureza e da resistência ao desgaste na superfície
mantendo o núcleo tenaz.
os processos termoquímicos são classificados em:
cementação.
carbonitretação.
cianetação.
nitretação.
boretação.
após as peças serem tratadas termoquimicamente temos a camada endurecida com um alto teor de
carbono e/ou nitrogênio, elementos absorvidos durante o tratamento, e o núcleo que fica com a mesma
composição química inicial do material.
aquecimento da peça + meio químico. tempo de 1 a 100 horas.
10.2. Cementação.
cementação é o tratamento termoquímico que consiste na introdução de carbono na superfície dos aços de
baixo teor de carbono, geralmente até 0,25 % c com ou sem elementos de liga.
este processo é seguido geralmente por têmpera, obtendo-se na camada o constituinte martensita,
proporcionando alta dureza superficial e deixando o núcleo tenaz devido ao seu baixo teor de carbono.
a cementação se realiza em meio sólido, líquido ou gasoso em temperaturas de austenização entre 825°c
e 950°c. a figura 15 pode ser utilizada para operadores de tratamento térmico como valores estimativos
de profundidade, tempo e temperatura de cementação em meios sólidos, líquido ou gasoso.
a equação 1 feita empiricamente por harris para aços carbono e baixa liga, pode ser utilizada para estimar
a profundidade da camada cementada em função da temperatura e tempo. os valores de k fornecidos na
tabela 2 são valores médios dos três processos de cementação.
x=k√t
onde:
x = profundidade em mm para dureza após têmpera de 550 hv;
t = tempo em horas;
k = constante dependente da temperatura (tabela 1).
tabela 2. valores da constante k
2- pot. da carbono teor (%), carbono na superfície
3-gradiente de carbono, variaçõa de carbono da superfície até o carbono base.
4-espessura da camada x
camada total-distância da superfície até o carbono base.
camada efetiva- distância da superfície até o ponto onde a dureza é 550hv.
profundidade da camada em função do tempo e temperatura de cementação.
10.2.1 Cementação sólida (cementação em caixa)
cementação sólida é um processo no qual o monóxido de carbono (co) originado de um composto sólido
(carvão de madeira ou coque) se decompõe em carbono nascente (c) e dióxido de carbono (co2).
8
pode-se observar pela equação acima que o gás cementante é o monóxido de carbono (co). a quantidade
desse gás é função da temperatura. a 900 °c, que é uma temperatura comum em cementação, o
equilíbrio está em torno de 96% co e 4% co2.
a quantidade de co a uma dada temperatura pode ser aumentada pela adição de catalizadores, tais como
carbonato de bário (baco3), carbonato de cálcio (caco3) e carbonato de sódio (na2co3) no carvão.
misturas cementantes com 10% de carbonato de bário dão bons resultados. pode-se adicionar ao carvão
de madeira cerca de 20% de carvão coque (carvão mineral destilado) para obter melhor condutividade
térmica e boa resistência ao calor.
10.2.2 Cementação líquida
cementação líquida é um processo no qual o meio cementante é um sal fundido. este sal pode ser a base
de cianeto, o qual introduz carbono e nitrogênio ou sal sem cianeto, o qual introduz somente carbono.
10. 2. 2.1.cementação líquida sem cianeto
10.2.2.2 cementação líquida com cianeto
10.2.2.3 profundidade da camada cementada
composição de banhos para cementação líquida.
10.2.2.4. Gradiente de carbono
a figura 16 mostra o gradiente de carbono para o aço 1020 em função do tempo e temperatura de
cementação.
% de carbono
Distância abaixo da superfície
Gradientes de carbono por cementação líquida para o aço 1020 a 845 °c.
10.2.3.Cementação gasosa
cementação gasosa é um processo no qual os meios cementantes são gases hidrocarbonetos e líquidos
hidrocarbonetos facilmente vaporizados.
a atmosfera do forno é constituída por um gás de arraste endotérmico mais gás cementante metano (ch4)
ou o propano (c3h8).
são utilizados como gases cementantes o gás natural constituído basicamente de metano (80 a 90%)e
etano (10 a 20% ), o gás de coqueria, butano comercial (93 % de c 4h10 e 7 % de c3h6), propano comercial
(2,5 % de c2h6, 96 % de c3h8 e 15 % de c4h10) e mais recentemente o álcool etílico volatilizado (c3h5oh).
os gases de arrastre são constituídos da seguinte mistura: n2 (40 a 97%), co(1,5 a 35 %), co2 (0 a 5 %),
h2 (1 a 39 %) e ch4 (0 a 1 %).
11. Nitretação.
11.1.Introdução.
nitretação é um tratamento de endurecimento superficial que consiste na introdução de nitrogênio
atômico na superfície do aço.o tratamento é realizado em temperaturas compreendidas entre 500 e 570
°c, onde o nitrogênio atômico se difunde na fase ferrita.
as principais propriedades dos aços nitretados são:
- alta dureza superficial (86 a 70 hrc) e resistência ao desgaste.
9
- alta resistência à fadiga.
- alta estabilidade dimensional.
- resistência à corrosão melhorada.
a profundidade da camada nitretada depende do tempo e da temperatura de tratamento, da atividade do
nitrogênio e da composição do aço.
três são os métodos de nitretação: gasoso, líquido (banho de sal ) e pó.
11.2.1. Nitretação a gás .
consiste na introdução de uma atmosfera rica em nitrogênio, a uma certa temperatura, geralmente
amônia - nh4.
neste processo a amônia decompõe-se parcialmente em nitrogênio e este combina-se com os elementos
de liga do aço formando nitretos de elevada dureza.
nh4
-------> n ( no aço) + h
(nitreto)
o nitrogênio atômico é absorvido pela superfície do aço.
as superfícies das peças para nitretar devem estar completamente limpas. para isso as peças devem ser
submetidas a limpeza tais como desengorduramento, decapagem,etc...
neste processo a difusão do nitrogênio no aço é lenta. geralmente o tempo de permanência varia de 15 a
30 horas, respectivamente para camadas da ordem de 0.10 à 0.25mm de profundidade.
10
11
12
Download