UNIVERSIDADE TIRADENTES – UNIT
PROGRAMA DE PÓS-GRADUAÇÃO EM ENGENHARIA DE PROCESSOS - PEP
AVALIAÇÃO DE PROPRIEDADES DE CORRENTES OLEOSAS DA INDÚSTRIA
DE PETRÓLEO VIA CONDUTIVIMETRIA
Autor: Agnaldo Cardozo Filho
Orientadores: Prof. Alexandre Ferreira Santos, D. Sc.
Profª. Rosana Lopes Fialho Vieira de Melo, D.Sc.
ARACAJU, SE - BRASIL.
MARÇO DE 2007.
FICHA CATALOGRÁFICA
C268a
Cardozo Filho, Agnaldo.
Avaliação de propriedades de correntes oleosas da indústria de petróleo via
condutivimetria / Agnaldo Cardozo Filho ; orientadores Alexandre Ferreira Santos, Rosana
Lopes Fialho Vieira de Melo. – Aracaju, 2007.
115 p.: il.
Inclui bibliografia.
Dissertação (Mestrado em Engenharia de Processos) – Universidade Tiradentes, 2007.
1. Correntes oleosas – propriedades.
2. Indústria do petróleo.
3. Condutivimetria.
4. Química analítica. 5. Dessalgação. 6. Engenharia de processos. I. Santos, Alexandre
Ferreira (orient.). II. Melo, Rosana L. F. Vieira de (orient.).
III. Universidade Tiradentes.
IV. Título.
CDU: 543.555
665.6
iii
“Abracem a alegria estampada em meu rosto. A alegria da luta,
da dedicação, da paciência, da crença e da esperança
que um dia espero ver no rosto de minha filha”
“Abracem também parte do meu futuro do qual vocês semearam
todos esses anos. Divido com vocês os méritos desta
conquista, porque ela nos pertence”
Aos meus maravilhosos pais,
Meus eternos irmãos,
Minha linda e paciente esposa
E a minha maior fonte de dedicação
Izzadora.
iv
AGRADECIMENTOS
Chegou a hora de reconhecer e agradecer aqueles que foram postos em meu caminho, com o
intuito de me orientar, de me fazer compreender e de me ajudar a ser quem sou hoje.
Ao meu pai Agnaldo e a minha mãe Alinete, que estão sempre do meu lado, me apoiando,
incentivando e acreditando em mim.
Ao meu irmão Fabrício e a minha irmã Arethusa, que juntos e com união, vamos vencer os
obstáculos e barreiras postos em nossos caminhos. Amo vocês!!!!!!
A minha esposa Rafaela, que há 10 anos vem acreditando com paciência em mim e na
realização dos meus sonhos. Estamos conseguindo!!!!!!!
A minha filha Izzadora “fonte de energia renovável”, que consegue me mostrar a felicidade
nos momentos mais difíceis.
Ao meu amigo irmão Léo, sempre comigo, acompanhando o meu crescimento.
Ao tio Raimundo José. Muito obrigado.
Aos tios, primos e amigos que contribuíram de alguma forma.
A Universidade Tiradentes, pela oportunidade que nos oferece de adentrar na comunidade
científica.
Ao Reitor e Vice-Reitora Jouberto Uchoa e Amélia Maria Uchoa.
Ao pró-reitor administrativo Jouberto Uchoa Júnior. Ao pró-reitor adjunto de pós-graduação e
pesquisa Temisson.
Ao meu orientador Alexandre, que estava sempre ao meu lado me tranqüilizando nos
momentos de angústia.
A minha orientadora Rosana, que aprendi a escutá-la como se fosse minha mãe. Não tenho
palavras para definir o quanto você foi importante durante esses dois anos.
A professora Montserrat, que me passou vários ensinamentos.
Ao coordenador André, sempre depositando confiança em mim. Obrigado!!!!.
v
Ao professor José Carlos, um exemplo a ser seguido na comunidade científica.
Aos professores Álvaro, Sílvia Gabriela, Cleide Mara, Silvio, Renan, Paulo Mário, Dariva,
Marcelo Embiruçu, Antônio Ramirez, Ricardo Michel.
Ao diretores do ITP Marcos Wandir e Julio Holanda.
Aos amigos do LQP, Adriano, Adélia, Elisângela, Fernando, Gilson, Lucas, Leila e Kleber.
Aos amigos Lívio e César, que me acompanharam nos experimentos. Serei sempre grato!!!
Aos amigos da 2ª e 3ª turma e ao meu parceiro de graduação e pós-graduação Augusto.
Aos funcionários do ITP, Joilma, Fabiana e Darci.
O desenvolvimento deste trabalho só foi possível graças:
A Universidade Tiradentes – UNIT.
A CAPES.
A PETROBRÁS S/A.
E ao Instituto de Tecnologia e Pesquisa – ITP.
vi
Resumo da Dissertação apresentada ao Programa de Pós-graduação em Engenharia de
Processos da Universidade Tiradentes como parte dos requisitos necessários para a obtenção
do grau de Mestre em Engenharia de Processos.
AVALIAÇÃO DE PROPRIEDADES DE CORRENTES OLEOSAS DA INDÚSTRIA DE
PETRÓLEO VIA CONDUTIVIMETRIA
Agnaldo Cardozo Filho
Na indústria de petróleo, há uma grande variação do teor de sais dos óleos crus,
dependendo principalmente da origem, e possivelmente dos poços de produção ou das zonas
existentes em um campo de produção. Na maioria dos casos, o teor de sais existente no óleo
cru existe sob a forma de sais dissolvidos em pequenas gotas de água que são dispersas no
cru. O sal presente no óleo cru acarreta diversos problemas durante o transporte e as
operações de refino, incluindo corrosão das linhas, incrustações, e também a desativação dos
catalisadores empregados nas refinarias. Em razão disso, as refinarias estão geralmente
equipadas com sistemas de dessalgação que são capazes de remover os sais existentes no óleo
antes do processamento na refinaria. A dessalgação de petróleos é considerada uma operação
crítica para a refinaria devido à importância de se alcançar as especificações de quantidades
aceitáveis de sal e água no óleo tratado. Por estas razões, a medição dos teores de sal e água
em óleos é de alta importância para toda a cadeia do setor petróleo, incluindo produção,
processamento, transporte e refino. O principal objetivo deste trabalho é determinar o teor de
sais em óleos via condutivimetria e analisar se o sinal de condutividade pode ser utilizado na
predição da salinidade de emulsões de petróleo em tempo real. Mostra-se que o sinal de
condutividade é sensível a ambos os teores de sal e água, e que modelos empíricos bastante
simples podem ser construídos para correlação entre as propriedades e o sinal de
condutividade com ajuste bastante adequado. Por fim, mostra-se que os modelos permitem a
avaliação em tempo real do teor de sais de emulsões de petróleo via condutivimetria, mesmo
quando se empregam teores de água até 20% (v/v) e petróleos distintos.
Palavras-chaves:
petróleo,
monitoramento,
eletrostático.
vii
condutivimetria,
dessalgação,
tratamento
Abstract of Dissertation presented to the Process Engineering Graduate Program of
Universidade Tiradentes as a partial fulfillment of the requirements for the degree of Master
of Science (M.Sc.)
EVALUATION OF OIL STREAM PROPERTIES FROM PETROLEUM INDUSTRY
USING CONDUCTIVIMETRY
Agnaldo Cardozo Filho
In the petroleum industry, there is a great variation in the salt content of crude oils
depending mainly on the source and, possibly, on the producing wells or zones within a field.
In almost all cases, the salt content of the crude oil consists of salt dissolved in small droplets
of water that are dispersed in the crude. The presence of salt in the crude oil leads to several
problems during transporting and the refining processes, including corrosion of lines, fouling,
and also the deactivation of catalysts employed at the refinery. As a consequence, the refinery
sites are generally equipped with desalting systems which are able to perform the desalination
of the crude oil to be processed in the refinery. The desalting is considered a critical operation
at the refinery due to the importance of meeting the specifications of the acceptable quantities
of salt and water in the treated oil. For these reasons, measurements of salt and water content
in crude oils are very important in all oil industry operations including crude oil production,
processing, transportation and refining. The main objective of this work is evaluating the salt
content of crude oils using conductivimetry and observing whether the conductivity signal
may be used for predicting the salinity of water-in-crude oil emulsions at real time conditions.
It is shown that the conductivity signal is sensitive to changes of both salt and water contents,
and that empirical models may be built to correlate these properties with the signal fairly well.
Finally, it is shown that these models allow the on-line evaluation of salt content in water-incrude oil emulsions with conductivimetry, even when 20% water contents (v/v) and different
crude oils are employed.
Keywords: crude oil, monitoring, desalting, conductivimetry, electrostatic treatment.
viii
Sumário
I - Introdução ...........................................................................................................................14
I. 1 – Introdução...................................................................................................................15
I. 2 – Objetivos da Dissertação............................................................................................17
I. 3 – Estrutura da Dissertação.............................................................................................17
II - Revisão Bibliográfica ........................................................................................................19
II. 1 – Introdução .................................................................................................................20
II. 2 – Emulsões de Petróleo................................................................................................20
II. 3 – Desidratação / Dessalgação.......................................................................................22
II. 4 – Técnicas Usadas para Monitorar Salinidade.............................................................34
II. 4.1 – Determinação da Salinidade por MOHR. ..........................................................35
II. 4.2 – Determinação da Salinidade por Potenciometria...............................................36
II. 4.3 – Determinação da Salinidade por FRX. ..............................................................36
II. 4.4 – Determinação da Salinidade por Condutivimetria.............................................36
III - Materiais e Métodos .........................................................................................................45
III. 1 – Introdução................................................................................................................46
III. 2 – Origem dos Óleos. ...................................................................................................46
III. 3 – Métodos de Caracterização......................................................................................47
IV - Análise dos Resultados ....................................................................................................58
IV. 1 – Introdução................................................................................................................59
IV. 2 – Objetivos dos experimentos no Labcomp 2100. .....................................................59
IV. 3 – Objetivos dos experimentos no circuito de medição em tempo real.......................69
V - Considerações Finais.........................................................................................................76
V. 1 – Introdução .................................................................................................................77
V. 2 – Conclusões................................................................................................................77
V. 3 – Trabalhos Futuros .....................................................................................................79
VI – Referências Bibliográficas ..............................................................................................80
Apêndice I ...............................................................................................................................86
Considerações dos Experimentos no Labcomp 2100. .........................................................87
Apêndice II ..............................................................................................................................90
Dinâmica da Condutância e do Teor de Sais (experimental, “Mod a” e “Mod b”) no Tempo.
.............................................................................................................................................91
Apêndice III.............................................................................................................................97
Construção do Condutivímetro “LQP-ITP” ........................................................................98
x
Índice de Figuras
Figura 1. Fotomicrografias de emulsões A/O em ausência e presença de campo elétrico
(ASKE et al., 2002) .......................................................................................................... 26
Figura 2. Processo de Dessalgação com Dois Estágios (adaptada de BRASIL, 1987)............28
Figura 3. Esquema da Dessalgadora Q&A/NPRA (COLLINS, 2004)..................................... 29
Figura 4. Fotomicrografias após sedimentação de sais e sólidos ao longo da dessalgação do
óleo cru (COLLINS, 2004)............................................................................................... 31
Figura 5. Condutividade do óleo vs. Temperatura (WARREN, 2002). ................................... 32
Figura 6. Instalações da Nova Tecnologia (SANS e WALLACE, 2003). ...............................32
Figura 7. Esquema do Condutivímetro.....................................................................................39
Figura 8. Exemplo de célula de condutividade em linha (adaptado de PAL, 1994). ...............40
Figura 9. Condutância em função da fração de volume para emulsões O/W instáveis (sem
emulsificantes) – (PAL, 1994). ........................................................................................ 40
Figura 10. Esquema da célula de Kapff, para detecção de água (PAL, 1994). ........................41
Figura 11.Condutividade vs. Taxa de água (LI et al., 1998).................................................... 42
Figura 12. Medida da condutividade de querosene e mistura querosene/alumina, em função do
teor de SPAN80 (DUKHIN e GOETZ, 2006).................................................................. 42
Figura 13. Sistema de Monitoramento do Teor de Sal em Linha, Proposto pela PRECISION.
.......................................................................................................................................... 44
Figura 14. Titulador Potenciométrico Metrohm - Modelo Titrando 836. ................................47
Figura 15. Salímetro LabComp modelo SCTO 2100 e béquer de teste. .................................. 51
Figura 16. Preparo das Soluções para Montagem da Curva de Calibração..............................51
Figura 17. Perfil de Condutância com a Concentração de Sais................................................52
Figura 18. Circuito de Medição em Tempo Real. .................................................................... 55
Figura 19. Curva de Calibração do Circuito de Medição em Tempo Real. ............................. 57
Figura 20. Curvas de Calibração, segundo ASTM D 3230. ..................................................... 60
Figura 21. Condutância x BSW, óleo tipo “A”. .......................................................................61
Figura 22. Condutância X BSW, óleo tipo “B”........................................................................ 62
Figura 23. Condutância x BSW, óleo tipo “C”. .......................................................................62
Figura 24. Análise das curvas com concentração de sais mais elevadas dos três tipos de óleo.
.......................................................................................................................................... 63
Figura 25. Análise do efeito da matriz oleosa sobre a condutância. ........................................ 64
xi
Figura 26. Análise dos dados gerais dos óleos “A”, “B” e “C” (Experimento_02). ................64
Figura 27. Análise dos valores médios dos dados gerais dos óleos “A”, “B” e “C”................65
Figura 28. Aplicação do modelo utilizado no salímetro que segue a norma ASTM D-3230
(adaptada a emulsões), média dos óleos “A” e “C” (2ª, 3ª e 4ª emulsão - Apêndice I). .. 67
Figura 29. Aplicação do “Mod 3”, média dos óleos “A”, e “C” (2ª 3ª e 4ª emulsão). ............. 68
Figura 30. Aplicação do modelo utilizado no salímetro que segue a ASTM D-3230 (adaptada
a emulsões), média dos óleos “A”, “B” e “C” (4ª emulsão - Apêndice I)........................68
Figura 31. Aplicação do “Mod 3”, média dos óleos “A”, ”B” e “C” (4ª emulsão)..................69
Figura 32. Comportamento da Condutância no Circuito de Medição em Tempo Real. ..........70
Figura 33. Avaliação dos Modelos “Mod a” e “Mod b” no Circuito de Medição em Tempo
Real................................................................................................................................... 72
Figura 34. Validação dos Modelos “Mod a” e “Mod B” no Circuito de Medição em Tempo
Real................................................................................................................................... 73
Figura 35. Nível ideal de operação no Circuito de Medição em Tempo Real. ........................73
Figura 36. Avaliação da Condutância com a Variação do Volume da Matriz e da
Concentração de Sais no Circuito de Medição em Tempo Real. ..................................... 74
Figura 37.Avaliação do Sinal de Condutância no Tempo, variando o Teor de BSW. ............. 75
Figura 38. Sistema de Monitoramento em Tempo Real........................................................... 78
xii
Índice de Tabelas
Tabela 1. Condições de operação da dessalgadora Q&A/NPRA (COLLINS, 2004)............... 30
Tabela 2. Petróleos utilizados no estudo e avaliação da técnica de condutivimetria na
determinação do teor de sais. (amostras de referência) .................................................... 46
Tabela 3. Perfil de Condutância com a Concentração de Sais. ................................................ 51
Tabela 4. Óleos utilizados no Experimento_1.......................................................................... 60
Tabela 5. Estimação dos Parâmetros do Mod 3. ......................................................................66
Tabela 6. Estimação dos Parâmetros do Mod a........................................................................71
Tabela 7. Estimação dos Parâmetros do Mod b. ......................................................................71
xiii
I - Introdução
I. 1 – Introdução
I. 2 – Objetivos da Dissertação
I. 3 – Estrutura da Dissertação
CAPÍTULO I – Introdução
___________________________________________________________________________
I. 1 – Introdução
Na indústria petrolífera, a produção do petróleo é normalmente acompanhada da
produção de água, gases e sedimentos que devem ser removidos e dispostos de forma
adequada. Para incremento da recuperação de petróleo nos reservatórios, é comum a adoção
de estratégias de injeção de água nos poços, acarretando a formação indesejável de emulsões
de água em óleo.
A presença de água associada ao petróleo provoca uma série de problemas nas etapas
de produção, transporte e refino. Além de onerarem os custos de produção e transporte de
petróleo, as águas produzidas e oriundas de formações produtoras de hidrocarbonetos
apresentam sais dissolvidos (ou sob a forma de pequenos cristais) que variam de concentração
em função das características do reservatório. No refino, a presença de cloretos de cálcio e
magnésio dissolvidos na água provoca corrosão, causando redução de espessuras e furos nas
linhas, paredes de vasos e tubos trocadores de calor. Já os sais de sódio diminuem a vida útil e
o rendimento dos catalisadores, conduzindo a produtos finais (combustíveis) de qualidade
inferior.
Para minimizar estes problemas, as unidades de produção e plataformas marítimas
dispõem de tratadores que efetuam a remoção de água e sedimentos do petróleo produzido.
Com a desidratação do petróleo, grande parte dos sais é removida juntamente com a água. O
processo é repetido algumas vezes até o alcance das especificações estabelecidas pela
refinaria, que admite para o óleo recebido, um máximo de sais dissolvidos de 285 mg/litro e
de 1% BSW (do inglês bottom sediments and water - teor de água e sedimentos) (THOMAS,
2004).
Por estes motivos, torna-se extremamente importante a verificação do teor de sais
nos óleos que são enviados às refinarias. Cabe destacar que as refinarias trabalham com
especificações ainda mais rigorosas, dispondo também de equipamentos de dessalgação que
visam à remoção completa dos sais e da água emulsionada no óleo, através de aplicação de
campos elétricos e adição de produtos químicos, antes dos processos de refinação para
obtenção dos derivados. Assim, para garantia da qualidade dos petróleos enviados para as
operações de refino, torna-se então necessário utilizar instrumentação adequada a jusante das
linhas de produção/dessalgação, ao invés de métodos tradicionais de laboratório, que
consomem tempo e atrasam a tomada de decisão.
15
CAPÍTULO I – Introdução
___________________________________________________________________________
As unidades dessalgadoras não possuem instrumentos confiáveis capazes de fornecer
dados sobre o desempenho da dessalgação, sendo então operadas como “caixa-preta”. A
despeito de oscilações freqüentes na qualidade do petróleo processado, incluindo variações de
BSW, distribuição de tamanho de gotas da água emulsionada, composição do petróleo e teor
de sais, as condições de operação do equipamento são usualmente mantidas constantes. Esta
ausência de um controle “feedback” se deve em grande parte à falta de instrumentação
adequada ao monitoramento da dessalgação. A conseqüência direta disso é que a dessalgadora
opera em condições sub-ótimas na maior parte do tempo, requerendo então a adição de
quantidades excessivas de produtos químicos para inibição de corrosão e controle de pH,
implicando grande geração de efluentes para tratamento. O controle da qualidade dos óleos
dessalgados tem sido tarefa exclusiva de laboratórios, os quais geralmente efetuam análises
destrutivas das amostras para avaliação da salinidade das correntes. Contudo, mesmo em
laboratório a caracterização de petróleos é complexa. Apesar dos métodos utilizados
obedecerem a normas técnicas padronizadas, o que poderia assegurar a adequação dos
procedimentos, a prática tem mostrado que nem sempre as normas são apropriadas para
determinados tipos de petróleo. De fato, tais normas são geralmente elaboradas com base em
poucos tipos de petróleos, sendo impossível que sua validade se estenda para todas as gamas
de petróleos existentes na natureza. Assim, a despeito da existência de normas técnicas de
caracterização consagradas internacionalmente, é comum por parte das companhias a
implementação de modificações às normas existentes, ou a elaboração de novos métodos
alinhados com o inventário de petróleos da companhia. Em alguns casos, estas modificações
são incorporadas à norma, provando mais uma vez que o procedimento padrão é passível de
atualizações, não podendo ser visto como um método definitivo.
Diante deste cenário de falta de instrumentação adequada para monitoramento do
processo de dessalgação e da complexidade da caracterização de petróleos em laboratório,
percebe-se a importância prática de se desenvolverem instrumentos capazes de fornecer
estimativas confiáveis sobre o teor de sais das correntes da dessalgadora.
Por ser um instrumento muito simples, leve e barato, o condutivímetro tem sido
empregado em análises rotineiras de condutividade de soluções, seja em laboratório ou em
atividades de campo. Uma das aplicações mais corriqueiras da condutivimetria é a
determinação da concentração de substâncias iônicas, bastando para isto uma curva de
calibração que associe a condutividade de soluções conhecidas com a concentração das
mesmas. Em particular, já existem algumas normas técnicas para medição de salinidade em
16
CAPÍTULO I – Introdução
___________________________________________________________________________
petróleos baseadas na medida de condutância de petróleos diluídos em mistura de solventes.
Porém, dentre as dificuldades da utilização do procedimento para fins de monitoramento em
tempo real da salinidade estão a necessidade de preparação de solventes e a reconhecida
influência que a temperatura e o BSW exercem sobre as medidas de condutividade. Assim,
pouco tem sido feito para adaptação do instrumento para medidas da salinidade de petróleos
em tempo real.
I. 2 – Objetivos da Dissertação
Diante do relato, e tendo sido detectada a possibilidade de se utilizar a
condutivimetria para o monitoramento em tempo real de propriedades de correntes de
petróleo salgado, este trabalho busca atingir os seguintes objetivos:
1 - desenvolver um sistema de monitoramento em tempo real da concentração de
sais, baseado na técnica de condutivimetria;
2 - estabelecer uma estratégia de calibração do instrumento para inferência da
concentração de sais em petróleos e emulsões;
3 - utilizar o sistema de monitoramento para avaliação da concentração de sais de
correntes contendo petróleos com diferentes características.
I. 3 – Estrutura da Dissertação
A apresentação do trabalho foi organizada em 5 capítulos. No Capítulo 2 é feita uma
revisão da literatura sobre dessalgação de petróleos, considerando as técnicas disponíveis para
o acompanhamento do processo. Apresenta-se também uma revisão sobre condutivimetria,
destacando fundamentos e aplicações em sistemas pouco condutivos, envolvendo uma fase
orgânica. No Capítulo 3 são apresentados os materiais e métodos utilizados no estudo
experimental para caracterização de petróleos salgados e dessalgados, além dos
procedimentos utilizados para calibração do condutivímetro comercial. O Capítulo 4 trata do
desenvolvimento de uma estratégia de avaliação de salinidade via condutivimetria, adaptada
para emulsões de petróleo. Discute-se também a capacidade da técnica no monitoramento em
tempo real da salinidade de correntes contendo petróleos com diferentes características. No
Capítulo 5 são apresentadas conclusões e algumas sugestões para trabalhos futuros.
17
CAPÍTULO I – Introdução
___________________________________________________________________________
Este trabalho foi desenvolvido nas dependências do Laboratório de Engenharia de
Petróleo - LEP (antigo LQP I) - e do Laboratório de Sistemas Coloidais e Dispersões - LSCD
(antigo LQP II) - ambos sediados no Instituto de Tecnologia e Pesquisa (ITP) em Aracaju-SE.
18
II - Revisão Bibliográfica
II. 1 – Introdução
II. 2 – Emulsões de Petróleo
II. 3 – Desidratação/Dessalgação
II. 4 – Técnicas Usadas para Monitorar a Salinidade
CAPÍTULO III – Materiais e Métodos
___________________________________________________________________________
II. 1 – Introdução
O objetivo deste capítulo é apresentar uma breve revisão da literatura sobre os temas
abordados nesta dissertação. Inicialmente são apresentadas características básicas de petróleos
e emulsões. Em seguida, uma descrição do processo de dessalgação, dos métodos de
caracterização existentes, enfatizando aplicações, vantagens e desvantagens. Maior destaque é
dado ao processo de dessalgação, que é foco principal desta dissertação e que encerra os
maiores fatores motivacionais: dessalgação eficiente com monitoramento em tempo real,
redução da geração de efluentes e a redução de custo associado às análises laboratoriais de
rotina. Em seguida, são revisados trabalhos recentes sobre a aplicação da técnica de
condutivimetria dentro e fora da indústria de petróleo, destacando tipos de medidas, tipos de
equipamentos, vantagens e desvantagens.
II. 2 – Emulsões de Petróleo
O petróleo é constituído, por uma mistura de compostos químicos orgânicos
(hidrocarbonetos), cujo estado físico considerando condições normais de temperatura e
pressão é predominantemente líquido, podendo assumir o estado gasoso quando a mistura
contém uma maior porcentagem de componentes com baixo peso molecular (THOMAS,
2004).
O petróleo geralmente se apresenta associado à água, que por sua vez contém sais
minerais em solução. Essa associação é devida, sobretudo, à tendência natural de acúmulo da
água salgada gerada pelas formações geológicas para as partes inferiores de reservatórios de
petróleo. Com métodos adequados e racionais de produção, é possível obtê-lo com o mínimo
teor de água salgada. Todavia, à medida que o campo vai sendo explorado, há a tendência de
aumentar a proporção de água no óleo extraído (PERRONE, 1965; RAMALHO, 2002;
MARIANO, 2005).
Diante da complexidade de sua composição, não existem dois petróleos idênticos. As
diferenças na composição, além de influírem nas suas propriedades, têm igualmente
ponderável influência sobre a técnica de refino e, freqüentemente, determinam os produtos
que podem ser obtidos. Desta maneira, é óbvio que nem todos os derivados podem ser obtidos
20
CAPÍTULO III – Materiais e Métodos
___________________________________________________________________________
diretamente e economicamente de qualquer tipo de petróleo, da mesma forma que não existe
um esquema universal de refino adaptável a qualquer tipo de óleo bruto (MARIANO, 2005).
Nos campos de produção, após a separação dos gases e da água livre que é removida
por decantação, o óleo sofre desidratação no equipamento conhecido como tratador de óleo. A
dessalgação normalmente é feita na refinaria.
A água salgada se apresenta predominantemente sob a forma de gotas dispersas no
petróleo, constituindo emulsões do tipo água-em-óleo. A emulsificação tanto pode ocorrer
durante a própria formação do óleo como nos equipamentos mecânicos, tais como bombas,
tubulações e separadores.
Uma emulsão é um sistema heterogêneo líquido que consiste de dois líquidos
imiscíveis, um dos quais intimamente disperso na forma de gotículas dentro do outro,
formando uma mistura complexa envolvendo uma grande variedade de compostos químicos.
As características de uma emulsão são modificadas de acordo com a concentração da fase
dispersa, temperatura, pressão e o grau de agitação aos quais o sistema está submetido
(RAMALHO, 2002).
Os tipos de emulsões são: emulsão de óleo em água (O/A), emulsão de água em óleo
(A/O) e emulsão de água em óleo em água (O/A).
As emulsões também são consideradas instáveis e estáveis. Geralmente, óleos crus
com baixo grau API < 20 (óleos pesados) formam emulsões mais estáveis do que os óleos de
alto grau API> 20 (óleos leves). Os óleos pesados, normalmente, contêm maior quantidade de
emulsificantes que os óleos leves.
A presença de tensoativos naturais no petróleo (asfaltenos, resinas, ácidos naftênicos,
dentre outros), propicia a formação de emulsões de petróleo e água, do tipo água em óleo
(A/O), isto é, contendo gotas de água dispersas no petróleo. Esses tensoativos (surfactantes)
migram para a interface óleo-água, gerando emulsões estáveis (RAMALHO, 2002). Os
tensoativos como os asfaltenos e resinas estão relacionados entre os fatores que influenciam
na condutividade da emulsão de petróleo (VELOSO, 2004).
21
CAPÍTULO III – Materiais e Métodos
___________________________________________________________________________
II. 3 – Desidratação / Dessalgação
Apesar do tratamento que o óleo sofre nos campos de produção reduzir
consideravelmente os teores de água, sais e sedimentos, os requisitos de altas vazões de óleo
produzido impedem a remoção total da água salgada do petróleo. Por esta razão, o óleo
minimamente processado é transportado através de oleodutos e navios até as refinarias, onde
são novamente dessalgados e desidratados de modo a atingir teores de água e sais
suficientemente baixos para as operações de refino.
A porcentagem de sal existente no petróleo deve ser mantida abaixo de certos
limites. O teor salino máximo aceito pelas refinarias é de 285 mg/l, sendo geralmente
expresso como a massa de cloreto de sódio em mg dissolvida em 1 litro de petróleo, ao passo
que o teor de água e sedimentos máximo possível é de 1% BSW (do inglês bottom sediments
and water - teor de água e sedimentos) (THOMAS, 2004). Assim, para atingir as
especificações da refinaria, o petróleo é submetido ao processo de desidratação / dessalgação
antes de ser transportado dos campos produtores. Por fim, o petróleo recebido pelas refinarias
é novamente dessalgado com a finalidade de reduzir o teor de sais para níveis inferiores a 5
mg/l.
Nas refinarias, o petróleo com excesso de sal afeta a carga das unidades, ocasionando
a sua redução, diminuindo o tempo de campanha (período compreendido entre a partida e a
parada de uma unidade para limpeza, inspeção e reparos), aumentando excessivamente o
tempo de parada e acarretando substituição de equipamentos mais freqüentes, devido à
corrosão provocada pelo sal (WARREN, 2003). Além disso, produzir óleos com boa
qualidade com baixa quantidade de sal também ajuda a minimizar a energia requerida para o
seu bombeamento e transporte (ABDUL-WAHAB et al, 2006).
A redução da quantidade de carga processada por dia de operação pode ser, causada
pela deposição de sal nos equipamentos, em particular trocadores de calor e tubulações das
retortas; isso ocasiona o entupimento do equipamento e afeta desfavoravelmente a
transmissão de calor, de sorte que, para manter as temperaturas, torna-se necessário reduzir o
índice BPD (barris processados por dia). Nas retortas de visco-redução, o sal pode catalisar a
formação de coque, reduzindo a taxa de transmissão do calor, causando superaquecimento e a
eventual ruptura dos tubos, caso não seja providenciada a redução do combustível queimado e
a parada do equipamento. Tais ocorrências, além de diminuírem o BPD, causam também
22
CAPÍTULO III – Materiais e Métodos
___________________________________________________________________________
paradas para limpeza (THOMAS, 2004).
Os sais contidos no petróleo constituem uma fonte de corrosão por gerarem ácido
clorídrico nas condições reinantes nos equipamentos de destilação. A ação corrosiva se torna
ainda mais acentuada pela presença de compostos sulfurosos (H2S, mercaptanas etc.) e
ocorrência de uma reação de oxidação-redução entre estes compostos e o ácido clorídrico,
derivado dos sais por hidrólise. O ácido ataca o ferro, formando cloreto de ferro, o qual, por
sua vez, reage com o gás sulfídrico, para produzir sulfeto de ferro e ácido clorídrico,
conforme as reações abaixo (BRASIL, 1987; THOMAS, 2004):
Fe + 2HCl
FeCl2 + H2
FeCl2 + H2S
2HCl + FeS
A eliminação dos sais contidos no petróleo (dessalgação) constitui, portanto, uma
operação indispensável que, em última análise, se prende à separação da água ou
desidratação.
A dessalgação das emulsões de petróleo é, realizada pela separação das gotas de água
por gravidade ou decantação. Para que as pequenas gotas de água se depositem, deve ocorrer
coalescência de gotículas com formação de gotas suficientemente grandes, capazes de
sedimentar com o auxílio da ação da gravidade, resultando na formação de uma camada
líquida contínua, em um tempo razoavelmente curto. Para que a coalescência das pequenas
gotas e o seu assentamento se processem mais fácil e rapidamente, estabelecem-se condições
e empregam-se agentes capazes de favorecer a realização de tais objetivos. Essas condições
variam desde o simples aquecimento, para diminuir a viscosidade do óleo, até o emprego de
agentes químicos ou de aplicações de campos elétricos ou magnéticos, que promovem a
coalescência das gotas de água salgada (COUTINHO, 2005).
De acordo com os meios e os agentes empregados para realizar a quebra das
emulsões e a separação da água, os diferentes processos de desidratação/dessalgação do
petróleo podem ser reunidos em seis grupos (ASKE et al., 2002; RAMALHO, 2002;
THOMAS, 2004; COUTINHO, 2005):
23
CAPÍTULO III – Materiais e Métodos
___________________________________________________________________________
i) Decantação por Gravidade.
Tratando-se de petróleos de baixa viscosidade e isentos de substâncias
estabilizadoras de emulsão, a água em suspensão pode ser separada por decantação, dada a
sua maior densidade. A decantação é processada em grandes tanques e quase sempre é
acompanhada pela separação de sólidos em suspensão, tais como argila e hidrocarbonetos
sólidos.
A decantação por gravidade é freqüentemente combinada com outros processos de
tratamento, sobretudo com os processos químicos, que se caracterizam por promoverem a
quebra da emulsão seguida de um período de decantação em que a água salgada é separada do
óleo.
ii) Tratamento por Calor e Pressão.
É um processo muito difundido, que também consiste em misturar o petróleo com
água, formando uma emulsão que em seguida é submetida a calor e pressão. Os vários fatores
que governam o processo, tais como percentagem da água adicionada, temperatura, pressão e
tempo de decantação variam de acordo com as propriedades do petróleo bruto.
A aplicação de calor tem o efeito de reduzir a viscosidade do petróleo e aumentar a
diferença de densidade entre o óleo e a água, condições essas que facilitam a decantação e,
conseqüentemente, a separação da água salgada. O calor também provoca mudanças na
estabilidade coloidal das gotas promovidas pelos agentes emulsificantes, auxiliando a
desestabilização da emulsão.
O efeito da pressão não se faz sentir diretamente na quebra de emulsão, mas a sua
aplicação é essencial para manter a água no estado líquido; isto é, a pressão deve ser mantida
sempre mais alta do que a pressão de vaporização da mistura na temperatura de operação.
Esse método é eficaz para misturas instáveis ou apenas parcialmente emulsionadas.
A desidratação pode ser efetuada exclusivamente por um tratamento térmico, sem
adição de água. Neste caso, o calor promove ou facilita a separação da água das emulsões de
petróleo, agindo por três modos: reduzindo a viscosidade do óleo, promovendo mudanças da
tensão superficial das fases e das propriedades coloidais das gotas de água promovidas pelo
agente emulsificante e rompendo a película de óleo que envolve as gotículas de água, quando
24
CAPÍTULO III – Materiais e Métodos
___________________________________________________________________________
a temperatura for suficientemente alta para provocar a mudança do estado líquido para
gasoso.
iii) Tratamento Químico.
A estabilidade das emulsões de petróleo é devida a certos agentes dotados de
propriedades de superfície, os emulsificantes naturais do petróleo, os quais migram para a
interface com a água, podendo estar associados ou não a gotas bastante pequenas que são
retidas na interface dos dois líquidos por um fenômeno de adsorção (COUTINHO, 2005).
O método químico utilizado para a quebra de emulsões de petróleo do tipo água-emóleo consiste essencialmente na adição de agentes desemulsificantes, deslocando os
tensoativos para a interface óleo-água.
A quebra das emulsões de petróleo, entretanto, não depende apenas da adição de uma
substância desemulsificante mais apropriada à natureza e ao tipo de emulsão em questão, mas
também do modo de aplicá-la e do tratamento mecânico da mistura, que constituem fatores de
suma importância.
O tratamento químico das emulsões de petróleo comporta, essencialmente, três
operações:
a) Mistura efetiva do agente desemulsificante com o óleo, evitando-se a formação de
emulsões estáveis entre as duas fases líquidas;
b) Contacto adequado entre o óleo e a água, condição essa necessária para que haja
remoção ótima do sal contido no petróleo;
c) Turbilhonamento adequado, capaz de desestabilizar completamente as gotas
emulsionadas, com tempo suficiente para que tais gotas sofram coalescência.
A desidratação química pode ser aplicada em processo em batelada ou em operação
contínua. Todavia, o processo em batelada é usado quando a produção de petróleo é pequena.
iv) Tratamento Eletrostático.
Em geral, quando as emulsões de petróleo são submetidas a um campo de influência
de uma corrente elétrica de alto potencial, cada gotícula de água é carregada por indução,
retendo a carga enquanto permanece sob a influência do campo eletrostático por encontrar-se
25
CAPÍTULO III – Materiais e Métodos
___________________________________________________________________________
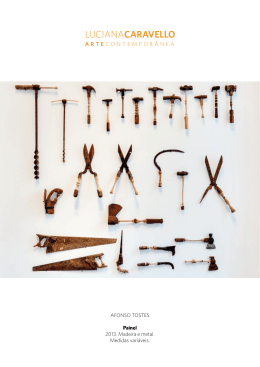
em um meio não-condutor. A Figura 1 ilustra este processo de aplicação do campo
eletrostático para uma amostra de emulsão (ASKE et al., 2002). Cada gotícula se torna
carregada negativamente de um lado e positivamente de outro, resultando na atração entre as
cargas opostas, com o conseqüente alinhamento das gotículas em cadeia entre os dois
eletrodos. Tal alinhamento favorece a ocorrência de descarga elétrica de um eletrodo para
outro através da cadeia, podendo resultar na coalescência das gotas de água envolvidas,
formando gotas maiores que sedimentam sob a ação da gravidade.
Sem Campo Elétrico
Força de campo crescente
Campo elétrico alto entre eletrodos.
Figura 1. Fotomicrografias de emulsões A/O em ausência e presença de campo elétrico (ASKE et al., 2002)
O potencial elétrico empregado depende das características dielétricas da fase do
óleo, da natureza da película adsorvida à gotícula e da distância entre os eletrodos. O
potencial é geralmente expresso em volts por polegada linear. São usuais potenciais de 5000 a
11000 volts por polegada entre os eletrodos, atingindo, todavia, em algumas instalações, até
100 000 volts por polegada.
A desidratação, pelo tratamento eletrostático, é processada em dois estágios distintos.
No primeiro, as gotículas d’água sob a influência do campo eletrostático coalescem, formando
gotas maiores. No segundo estágio, as gotas assentam sob a ação da gravidade. Nos
primórdios da técnica, os dois estágios eram processados em tanques separados; atualmente,
ambos são efetuados em um único equipamento.
Comumente, a emulsão a ser tratada é aquecida e mantida a temperaturas
compreendidas entre 65 e 80ºC, até a separação da água, o que facilita ambos os estágios do
tratamento. De fato, nestas temperaturas, repetindo a observação já feita no "tratamento por
calor e pressão", (i) a tensão interfacial das fases é diminuída, (ii) a viscosidade do óleo é
reduzida e (iii) a diferença entre as densidades do óleo e da água é aumentada. Tais efeitos
favorecem alguns fenômenos, como a coalescência pela redução da estabilidade da emulsão pela ação da condição (i) e (ii) - e a subseqüente sedimentação da água por ação da gravidade
- em decorrência das condições (ii) e (iii).
26
CAPÍTULO III – Materiais e Métodos
___________________________________________________________________________
v) Centrifugação
A centrifugação, como método de desidratação e remoção de sal, tem sido aplicada
comercialmente em pequena escala e, em particular, com emulsões do tipo menos estável. O
processo em si é muito mais freqüentemente empregado na extração de sólidos em suspensão
em produtos refinados ou semi-refinados, do que na dessalgação do petróleo.
vi) Filtração
A filtração também tem sido empregada comercialmente para separação da água das
emulsões de petróleo. Dentre os filhos mais utilizados destacam-se a terra “fuller”, a argila, a
areia, o óxido de alumínio, o silicato de magnésio e a fibra de vidro. Esses materiais, além de
suas propriedades filtrantes, alteram também a tensão interfacial da mistura, facilitando a
quebra de emulsão e, conseqüentemente, a separação da água do óleo.
O meio filtrante, tanto pode ser misturado com a emulsão e depois separado com o
auxílio de filtros-prensa, como também empregado em camadas suportadas em telas especiais
de filtração, através das quais o óleo é obrigado a passar por gravidade ou pressão.
II. 3.1 – Aspectos Operacionais da Dessalgação de Petróleos.
A desidratação/dessalgação de óleo não refinado é um processo aplicado comumente
nos campos de produção de óleo e nas refinarias de todo o mundo. Segundo COLLINS
(2004), as configurações usuais da dessalgação de petróleos consideram:
- Dessalgadora de um estágio com cerca de 90% de eficiência na remoção de sal,
onde correntes de entrada contendo 1-10 PTB são diluídas na saída para concentrações
inferiores a 1 PTB (do inglês pounds per one thousand barrel, libras de sal por mil barris de
óleo).
- Dessalgadora de dois estágios com cerca de 95% de eficiência na remoção de sal,
onde correntes de entrada contendo 10-25 PTB são diluídas na saída para concentrações
inferiores a 2 PTB.
- Dessalgadora / Desidratador de dois estágios com cerca de 95% de eficiência na
remoção de sal, onde correntes de entrada contendo 25-60 PTB são reduzidas na saída para
teores inferiores a 3 PTB.
27
CAPÍTULO III – Materiais e Métodos
___________________________________________________________________________
- Dessalgadora de três estágios com cerca de 99% de eficiência na remoção de sal,
onde correntes de entrada com concentrações superiores a 60 PTB são diluídas na saída para
concentrações inferiores a 1% da concentração inicial.
No Brasil é comumente utilizado o processo de dessalgação com dois estágios,
conforme Figura 2.
água fresca
Óleo isento de sais
Óleo tratado
Óleo
água fresca
1° Estágio
2° Estágio
Corrente aquosa
Salmoura oleosa
Tratamento
de água
Figura 2. Processo de Dessalgação com dois Estágios (adaptada de BRASIL, 1987).
Neste processo de dessalgação o óleo é pré-aquecido em trocadores de calor e
bombeado até unidade de dessalgação. Conforme a Figura 2, no 1º estágio a água de lavagem
(ou diluição) é uma corrente aquosa oriunda do 2º estágio de dessalgação, adicionada ao óleo
com a finalidade de diluir a concentração de sais presentes. Quando a corrente aquosa
ultrapassa os limites dos teores de sais desejáveis, se adiciona ao óleo a água fresca. Para que
a mistura seja efetiva, esta corrente passa por uma válvula de mistura, visando aumentar a
turbulência no escoamento, formando uma emulsão A/O. Esta corrente alimenta o vaso do 1º
estágio de dessalgação, onde um campo elétrico é aplicado e a coalescência das gotas é
intensificada, com o auxílio de processos químicos facilitando no processo de quebra da
emulsão. O produto que fica na parte superior do vaso é o óleo tratado e no inferior, a
salmoura separada.
Em seguida, o óleo tratado é novamente lavado, desta vez só com água de lavagem
fresca que alimenta o 2º estágio de dessalgação. O óleo tratado do 2º estágio, agora com
níveis ainda mais baixos de sais presentes, passa por outra bateria de aquecimento e segue
para fracionamento (BRASIL, 1987).
28
CAPÍTULO III – Materiais e Métodos
___________________________________________________________________________
Atualmente, existem outros processos como alternativa para o tratamento do óleo, tal
como o processo descrito por OLIVEIRA (2000), cujo princípio baseia-se na lavagem com
vapor saturado e com spray de água quente, que pode ser aplicado para dessalgação do
petróleo. Estão disponíveis no mercado equipamentos com diferentes desempenhos, a
exemplo da ilustrada na Figura 3 (COLLINS, 2004), cujos princípios operacionais da
dessalgadora eletrostática são:
- Adição da água de lavagem fresca (tipicamente 5%) no óleo não refinado.
- A mistura da água de lavagem com o óleo cria uma emulsão A/O.
- A alta tensão do campo eletrostático causa uma distribuição uniforme da emulsão.
- A coalescência das gotículas de água por via eletrostática é instantânea.
- A boa coalescência das gotículas de água diminui o tempo de residência.
Figura 3. Esquema da Dessalgadora Q&A/NPRA (COLLINS, 2004).
A Figura 3 ilustra a foto de um vaso dessalgador, mostrando as correntes de entrada e
saída e mostrando também como são posicionados os eletrodos dentro do vaso e como estão
conectados aos transformadores. Os transformadores aplicam uma tensão nos eletrodos,
gerando campo elétrico e promovendo a coalescência. A Tabela 1 fornece dados de condições
de operação, de variáveis de controle, de uma dessalgadora da empresa Q&A/NPRA.
29
CAPÍTULO III – Materiais e Métodos
___________________________________________________________________________
Tabela 1. Condições de operação da dessalgadora Q&A/NPRA (COLLINS, 2004).
Temperatura
200-300 °F (93-149 °C)
Pressão
20 psig (1.4 Kg/cm²)
BSW na entrada
0-1 % Volume
Teor de Sal na entrada
0-150 PTB (427 g/m³)
Taxa da Água de Lavagem 4-10 % Volume do óleo Cru
De modo geral, os aspectos operacionais mais relevantes para a dessalgação e
desidratação de petróleos são:
- Tipo do óleo (viscosidade, substância presente).
- Composição química (desemulsificante).
- Tipo, quantidade e alcalinidade da água.
- Temperatura.
- A quantidade de mistura (formação da emulsão).
- Tempo de residência
- Uniforme da emulsão.
- Força elétrica.
A Figura 4 mostra a sedimentação de sais e sólidos no óleo cru em uma dessalgação de
dois estágios. O óleo entra com 10.5 PTB de sal, sai do primeiro estágio com 1.5 PTB de sal e
sai do segundo estágio com menos que 0.5 PTB de sal. Antes de o óleo ser enviado à
dessalgação, a fotomicrografia ilustra no óleo um grande povoamento de sais e sólidos, após o
segundo estágio do processo de dessalgação, a fotomicrografia ilustra no óleo um limite
aceitável de sais e sólidos.
30
CAPÍTULO III – Materiais e Métodos
___________________________________________________________________________
Figura 4. Fotomicrografias após sedimentação de sais e sólidos ao longo da dessalgação do óleo
cru (COLLINS, 2004).
WARREN e ARMSTRONG (2001) relataram a experiência da Venezuela com a
dessalgação e desidratação de óleos crus pesados. Abordaram a dificuldade de processamento,
devido à alta viscosidade, à presença de sólidos suspensos e de substâncias semi-solúveis e ao
limite da densidade diferencial para a separação via sedimentação. A companhia utiliza
desidratadores e dessalgadores com tecnologia eletrostática AC/DC com dupla polaridade. Os
autores observaram que o atendimento às quantidades permissíveis de sal e BSW no óleo
tratado depende das concentrações dos contaminantes na entrada, devendo-se também atentar
para o método laboratorial de determinação de eficiência. Ocasionalmente, a remoção é
especificada em porcentagem, porém é muito mais fácil alcançar 99% de remoção de sal
quando a entrada contém 500 PTB do que quando contém de 10 PTB. Para determinar a
salinidade nas correntes, foi utilizada a norma ASTM D-3230, baseada em testes de
condutivimetria. Para concentrações abaixo de 1 PTB, os autores utilizaram o método de
extração por solvente, seguido por titulação potenciométrica.
Em seu trabalho sobre desidratação de óleos pesados, WARREN (2002) apresentou
uma nova técnica para controle do campo eletrostático e um sistema de eletrodos especiais
capazes de reduzir efeitos elétricos prejudiciais ao tratamento de óleos pesados com alta
condutividade. O autor relata que a condutividade elétrica de óleos pesados aumenta
fortemente com a temperatura, conforme ilustra a Figura 5. A aplicação de campo elétrico na
desidratação de óleos pesados costuma ser bastante intensa, favorecendo o alinhamento das
gotículas em cadeia, seguindo a descrição da Figura 1 discutida anteriormente. Porém, a
depender da condutividade do óleo, há riscos do alinhamento das gotículas provocar efeitos
31
CAPÍTULO III – Materiais e Métodos
___________________________________________________________________________
localizados, incluindo a anulação do campo por formação de curto-circuito dos eletrodos,
prejudicando a coalescência. Contudo, é importante observar que os valores de condutividade
apresentados no estudo estão relacionados à presença de componentes iônicos da matriz
oleosa, sendo, portanto, muito baixos se comparados com a condutividade de emulsões de
petróleo que contêm gotículas de água com elevada salinidade, assunto principal desta
dissertação.
Figura 5. Condutividade do óleo vs. Temperatura (WARREN, 2002).
SAMS e WALLACE (2003) apresentaram resultados de testes de campo para uma
nova tecnologia de desidratações compactas, baseadas no tratamento eletrostático. O sistema
utiliza transformador de dupla polaridade e controle eletrostático adaptado para campos de
produção e refinarias, sendo voltado principalmente para óleos altamente condutivos e
viscosos. A Figura 6 ilustra as instalações da nova tecnologia eletrostática de dupla polaridade
no campo de produção - cinco vasos desidratadores horizontais de óleo operando em paralelo.
Figura 6. Instalações da Nova Tecnologia (SANS e WALLACE, 2003).
32
CAPÍTULO III – Materiais e Métodos
___________________________________________________________________________
II. 3.2 – Monitoramento do Processo de Dessalgação.
A crescente busca por qualidade, produtividade e eficiência dos processos de
desidratação/dessalgação tem exigido o uso de técnicas e estratégias para o monitoramento e
otimização destes processos. Porém, diante da falta de instrumentos adequados ao
monitoramento do teor de sais em correntes oleosas, praticamente inexistem relatos na
literatura sobre o monitoramento da dessalgação de petróleos. Alguns esforços que buscam
correlacionar variáveis de processo com o desempenho da dessalgadora têm sido relatados na
literatura. A eficiência do processo de desidratação/dessalgação depende de vários parâmetros
correlacionados
entre
si.
Estes
parâmetros
incluem
a
concentração
de
agentes
desemulsificantes, temperatura, água de lavagem, concentração de sal e taxa de mistura com
água de lavagem. Al-OTAIBI et al. (2005) avaliaram o desempenho do processo de
desidratação/dessalgação, calculando a eficiência da remoção de sal e o volume de água de
lavagem utilizado em função dos cinco parâmetros citados acima. O trabalho focalizava a
modelagem e otimização do desempenho do processo de desidratação/dessalgação da
Companhia de Petróleo do Kuait. Foram desenvolvidos modelos empíricos baseados em redes
neurais artificiais para estimativa das eficiências de desidratação e de dessalgação. Os dados
experimentais para teor de sal foram obtidos em laboratório por condutivimetria, segundo a
norma ASTM D-3230 (instrumento Precision Scientific Petroleum TS 74700), ao passo que
as medidas de BSW foram efetuadas por centrifugação. Apesar dos autores terem obtido boas
correlações entre as variáveis de entrada (temperatura, tempo de sedimentação, tempo de
mistura, concentração de desemulsificante e taxa de diluição) e as eficiências de remoção de
sal e BSW, os modelos não foram validados em linha.
Seguindo a mesma linha do trabalho anterior e utilizando a mesma planta de
dessalgação, ABDUL-WAHAB et al. (2006) utilizaram técnicas estatísticas baseadas em
análise de componentes principais para o desenvolvimento de modelos lineares e não lineares,
visando à correlação entre as variáveis de entrada citadas anteriormente e as eficiências de
remoção de sal e BSW. Os modelos não lineares consideravam interação até entre 4 variáveis,
com linearidade nos parâmetros, apresentando melhor desempenho do que os modelos
puramente lineares.
É importante observar que em ambos os trabalhos (Al-OTAIBI et al., 2005; ABDULWAHAB et al., 2006) utilizou-se a técnica de condutivimetria baseada na ASTM D-3230 para
determinar o teor de sal e calcular a eficiência da remoção do processo de dessalgação.
33
CAPÍTULO III – Materiais e Métodos
___________________________________________________________________________
Na literatura, a importância do processo de desidratação/dessalgação na indústria de
petróleo é evidente, havendo elevada preocupação com a eficiência da remoção de sal e com a
capacidade de produção dos vasos desidratadores/dessalgadores, resultando em investimentos
em novas tecnologias (OLIVEIRA, 2000; WARREN e ARMSTRONG, 2001; WARREN,
2002; WARREN, 2003; SAMS e WALLACE, 2003; COLLINS, 2004; Al-OTAIBI et al.,
2005; ABDUL-WAHAB et al, 2006). As mesmas preocupações são observadas na literatura
de patentes (HART, 1990; HART et al., 1997; KRAUS et al., 1998; SUZUMURA et al.,
2000 e MANALASTAS et al., 2001). Em todos estes trabalhos, a eficiência na remoção de
sais tem sido avaliada através de análises feitas em laboratório. Observa-se que os
investimentos em sistemas desidratadores/dessalgadoras na indústria de petróleo têm
contemplado geometria dos vasos, eletrodos especiais, novos desenhos, porém não incluem o
monitoramento em linha da propriedade “teor de sais”.
II. 4 – Técnicas Usadas para Monitorar Salinidade
Os métodos comumente utilizados para monitorar e determinar a salinidade em
petróleo tem sido o método de Mohr (titulação de precipitação com nitrato de prata, segundo
MB 298/1966), método de extração e titulação potenciométrica ASTM D-6470/1999 e o
método baseado na técnica de condutivimetria, segundo a Norma ASTM D-3230
(recentemente implantado na indústria de petróleo) (SANTOS et. al, 2005). Outro método que
está sendo testado é o da determinação da salinidade por Fluorescência de Raio X (
SAAVEDRA et al., 2005).
No caso particular da caracterização do teor de sais, as normas técnicas disponíveis
fornecem resultados com alta incerteza, fruto das dificuldades da avaliação da salinidade em
petróleos. Isto ocorre pelo fato de tais técnicas serem geralmente baseadas em procedimentos
de extração por solvente ou por medida de propriedades elétricas. Têm sido alvo de
discussões atualizadas periodicamente, de modo a atentar para as necessidades existem
diferentes métodos padronizados.
No trabalho de SANTOS et al. (2005), foi apresentado um levantamento histórico
das técnicas usadas para determinar e monitorar salinidade na indústria de petróleo brasileira.
Segundo este trabalho, em 1980 foi registrada pelo CENPES uma patente equivalente ao
método eletrométrico da ASTM D-3230. Em 1999 foi proposta uma adaptação à norma
ASTM D-6470 para substituir o método MB-298/1966, até então utilizado pela Petrobrás.
34
CAPÍTULO III – Materiais e Métodos
___________________________________________________________________________
Porém, o método MB-298/1966 permaneceu sendo utilizado até 2002, quando houve
finalmente a implantação em 2003 da norma ASTM D-6470/1999, baseada em titulação
potenciométrica. Em 2005 houve a implantação da ASTM D-3230/2005 baseada em
condutivimetria.
Conforme observado na discussão precedente, as normas para caracterização de
petróleos têm passado por muitas modificações ao longo dos anos. Normas alternativas têm
sido propostas para minimizar certas deficiências identificadas com a experiência acumulada
por companhias e pela academia. A extração de sais por solvente depende fortemente do grau
de contato ou mistura do solvente com a amostra. Para óleos muito viscosos, o grau de
mistura é prejudicado, e os procedimentos de extração tendem a fornecer resultados ruins.
Assim, o uso de normas padronizadas para determinação de salinidade não serve de garantia
de sucesso para a análise, já que tais normas não são universais para qualquer tipo de petróleo.
O sucesso do uso destes métodos padronizados depende certamente de pequenas adaptações
para cada petróleo, que surgem com a experiência prática de analistas. Estes métodos têm sido
alvos de discussões e atualizações periódicas, de modo a atender convenientemente um bom
número de situações.
II. 4.1 – Determinação da Salinidade por MOHR.
O método possui duas etapas, sendo a primeira uma etapa de extração, onde separa a
fase aquosa do óleo e a segunda etapa o método de Mohr que é a titulação, que determina a
concentração de íons cloretos na fase aquosa. Este é um método argentimétrico, com
formação de um sólido colorido, aplicável à determinação de cloretos e brometos em soluções
aquosas, que é titulada com nitrato de prata em presença de cromato de potássio, que atua
como indicador (GAUBEUR et al. 2004).
O método MB-298/1966 é conhecido como método de Mohr e era utilizado para
determinação do teor de sal em petróleos e derivados. Segundo SANTOS et al. (2005), este
método possui algumas limitações:
- Dificuldade de extração do sal;
- Dificuldade do ponto final da titulação;
- Limite de quantificação de 3,0 mg/l.
35
CAPÍTULO III – Materiais e Métodos
___________________________________________________________________________
II. 4.2 – Determinação da Salinidade por Potenciometria.
A ASTM D-6470/1999 estabelece os procedimentos para determinação de salinidade
de petróleos via titulação potenciométrica. As principais limitações são (SANTOS et al.,
2005):
- Dificuldade de extração em petróleos extra-pesados, resíduos e frações pesadas.
- Limite de quantificação de 4,0 mg/l.
II. 4.3 – Determinação da Salinidade por FRX.
A fluorescência de raio X (FRX) é um dos métodos analíticos mais usados para
identificação qualitativa dos elementos com número atômico maior que o oxigênio (>8); além
disso, é freqüentemente empregada em análise elementar semiquantitativa ou quantitativa.
Uma vantagem particular da FRX é que, em contraste com a maioria das outras técnicas de
análise elementar, é uma técnica não-destrutiva da amostra (SKOOG et al. 2002).
Segundo EKSPERIANDOVA et al. (1998) a Fluorescência de Raio X (FRX) é vista
com muito respeito por todo o mundo para a análise de diferentes tipos de impurezas. A
técnica é rápida e seletiva. Porém, este método é raramente utilizado para a determinação de
micro impurezas em soluções. A técnica foi utilizada para determinar sais com alta pureza
solúveis em água, mas com a combinação de outros métodos de pré-concentração (destilação,
extração, cristalização).
No que diz respeito à sua aplicação na área de petróleo, existem poucos relatos.
SAAVEDRA et al. (2005) mostrou a possibilidade de determinar sal em petróleo utilizando a
técnica de FRX. Porém, foi ressaltado o alto custo da técnica e a dependência de preparo de
amostra.
II. 4.4 – Determinação da Salinidade por Condutivimetria.
Nesta dissertação, busca-se adaptar a técnica de condutivimetria para o
monitoramento da salinidade de petróleos. Assim, especial atenção será dada a
condutivimetria aplicada à avaliação de petróleos nas seções subseqüentes. Na parte
36
CAPÍTULO III – Materiais e Métodos
___________________________________________________________________________
experimental, será feita uma descrição sobre a norma ASTM D-3230, que foi utilizada nesta
dissertação como referência para uma série de estudos.
II. 4.4.1 – Técnica de Condutivimetria.
Condutividade elétrica é definida pela habilidade de um material conduzir corrente
elétrica. Corrente elétrica é o movimento de elétrons carregados negativamente ou o
movimento dos elétrons em direção ao fluxo de carga elétrica positiva (LOWRIE, 1997). Os
materiais diferem na mobilidade dos elétrons e esta diferença é quantificada pela medida da
resistividade elétrica (ou o inverso da condutividade elétrica). Nos metais, os portadores de
carga são os elétrons livres, que podem se mover através do meio. Em soluções aquosas, os
portadores de cargas são os íons que resultaram da dissociação de compostos inorgânicos.
Estes compostos ou substâncias (chamados eletrólitos) são componentes chaves para conduzir
eletricidade em soluções eletrolíticas ou aquosas (SKOOG et al., 2002).
Verifica-se que a condução elétrica ocorre pela migração de elétrons (como no caso
dos metais) ou íons (como no caso dos líquidos). Geralmente predomina a condução por um
ou outro carregador, mas em alguns materiais inorgânicos observa-se a condução elétrica e
iônica simultaneamente (SANTOS, 2003).
Condutividade elétrica também pode ser definida como o inverso da resistência em
ohms medida entre as faces opostas de um cubo de 1cm de uma solução aquosa em uma
temperatura especificada. (ASTM D 1125-95).
II. 4.4.1 – Fundamentos da Condutivimetria.
O primeiro a sugerir que os mecanismos de condução em metais e em líquidos eram
completamente distintos foi Arrhenius. Entre 1880 e 1890, a partir de estudos feitos sobre
condutância elétrica de soluções ácidas, Arrhenius sugeriu que o mecanismo de condução
elétrica em determinadas substâncias ocorria devido à migração de íons, e não de elétrons,
como nos condutores metálicos. Esta hipótese abriu as portas para uma série de
desenvolvimentos sobre a condutividade elétrica e deu o prêmio Nobel de Química a
Arrhenius em 1903 (SANTOS, 2003).
As soluções eletrolíticas obedecem à lei de Ohm da mesma maneira que os
condutores metálicos. Deste modo, a corrente (I) de passagem do corpo de uma solução é
proporcional à diferença de potencial aplicada (V). A resistência (R) do corpo da solução é
37
CAPÍTULO III – Materiais e Métodos
___________________________________________________________________________
definida por R=V/I. A resistência é expressa em ohm’s (Ω), a diferença de potencial em volts
e a corrente em amperes. A condutância, definida como o inverso da resistência de um corpo
homogêneo de seção transversal uniforme é proporcional a área (A) da seção transversal e
inversamente proporcional ao comprimento (L), onde (k) é a condutância específica com as
unidades Ω-1 m-1( por acordo internacional, o inverso de ohm (Ω-1) é chamado de um
siemens, 1 S = 1 Ω-1 ).
1/R = kA/L
Equação (1)
Pode definir a condutância específica como a condutância de um cubo de um
material qualquer, com 1m de lado. Como é difícil construir uma célula com parâmetros
geométricos definidos A e L, qualquer célula deve ser calibrada com uma solução de
condutância específica exatamente conhecida. Da Equação (1) pode-se determinar a constante
(K) da célula:
K = L/A = kR
Equação (2)
A constante (K) da célula tem unidade m-1, é determinada medindo-se a resistência
de uma célula abastecida de uma solução de condutância específica conhecida, que é
invariavelmente KCL (cloreto de potássio). Uma vez que a constante K de uma célula for
determinada, a condutância específica de qualquer solução pode ser calculada a resistência
usando a Equação (2). A condutância específica (k) aumenta com os aumentos de
concentração.
As medidas de condutividade são dependentes da temperatura. A variação necessária
para que a temperatura afete a condutividade varia de solução para solução e pode ser
calculada. Vários fatores interferem diretamente na medida de condutividade de uma solução,
dentre elas a temperatura, que varia cerca de 2% por grau centígrado (apud. VELOSO, 2004).
Por isso, todo condutivímetro é equipado com um sensor de temperatura para correções das
medidas em relação à condutividade de uma solução de referência (SANTOS, 2003). Outros
fatores que afetam a condutividade são, por exemplo, a viscosidade da solução, a constante
dielétrica do solvente, a mobilidade dos íons, a existência de pontes de hidrogênio (VELOSO,
2004), além da composição do meio.
38
CAPÍTULO III – Materiais e Métodos
___________________________________________________________________________
II. 4.4.2 – Aplicações da Condutivimetria.
O equipamento que mede condutividade (Figura 7) é denominado condutivímetro e
em geral possui um sensor de temperatura e uma célula que consiste em dois eletrodos (placas
metálicas) ou dois cilindros concêntricos, através das quais se aplica uma diferença de
potencial.
O princípio pelos quais instrumentos medem condutividade é ilustrado na Figura 7.
Duas células são colocadas (placas metálicas) na amostra (solução eletrolítica), sendo
aplicada uma diferença de potencial e medida a corrente.
Figura 7. Esquema do Condutivímetro.
O condutivímetro é muito aplicado para medir a condutividade de soluções aquosas,
seja em laboratório ou em atividade de campo. É muito utilizado também para determinar a
concentração de substâncias iônicas, bastando para isso uma curva de calibração que associe a
condutividade de soluções conhecidas com a concentração das mesmas.
FORTLAND et al. (1993) usaram medidas de condutividade para detectar e
quantificar a precipitação de asfaltenos em óleos brutos. Foi utilizado para medir a
condutividade e a capacitância, um medidor de Impedância HP, com freqüência de 1500 Hz.
Neste estudo, o intervalo estudado foi de 0,3 a 9 % em massa do teor de asfaltenos. A célula
para medir condutividade foi especialmente desenvolvida para o trabalho.
PAL (1994) também utilizou medidas de condutividade para monitorar a composição
de emulsões O/W (O/A, óleo em água) escoando através de um duto. Neste caso, ele utilizou
39
CAPÍTULO III – Materiais e Métodos
___________________________________________________________________________
um sensor como o ilustrado na Figura 8 e estudou uma emulsão instável (sem adição de
emulsificante). Um dos resultados obtidos que ilustram a aplicação da técnica de
condutivimetria é apresentado na Figura 9. Pode-se verificar que medidas de condutividade
elétrica podem ser usadas também para predizer o ponto de inversão da emulsão.
Figura 8. Exemplo de célula de condutividade em linha (adaptado de PAL, 1994).
Figura 9. Condutância em função da fração de volume para emulsões O/W instáveis (sem
emulsificantes) – (PAL, 1994).
Este método é geralmente aplicável apenas a emulsões do tipo O/W (óleo em água).
No entanto, PAL (1994) também apresenta alguns métodos baseados em medidas de
condutividade elétrica, para aplicações em emulsões com baixos teores de água, a exemplo do
sensor em linha desenvolvido por Kapff (apud. PAL, 1994), para monitorar baixos teores de
água em emulsões W/O (água em óleo).
Na Figura 10 é apresentado um esquema do sensor. A condutividade elétrica do
material é monitorada, enquanto o fluido escoa através dele. Se houver água no sistema, ela é
retida no “Cheesecloth” (dois compartimentos separados por um material poroso e fino),
40
CAPÍTULO III – Materiais e Métodos
___________________________________________________________________________
tornando-o mais condutivo. Este método determina a presença ou não de água, mas não é
capaz de quantificar o seu teor.
Figura 10. Esquema da célula de Kapff, para detecção de água (PAL, 1994).
LI e VIPULANANDAN (1998) usaram medidas de condutividade elétrica para
caracterizar sistemas de microemulsões água-em-óleo e a relação da microestrutura e a
composição dos sistemas. Uma mistura de pesos conhecidos de surfactantes, co-surfactantes e
óleo eram colocados em um béquer com temperatura permanente. A condutividade inicial era
registrada, e então água era continuamente adicionada. A condutividade foi medida com o
medidor de condutividade Thermo Orion, e era medido para uma precisão de +0,5%.
A Figura 11 ilustra três tipos de sistemas (S-20, S-16, S-22). Observa-se nitidamente
que o aumento do teor de água provoca aumento de condutividade até certo ponto. Se for
adicionada muita água, o sistema fica instável e ocorre a separação das fases. Como
conseqüência, a condutividade diminui. O aumento da condutividade é devido ao fenômeno
conhecido com percolação de cargas, devido ao agrupamento das gotas.
41
CAPÍTULO III – Materiais e Métodos
___________________________________________________________________________
Figura 11.Condutividade vs. Teor de água (LI et al., 1998).
DUKHIN e GOETZ (2005) usaram medidas de condutividade e eletroacústica para
estudar a transição emulsão/miniemulsão para o sistema água/querosene. Foi observada
variação na condutividade do sistema durante o processo de transição, devido à difusão de
íons da camada externa para interna das gotas. Em um outro trabalho, os mesmos autores
avaliaram a condutividade de emulsificantes não iônicos dissolvidos em líquidos não polares,
como o querosene (DUKHIN e GOETZ, 2006). Um dos estudos realizados foi a avaliação da
influência da adição de partículas de alumina em misturas de querosene/SPAN, como
ilustrado na Figura 12. Neste caso as medidas de condutividade foram feitas usando-se um
condutivímetro da Scientífica® - Modelo 627.
Figura 12. Medida da condutividade de querosene e mistura querosene/alumina, em função do
teor de SPAN80 (DUKHIN e GOETZ, 2006).
42
CAPÍTULO III – Materiais e Métodos
___________________________________________________________________________
Para PIPELINE (2006) a condutividade de um combustível é a medida da habilidade
de um combustível dissipar carga elétrica estática. Logo, a condutividade é importante porque
em um combustível de condutividade baixa, as cargas elétricas podem acumular e em última
instância acontecer à dissipação na forma de uma faísca. PIPELINE (2006) mostrou
resultados de medidas de condutividade do biodiesel. Concluiu-se que o biodiesel possui uma
condutividade alta, podendo ser utilizado em misturas com combustíveis de condutividade
baixa. O trabalho não mostra como é feita a medição da condutividade e não fala se é feito um
monitoramento em tempo real.
Partindo de uma visão geral de processos industriais, observa-se na literatura que o
uso da técnica de condutivimetria é bastante difundido, tanto em aplicações laboratoriais
como em linha (tempo real). Para o acompanhamento em tempo real, PAL (1994) apresentou
vários usos da técnica, para a determinação do teor de água em emulsões de água em óleo.
Mas na indústria de petróleo, a sua aplicação é comumente encontrada em laboratório para
análise em emulsões de óleo em água. Isso se deve às dificuldades para as análises em linha
de óleos com baixa condutividade, sendo necessária a solubilização destes óleos com
solventes e reagentes.
A condutivimetria constitui uma técnica bastante adequada para medidas em linha e
este trabalho mostra a possibilidade do uso da técnica para o monitoramento em tempo real e
“in-situ”do teor de sal, em diferentes correntes do processo dessalgação.
Recentemente a PRECISION “scientific petroleum instruments” desenvolveu o PSPI
Salt-in-Crude Monitor (equipamento que determina o teor de sal em óleo cru em linha,
utilizando a técnica de condutivimetria), que segue a ASTM D-3230. Na verdade, a ASTM D3230 foi automatizada através do equipamento PSPI Salt-in-Crude Monitor. A amostra sai
direto da tubulação para o sistema, onde é feita a dissolução e homogeneização com uma
mistura de solvente alcoólico. A medida é fornecida no visor após 6 minutos. A Figura 13
ilustra o circuito de amostragem, solubilização, medição e recuperação da amostra, para fins
de determinação automática e monitoramento da salinidade. O sistema de medição depende
de calibrações e do rígido controle do BSW da amostra, já que a presença de água interfere na
condutividade.
É importante chamar a atenção para o fato do dispositivo de medição não poder ser
utilizado in-situ na tubulação. Para tanto, seria necessária a construção de células de
condutividade especiais e altamente sensíveis a mínimas variações de condutância do meio
43
CAPÍTULO III – Materiais e Métodos
___________________________________________________________________________
extremamente isolante oferecido pelos fluidos de petróleo. Neste caso, conclui-se que a
ASTM é omissa a propriedade BSW. Logo, este equipamento fornece medidas com alta
incerteza, quando sujeito a variação de BSW no sistema.
No capítulo IV, na seção IV. 2.4, é proposto um modelo (“Mod 3”) que prevê a
variação do BSW de até 20%.
Abaixo, o índice da Figura 13 para melhor compreensão.
1.
Tubulação (corrente da amostra);
2.
Torneira de colete da amostra;
3.
Condicionando a amostra;
4.
Sistemas opcionais;
5.
Analisador em linha;
6.
Quadro de controle;
7.
Visualização dos sinais;
8.
Recuperação da amostra;
9.
Torneira de retorno.
2.
1.
3.
9.
4.
8.
5.
6.
7.
Figura 13. Sistema de Monitoramento do Teor de Sal em Linha, Proposto pela PRECISION.
44
CAPÍTULO III – Materiais e Métodos
___________________________________________________________________________
III - Materiais e Métodos
III. 1 – Introdução
III. 2 – Origem dos Óleos
III. 3 – Métodos de Caracterização
45
CAPÍTULO III – Materiais e Métodos
___________________________________________________________________________
III. 1 – Introdução
O objetivo deste capítulo é apresentar os materiais e métodos utilizados no
desenvolvimento dos experimentos, visando ao estudo e à avaliação da técnica de
condutivimetria para determinação do teor de sais em óleos. Inicialmente são apresentados os
tipos de óleos utilizados no estudo. Em seguida, é feito um relato dos métodos de
caracterização.
III. 2 – Origem dos Óleos.
Neste trabalho foram escolhidos três óleos nacionais para o estudo e avaliação da
técnica de condutivimetria na determinação do teor de sais. Estes óleos foram escolhidos de
forma que representassem na atualidade os óleos que são enviados aos processos de
dessalgação da indústria brasileira de petróleo. Os óleos estão listados na Tabela 2 e foram
ordenados em função da densidade API das amostras de referência. Tipicamente, petróleos
com densidade API inferior a 20 são considerados pesados.
Tabela 2. Petróleos utilizados no estudo e avaliação da técnica de condutivimetria na
determinação do teor de sais. (amostras de referência)
Nome referência do petróleo
ºAPI ¹
Amostra
Fazenda Alegre Dessalgado
13,2
A
Fazenda Belém Dessalgado
13,5
B
Cabiúnas
25,5
C
¹ °API é a medida da densidade específica do óleo defina pelo American Petroleum Institute.
Foram escolhidas três propriedades para caracterizar os petróleos e emulsões em
estudo. Estas propriedades encontram-se correlacionadas e são de suma importância, quando
se pretende determinar a condutividade e o teor de sais em petróleos e emulsões. Estas estão
listadas a seguir:
•
Condutância (µS);
•
Salinidade (g/m³);
•
BSW (%);
46
CAPÍTULO III – Materiais e Métodos
___________________________________________________________________________
III. 3 – Métodos de Caracterização.
Nesta seção serão apresentados os métodos de caracterização que foram utilizados no
desenvolvimento deste trabalho.
III. 3.1 – Determinação dos teores de água pelo método de
titulação potenciométrica de Karl Fischer.
Os óleos em estudo tiveram seus teores de água medidos pelo método de titulação
empregando reagente de Karl Fischer, através de um Titulador Potenciométrico Metrohm
(Modelo Titrando 836), ilustrado na Figura 14. O método empregado foi baseado na norma
ASTM D 1744 (Standard Test Method for Determination of Water in Liquid Petroleum
Products by Karl Fischer Reagent).
Figura 14. Titulador Potenciométrico Metrohm - Modelo Titrando 836.
A titulação potenciométrica é um método volumétrico no qual o potencial entre os
eletrodos é medido em função do volume de reagente adicionado. A medida é obtida pela
diferença de potencial entre um eletrodo de referência (de potencial conhecido) e um eletrodo
indicador cujo potencial depende da concentração de uma espécie iônica em solução. Na
titulação potenciométrica não são necessários valores absolutos de potenciais, mas os valores
dos potenciais em função da variação de uma espécie química em solução, sendo as medidas
47
CAPÍTULO III – Materiais e Métodos
___________________________________________________________________________
feitas ao longo da titulação. No ponto de equivalência, o titulado é totalmente consumido e a
diferença de potencial medido a partir desse ponto corresponderá ao acúmulo do titulante na
solução, resultando em súbita mudança no potencial, indicando o término da reação.
A preferência pela técnica se deve a suas características, dentre as quais a exatidão de
resultados e a facilidade de operação. A reação de Karl Fischer baseia-se na oxidação do
dióxido de enxofre por iodo, na presença de água. O reagente de Karl Fischer é constituído
por uma mistura de iodo e dióxido de enxofre. Com este reagente podem ser determinadas
pequenas quantidades de água. A reação é apresentada a seguir:
ROH + SO2 + R’N
[R’NH]SO3R + H2O + I2 + 2R’N
2[R’NH]I + [R’NH]SO4R
O álcool reage com o dióxido de enxofre para formar um sal, que é então oxidado
pelo iodo. Esta oxidação consome água. Quando toda água da amostra for consumida, a
reação cessa. O volume de reagente de Karl Fischer gasto na titulação da amostra é então
utilizado nos cálculos do teor de BSW. (EMD Chemicals, 2007)
III. 3.1.1 – Materiais e Reagentes.
a - Micro seringa de 25 μL e seringas de maior capacidade.
b -Barra de agitação.
c - Proveta de 100 mL.
d - Proveta de 1000 mL.
e - Metanol, grau P.A. com procedência VETEC e pureza de 99,8%.
f - Clorofórmio, grau P.A. com procedência QUIMEX e pureza de 99,0%.
g - Água destilada ou deionizada.
h - Solvente de titulação. Misturar 1 volume de metanol com 3 volumes de
clorofórmio.
i - Reagente de Karl Fischer isento de piridina com procedência F. MAIA.
III. 3.1.2 – Preparo das Amostras.
48
CAPÍTULO III – Materiais e Métodos
___________________________________________________________________________
Antes da realização das análises, os recipientes que continham as amostras eram
vigorosamente agitados por cerca de 15min, de maneira a garantir a homogeneidade das
mesmas. Para óleos com °API mais baixos aquecia-se as amostras em banho térmico até
50oC. Para cada medida, eram retiradas três alíquotas (0,1 a 0,2g), na parte superior, no meio
e na parte inferior do recipiente.
As alíquotas eram inseridas no titulador com o auxílio de seringas plásticas e agulhas
descartáveis. O ponto final da titulação é indicado automaticamente pelos eletrodos de platina,
na presença de iodeto livre. No início da análise, a massa da amostra é informada e o teor de
água na amostra é calculado. Pelo menos três réplicas foram feitas para cada petróleo.
III. 3.1.3 – Cálculos.
O cálculo da concentração de água detectada pela solução de Karl Fischer é descrito
a seguir:
F = C00 * 1000 / EP1
Equação 03
F = Fator da solução de Karl Fischer, g/l.
C00 = Massa da amostra, g
EP1 = Volume de solução de Karl Fischer encontrado no ponto final de titulação.
1000 = Fator para conversão para g/l.
O cálculo da concentração do teor de água (umidade, %) da amostra em volume é
descrito a seguir:
Umidade % = EP1 * 0,1 * F / C00
Equação 04
F = Fator da solução de Karl Fischer determinada anteriormente.
C00 = Massa da amostra, g
EP1 = Volume de solução de Karl Fischer encontrado no ponto final de titulação
49
CAPÍTULO III – Materiais e Métodos
___________________________________________________________________________
0,1 = fator da conversão para a porcentagem.
III. 3.2 – Determinação da Condutância e Salinidade Pela
ASTM D-3230.
Os métodos comumente utilizados para a determinação da salinidade em petróleo
tem sido o método de Mohr (extração seguido da titulação com nitrato de prata, segundo a
norma MB 298), método de extração e titulação potenciométrica ASTM D-6470/1999 e o
método baseado na técnica de condutivimetria, segundo a Norma ASTM D-3230
(recentemente implantado na indústria de petróleo) (SANTOS et. al, 2005).
Os óleos em estudo foram caracterizados, no que se refere à condutância e a teor de
sais, baseados na ASTM D-3230 (método de teste padrão para determinar sais em óleo cru).
Este método de teste mede a condutividade de uma solução de óleo cru diluída em reagentes
(solvente alcoólico misto e xileno) quando sujeito a uma tensão elétrica externa. A faixa de
concentração coberta pelo método é de 0 a 500 mg/Kg. A condutividade é medida numa
amostra diluída em xileno e misturada com uma solução de álcoois (63% de 1-butanol, 37%
de metanol , em volume, e 3 ml de água). Antes de ser dissolvida na mistura de álcoois, devese homogeneizar e aquecer a amostra, em caso de alta viscosidade. O teor de sal é obtido por
comparação com uma curva de referência (calibração), construída a partir de medidas em
soluções preparadas com uma mistura de cloretos (Ca, Mg e Na). O instrumento utilizado
para as medidas foi um salímetro LabComp modelo SCTO 2100, dotado de célula de
condutividade, sensor de temperatura e entrada para sensor de pH (Figura 15). O equipamento
mede a condutividade devido à presença de cloretos comuns como sódio, cálcio e magnésio.
O teor de sais é obtido a partir da curva de calibração, que pode ser armazenada no
equipamento. Este determina a concentração de cloreto de óleos crus, um conhecimento
importante para decidir se o óleo cru necessita ou não de dessalgação.
50
CAPÍTULO III – Materiais e Métodos
___________________________________________________________________________
Figura 15. Salímetro LabComp modelo SCTO 2100 e béquer de teste.
Este equipamento tem a capacidade de armazenar a curva de calibração, conforme
ASTM D-3230, necessária para efetuar as medidas.
III. 3.2.1 – Montagem da Curva de Calibração.
Para a montagem da curva de calibração é necessário o preparo de 16 soluções de
100 ml, um branco e outras quinze com diferentes concentrações de sais. Cada solução de 100
ml é preparada individualmente, conforme Figura 16, contendo xilol, óleo neutro, solvente
alcoólico misto e solução mista de sais (exceto a amostra branco, que é isento de sais).
40 mL XILOL
+
10 mL Óleo Neutro
Refinado
+
Solvente
Alcoólico
+
Solução Mista
de Sais
Figura 16. Preparo das Soluções para Montagem da Curva de Calibração
A Tabela 3 apresenta os valores de condutância típicos, para cada solução preparada
com concentrações de sais conhecidas. A temperatura é monitorada e admite-se uma variação
de até 3° centígrados, conforme recomendação da ASTM D-3230.
Tabela 3. Perfil de Condutância com a Concentração de Sais.
Amostra (g/m³)
(uS)
(°C)
Branco
0
0,381 23,3
Ponto 1
3
0,561 23,2
Ponto 2
9
0,898 23,1
51
CAPÍTULO III – Materiais e Métodos
___________________________________________________________________________
Ponto 3
Ponto 4
Ponto 5
Ponto 6
Ponto 7
Ponto 8
Ponto 9
Ponto 10
Ponto 11
Ponto 12
Ponto 13
Ponto 14
Ponto 15
15
30
45
60
75
90
115
145
190
215
245
290
430
1,181
1,956
2,562
3,185
3,899
4,457
5,247
5,997
7,452
8,244
8,902
10,072
13,877
23,3
23,6
23,6
23,1
23,3
23,7
23,8
23,9
23,8
23,9
23,8
24,2
23,9
A Figura 17 ilustra uma das curvas de calibração utilizadas. Observa-se ligeiro
desvio do comportamento linear, possivelmente explicado por fenômenos de interação entre
espécies com o aumento da concentração (SKOOG, 2002). A norma ASTM D-3230 prevê
uma correlação linear entre a concentração de sal e a condutância e por isso que nesta seção
não é apresentada uma correlação polinomial do 2º grau. A Figura 20, na seção IV. 2.1, ilustra
um ajuste mais adequado.
Condutância (uS)
Curva de Calibração Média
18
16
14
12
10
8
6
4
2
0
y = 0,0316x + 1,0628
R 2 = 0,9866
0
100
200
300
400
500
Concentração de Sal (g/m³)
Figura 17. Perfil de Condutância com a Concentração de Sais.
III. 3.2.1.1 – Materiais e Reagentes.
a- Béquer de Teste
b - Pipeta de 10 mL (esgotamento total)
c - Provetas 100 mL com tampa de vidro
d - Balão volumétrico de 100 mL
Reagentes:
e - 1-Butanol com procedência VETEC e pureza 99,4%.
52
CAPÍTULO III – Materiais e Métodos
___________________________________________________________________________
f - Metanol Absoluto com procedência VETEC e pureza 99,8%.
g - Água Reagente como descrita na norma ASTM D 1193.
h - Nafta de precipitação ASTM D 91
i - Cloreto de cálcio anidro (CaCl2) com procedência VETEC e pureza 96,0%.
j - Cloreto de magnésio anidro (MgCl2) com procedência VETEC e pureza 98,4%.
k - Cloreto de sódio (NaCl) com procedência NULEAR e pureza 99,0%.
l - Óleo refinado neutro.
m - Xileno grau reagente com procedência VETEC e pureza 98,0%.
III. 3.2.2 – Metodologia e Procedimentos dos Experimentos no Labcomp
2100.
A norma ASTM D-3230 prevê a sua aplicação para amostras de óleo bruto, sem
referência à presença de água. Neste trabalho, as medidas de salinidade foram estendidas a
emulsões de petróleo e a metodologia utilizada foi uma adaptação da norma ASTM D-3230.
Para cada análise, foram preparadas amostras em provetas de 100ml, seguindo o
procedimento descrito abaixo:
- Dentro de uma proveta de 100ml adiciona-se 15ml de xilol. Em seguida, pesa-se na
própria proveta uma massa de óleo correspondente ao volume de óleo que se deseja. Pesa-se a
massa de solução salina, de maneira que o volume total da emulsão de óleo+solução salina
seja equivalente a 10ml. Completa-se a proveta até o volume de 50ml com xilol. Fecha-se a
proveta e agita-se vigorosamente por 60 segundos. Adiciona-se solvente alcoólico misto até
100ml. Agita-se novamente por 30 segundos. Deixa descansar por 5 min. e verte-se a solução
num béquer de teste (Figura 15). Em seguida, mede-se a salinidade e a condutância com o
Salímetro (Figura 15).
III. 3.2.2.1 – Metodologia para o Preparo das Emulsões.
Amostras de óleo bruto são coletadas de um vaso com aproximadamente 10 litros.
Para garantir a homogeneidade da amostra, agita-se vigorosamente o vaso com o óleo. Em
seguida, coletam-se três amostras de 800ml, em um recipiente de 1 L. Estes recipientes são
aquecidos, em banho maria, até a temperatura de 50 °C. Antes da retirada das alíquotas, os
recipientes são novamente agitados.
53
CAPÍTULO III – Materiais e Métodos
___________________________________________________________________________
Para cada amostra, pesa-se uma massa de óleo equivalente ao volume desejado.
Adiciona-se a massa de solução salina, na concentração previamente calculada e agita-se no
Ultra-Turrax, modelo T-18 da marca IKA com velocidade de 14000 rpm (rotação por minuto)
por um tempo de 5 minutos, até a homogeneização da emulsão. A caracterização da mesma é
feita em termos de BSW (por KF) e salinidade. Os detalhes do procedimento experimental,
bem como as características finais das amostras, estão descritos no Apêndice I ao final do
trabalho.
III. 3.2.3 – Metodologia e Procedimentos dos Experimentos no Circuito
de Medição em Tempo Real.
Para os experimentos do circuito de medição em tempo real foi criada uma
metodologia própria, mas inspirada nos princípios da ASTM D-3230. No “Experimento_01”
foi utilizado como matriz um óleo neutro refinado e no “Experimento_03” foi utilizado o óleo
“C”, ambos já conhecidos dos experimentos no Labcomp 2100 .
Nos experimentos no Labcomp 2100 o volume das amostras que eram preparadas era
de 100 ml. Nos experimentos em tempo real foi necessário o desenvolvimento de um “circuito
de medição ” (Figura 18), onde usavam-se amostras com no mínimo 900 ml e com o mesmo
procedimento de homogeneização das amostras, em provetas de 200 ml com agitação manual.
Em seguida vertiam-se as amostras no béquer de teste 900ml do circuito de medição, onde a
homogeneização era constante, a amostra ficava re-circulando no sistema até o fim do
experimento, e o tempo de homogeneização no circuito variava a cada experimento.
54
CAPÍTULO III – Materiais e Métodos
___________________________________________________________________________
Figura 18. Circuito de Medição em Tempo Real.
III. 3.2.3.1 – Materiais e Reagentes.
a- Béquer de Teste 900 ml
b – Recipiente plástico de 200 ml (onde ficam as placas sensoras)
c - Provetas de 200 ml
d - Balão volumétrico de 100 ml
Reagentes:
e - 1-butanol com procedência VETEC e pureza 99,4%.
f - Metanol Absoluto com procedência VETEC e pureza 99,8%.
g - Água Reagente como descrita na norma ASTM D 1193
h - Nafta de precipitação ASTM D 91
i - Cloreto de cálcio anidro (CaCl2) com procedência VETEC e pureza 96,0%.
j - Cloreto de magnésio anidro (MgCl2) com procedência VETEC e pureza 98,4%.
k - Cloreto de sódio (NaCl) com procedência NUCLEAR e pureza 99,0%.
l - Óleo refinado neutro.
m – Óleo “C”.
n - Xileno grau reagente com procedência VETEC e pureza 98,0%.
55
CAPÍTULO III – Materiais e Métodos
___________________________________________________________________________
III. 3.2.3.2 – Montagem da Curva de Calibração do Circuito de Medição.
A curva de calibração em tempo real foi obtida com o resultado do
“Experimento_01”, que tinha como objetivo verificar o comportamento da condutância da
amostra com a variação da concentração de sais ao longo do tempo. A necessidade de
desenvolver uma curva de calibração para o circuito de medição em tempo real é clara, não
sendo possível o uso da curva de calibração da norma ASTM D-3230, pois, nos experimentos
do circuito de medição, enquanto eram efetuadas as medidas de condutância o volume da
amostra seguia aumentando no tempo (esta dinâmica é apresentada no Apêndice II). A
amostra de óleo neutro mais solvente era preparada de acordo com a norma ASTM D-3230,
numa proporção nove vezes maior (de 100ml para 900ml), de modo a permitir uma boa
circulação de fluidos pela célula de condutividade. A amostra de 900ml que era adicionada no
circuito de medição de condutividade era preparada em provetas de 200ml e vertidas em um
béquer de teste, contendo inicialmente:
90mL Óleo neutro + 360mL Xilol + 450mL Solvente Alcoólico Misto
A amostra circulava por 15 minutos e em seguida eram adicionadas concentrações
conhecidas de sais, utilizando a solução mista de sais diluída preparada de acordo com a
norma ASTM D-3230. A cada adição, esperavam-se 20 minutos para observação do
comportamento da condutância. Eram realizadas 4 adições de 90 ml de solução salina,
resultando em um volume de 360 ml de sais, somado aos 900 ml iniciais. Isto resultava em
um volume total de 1260 ml. As adições foram feitas sem interrupção do processo, de modo a
reproduzir perturbações na concentração das espécies iônicas e inferir a resposta do sensor de
condutividade. Um outro aspecto relevante e que justifica este tipo de experimento ocorre
pelo fato de perturbações semelhantes na medida do sensor poderem ocorrer em ambientes
industriais.
O início do experimento consistia no teste em branco (sem adição de sais) utilizando
apenas a amostra descrita anteriormente, dando início ao desenvolvimento da curva de
calibração do circuito de medição. Os valores médios dos dados de condutância no tempo
(Experimento_01) para cada uma das 4 condições de concentração de sais foram utilizados
para regressões com os respectivos teores de sal, resultando na curva de calibração do circuito
de medição em tempo real, conforme Figura 19.
56
CAPÍTULO III – Materiais e Métodos
___________________________________________________________________________
Curva de Calibração do Circuito de Medição em Tempo Real
18
16
"Mod a"
Condutância (uS)
14
y = 0,0554x
2
R = 0,9987
12
10
"Mod b"
8
y = 0,0568x - 0,2866
2
R = 0,9994
6
4
2
0
0
50
100
150
200
250
300
Concentração de Sais (g/m³)
Figura 19. Curva de Calibração do Circuito de Medição em Tempo Real.
Os dados obtidos neste experimento permitiram a elaboração de dois modelos,
denominados “Mod a” (apenas com um parâmetro) e “Mod b” (com dois parâmetros). Ambos
os modelos fornecem uma excelente descrição da concentração de sais via condutivimetria.
Este resultado é bastante relevante, pois abre a possibilidade de utilização de um sistema com
circulação de amostra para avaliação da salinidade por condutivimetria, tendo como
referência um esquema de diluição com solventes, bastante próximo dos procedimentos
estabelecidos pela norma ASTM D-3230. Estes modelos foram testados posteriormente em
mais dois experimentos que serão descritos no próximo capítulo.
57
IV - Análise dos Resultados
IV. 1 – Introdução
IV. 2 – Objetivos dos experimentos no Labcomp 2100
IV. 3 – Objetivos dos experimentos no Circuito de
Medição em Tempo Real
CAPÍTULO IV – Análise dos Resultados
___________________________________________________________________________
IV. 1 – Introdução
O objetivo deste capítulo é apresentar a descrição e análise dos experimentos
realizados. São descritos os objetivos dos experimentos no Labcomp 2100, os resultados
obtidos com os estudos realizados para a avaliação da influência do BSW na medida de
condutância e a construção do modelo matemático correlacionando condutância com o teor de
sal e BSW dos sistemas estudados. É apresentada também a descrição dos objetivos dos
experimentos no circuito de medição em tempo real e a análise dos resultados obtidos.
IV. 2 – Objetivos dos experimentos no Labcomp 2100.
Os experimentos no Labcomp 2100 têm como objetivo avaliar a aplicabilidade da
técnica de condutivimetria para determinar a concentração de sais em salmouras e correntes
oleosas da indústria de petróleo. Todos os experimentos foram feitos usando-se um
condutivímetro comercial (LabComp 2100), conforme descrito na seção III. 3.2, seguindo a
norma ASTM D-3230 ou sua adaptação. A faixa de concentração de sal estudada foi de 0 a
500 g/m³ e o teor de BSW até 20%.
IV. 2.1 – Domínio da ASTM
Para a realização dos testes com o condutivímetro comercial (LabComp 2100), foi
feito um estudo do melhor ajuste para a curva de calibração, segundo a norma ASTM D-3230
(método de teste padrão para sais óleo cru). O procedimento experimental para a calibração
foi descrito anteriormente na seção III. 3.2.1 e os resultados obtidos são apresentados na
Figura 20.
59
CAPÍTULO IV – Análise dos Resultados
___________________________________________________________________________
Curva de Calibração 01
Curva de Calibração 02
18
y = 0,0312x + 1,0408
R2 = 0,9847
14
Condutância (uS)
Condutância (uS)
16
12
10
8
y = -2E-05x 2 + 0,0396x + 0,6707
R2 = 0,9938
6
4
18
16
14
12
10
8
6
0
100
200
300
400
y = -2E-05x2 + 0,0374x + 0,7013
R2 = 0,9978
4
2
0
2
0
y = 0,03x + 1,0253
R2 = 0,9902
0
500
100
200
300
400
500
Concentração de Sal (g/m ³)
Concentração de Sal (g/m ³)
C ondutância (uS)
Curva de Calibração 03
18
16
14
12
10
8
6
4
2
0
y = 0,0336x + 1,1223
R2 = 0,9826
y = -3E-05x2 + 0,045x + 0,6204
R2 = 0,997
0
100
200
300
400
500
Concentração de Sal (g/m³)
Figura 20. Curvas de Calibração, segundo ASTM D 3230.
As curvas apresentadas na Figura 20 mostram os dados de condutância (µS) da
solução em função da concentração de sal da amostra de óleo (g/m³ ou PTB), para três
diferentes conjunto de dados obtidos com amostras do Óleo Neutro Refinado. Nos três casos,
o melhor ajuste obtido foi o quadrático. Desta maneira, foi adotado este tipo de ajuste, para a
construção da curva de calibração do equipamento, nos casos em que a norma ASTM 3230
foi utilizada.
IV. 2.2 – Experimento_1
Este Experimento_1 tem como objetivo verificar a influência do BSW nas medidas da
condutância da solução óleo/água com teor de sal constante. Para este experimento foram
analisados os óleos apresentados na Tabela 4.
Tabela 4. Óleos utilizados no Experimento_1
Tipo Óleo
BSW (%)
°API
Óleo “A”
Óleo “B”
Óleo “C”
0,7699
0,5822
0,2061
13,2
13,5
25,5
Obs: °API é a medida da densidade específica do óleo defina pelo American Petroleum Institute.
60
CAPÍTULO IV – Análise dos Resultados
___________________________________________________________________________
Para este estudo, além do óleo original foram preparadas emulsões com diferentes
concentrações de sal. Para o Óleo “A”, as concentrações utilizadas foram de 23 (g/m³), 62
(g/m³), 99 (g/m³) e 197 (g/m³). O preparo das emulsões foi realizado como descrito na seção
III. 3.2.2.2. Uma vez preparadas as emulsões, um volume calculado de solução salina era
adicionado, de maneira a variar o teor de BSW e manter a salinidade, para cada ponto medido.
Isto era feito para cada amostra de 10ml da mistura óleo/solução salina; ou seja, variava-se a
quantidade de óleo/solução salina e mantinha-se o volume total e a concentração de sal de
cada emulsão analisada.
Para o óleo A foram avaliadas a variação da condutância, para quatro conjuntos de
dados sob concentração fixa cada um, como função do BSW da amostra. Os resultados
obtidos são apresentados na Figura 21. Observa-se então a variação da condutância com o
BSW, sendo mais acentuada para concentrações salinas mais altas.
CONDUTÂNCIA X BSW
Óleo "A"
12
Condutância (uS)
10
8
6
4
2
0
0
4
8
12
16
20
24
BSW (% )
23 (g/m³)
Linear (99 (g/m³))
62 (g/m³)
Linear (197 (g/m³))
99 (g/m³)
Linear (23 (g/m³))
197 (g/m³)
Linear (62 (g/m³))
Figura 21. Condutância x BSW, óleo tipo “A”.
Os mesmos experimentos foram repetidos com os óleos B e C, com o objetivo de
verificar se o comportamento observado dependia do tipo de óleo; ou seja, da matriz utilizada.
Para o Óleo “B”, foram usadas concentrações de 28 (g/m³), 59 (g/m³), 95 (g/m³) e 183 (g/m³).
Os resultados obtidos são apresentados na Figura 22 e é possível observar comportamento
semelhante ao apresentado com o óleo A. Verifica-se, então, uma evolução linear do sinal de
condutância com o BSW, sendo mais acentuado para concentrações mais altas.
61
CAPÍTULO IV – Análise dos Resultados
___________________________________________________________________________
CONDUTÂNCIA X BSW
Óleo "B"
12
Condutância (uS)
10
8
6
4
2
0
0
3
6
9
12
15
18
21
BSW (% )
28 (g/m³)
59 (g/m³)
95 (g/m³)
183 (g/m³)
Linear (59 (g/m³))
Linear (95 (g/m³))
Linear (183 (g/m³))
Linear (28 (g/m³))
Figura 22. Condutância X BSW, óleo tipo “B”.
Para o Óleo “C”, foram utilizadas concentrações de 17 (g/m³), 66 (g/m³), 121 (g/m³)
e 210 (g/m³). Os resultados são apresentados na Figura 23 e novamente uma variação linear
da condutância com o BSW é observada.
CONDUTÂNCIA X BSW
Óleo "C"
12
Condutância (uS)
10
8
6
4
2
0
0
3
6
9
12
15
18
21
BSW (% )
17 (g/m³)
Linear (66 (g/m³))
66 (g/m³)
Linear (121 (g/m³))
121 (g/m³)
Linear (210 (g/m³))
210 (g/m³)
Linear (17 (g/m³))
Figura 23. Condutância x BSW, óleo tipo “C”.
Portanto, mesmo trabalhando-se com óleos bastante distintos, variando de fácil a
difícil poder de homogeneização, observa-se que a variação de BSW influencia as medidas de
condutância, principalmente para concentrações de sal mais elevadas (a partir de
aproximadamente 60g/m3).
62
CAPÍTULO IV – Análise dos Resultados
___________________________________________________________________________
Como o comportamento é mais acentuado em concentrações mais elevadas,
escolheram-se as três curvas obtidas para a maior concentração, de aproximadamente 200
g/m3, para comparação direta. Os resultados são apresentados na Figura 24. Observa-se que a
inclinação das três curvas é a mesma, para os diferentes óleos analisados. Isto indica que não
existe efeito significativo de matriz sobre a avaliação da condutância em função do teor de
BSW, para os óleos analisados; ou seja, as diferentes características dos óleos não influenciam
na condutividade da solução. Estes resultados são indicativos de que o esquema de diluição
em solvente pode ser bastante eficaz para o isolamento de eventuais efeitos de matriz dos
óleos.
Condutância X BSW
200 g/m³
12
Condutância (uS)
11
10
9
8
7
6
1
4
7
10
13
16
19
22
BSW (% )
Óleo"B"
Óleo"C"
Óleo"A"
Linear (Óleo"C")
Linear (Óleo"A")
Linear (Óleo"B")
Figura 24. Análise das curvas com concentração de sais mais elevadas dos três tipos de óleo.
IV. 2.3 – Experimento_2
Como o conjunto de dados apresentados nos estudos com os três óleos difere um
pouco nas concentrações iniciais do teor de sal (o óleo “A” 198 g/m3, o óleo “B” 176 g/m3 e o
óleo “C” 211 g/m3), decidiu-se repetir os experimentos procurando manter o teor de sal inicial
dos óleos o mais próximo possível dos 200 g/m3. O resultado obtido é apresentado através da
Figura 25, com novos valore de concentração inicial do teor de sal (o óleo “A” 198 g/m3, o
óleo “B” 201 g/m3 e o óleo “C” 199 g/m3). Uma análise dos resultados confirma a evolução
linear da condutância com o teor de BSW e é possível observar a mesma inclinação das
curvas muito próximas, permitindo concluir que não há efeito significativo de matriz sobre a
condutância das diferentes soluções analisadas.
63
CAPÍTULO IV – Análise dos Resultados
___________________________________________________________________________
Condutância X BSW
200 g/m³
11
y = 0,0836x + 8,1217
y = 0,0874x + 8,1807
y = 0,0923x + 8,1509
2
R = 0,9985
2
R = 0,9965
2
R = 0,9956
Condutância (uS)
10
9
8
7
0
3
6
9
12
15
18
21
BSW (%)
Óleo"B"
Óleo"C"
Óleo"A"
Linear (Óleo"C")
Linear (Óleo"A")
Linear (Óleo"B")
Figura 25. Análise do efeito da matriz oleosa sobre a condutância.
Este resultado motivou uma análise mais profunda dos dados, com o objetivo de
desenvolver um modelo matemático que considerasse o efeito do teor de BSW nas medidas
de condutância e conseqüentemente, na estimativa do teor de sal da amostra a ser analisada.
Na Figura 26 é apresentado um ajuste do conjunto de dados obtido com os três óleos,
para concentração de sal de 200 g/m3. O ajuste obtido foi linear, com coeficiente de
correlação (R2) de 0,982.
Condutância X BSW
200 g/m³
11
y = 0,0884x + 8,1408
2
R = 0,9821
Condutância (uS)
10
9
8
7
0
3
6
9
12
15
18
21
BSW (% )
Dados gerais de A / B / C
Linear (Dados gerais de A / B / C)
Figura 26. Análise dos dados gerais dos óleos “A”, “B” e “C” (Experimento_02).
64
CAPÍTULO IV – Análise dos Resultados
___________________________________________________________________________
Utilizando-se valores médios dos dados gerais, consegue-se um ajuste ainda melhor,
com R² = 0,998, conforme apresentado na Figura 27.
Condutância X BSW
200 g/m³
11
y = 0,0885x + 8,1394
2
R = 0,9983
Condutância (uS)
10
9
8
7
0
3
6
9
12
15
18
21
BSW (% )
Vals médio de A / B / C
Linear (Vals médio de A / B / C)
Figura 27. Análise dos valores médios dos dados gerais dos óleos “A”, “B” e “C”.
IV. 2.4 – Modelagem do Sinal de Condutância.
Com base nos resultados anteriores, decidiu-se por construir um modelo linear que
correlacionasse o sinal de condutância com os valores de concentração de sal e de teor de
BSW. Assim, conhecendo-se o BSW da emulsão seria possível utilizar o equipamento
comercial para estimar a salinidade, a partir dos dados de condutância da solução,
principalmente para concentrações relativamente altas.
Inicialmente pensou-se em uma abordagem mais direta inspirada na ASTM D-3230
incluindo a propriedade BSW, resultando no 1º modelo (linear) denominado por “Mod 1”.
κ = a 0 + a1 ⋅ C + a 2 ⋅
BSW
10
Mod 1
Em seguida, pensou-se em uma abordagem de interesse para aplicações em linha
(interesses práticos), onde se pretende determinar o teor de sais, resultando no 2º modelo
(linear), denominado por “Mod 2”.
C = a 0 + a1 ⋅ κ - a 2 ⋅
BSW
10
65
Mod 2
CAPÍTULO IV – Análise dos Resultados
___________________________________________________________________________
Como o ajuste não foi satisfatório, parecendo indicar a existência de interação entre
variáveis ou efeitos não-lineares, foi feita a inclusão de um parâmetro no modelo para
ponderar a interação entre duas variáveis. Assim, foi elaborado um terceiro modelo
denominado “Mod 3” para fins de correção do BSW via adição de mais um parâmetro “a3”,
onde “C” representa o teor de sais, “κ” representa a Condutância e “a0, a1, a2 e a3” são os
parâmetros.
BSW ⎞
BSW
⎛
C = a1 ⋅ κ - ⎜ a 0 + a 2 ⋅
+ a3 ⋅
⋅κ ⎟
10
10
⎠
⎝
Mod 3
IV. 2.4.1 – Estimação dos Parâmetros
Para a estimação dos parâmetros do “Mod 3” foi utilizado o pacote STATISTICA e o
conjunto de dados utilizados foi do Experimento_1. Foram utilizados os dados obtidos da
caracterização do óleo “A” e do óleo “C”, com concentrações de sais iniciais maiores que 50
(g/m³), não incluindo os dados do óleo “B”. Os dados do Experimento_2 foram separados
para validação do modelo.
A Tabela 5 apresenta a estimação dos parâmetros do “Mod 3” e os seus respectivos
desvio padrão. Em uma primeira análise o parâmetro “a2” parece ser não significativo. Mas o
resultado obtido com a ausência deste, não foi satisfatório. Logo, o parâmetro “a2” é
significativo e o “Mod 3” é aplicado com resultados satisfatórios, na seção IV. 2.4.2, sendo
apresentados na Figura 29 e na Figura 31.
Tabela 5. Estimação dos Parâmetros do Mod 3.
a0
a1
Valor
29,7 48,0
Desv_pad 1,0 6,3
a2
-8,0
5,8
a3
3,327
0,837
IV. 2.4.2 – Resultados e Discussão.
Nas Figuras 28 a 31 são apresentadas os resultados da predição do valor da
salinidade de algumas emulsões, para a calibração sem considerar a variação de BSW das
amostras (ASTM adaptada para emulsões), e a calibração com o “Mod 3”.
A seguir são listadas algumas definições úteis para o entendimento das figuras: os
círculos azuis (Sal_exp) representam a concentração de sais experimental (valores médios
66
CAPÍTULO IV – Análise dos Resultados
___________________________________________________________________________
conhecidos) que estão presentes nas emulsões caracterizadas, os quadrados vermelhos
(salímetro) representam a concentração de sais determinadas pelo modelo utilizado no
salímetro, que segue a norma ASTM D-3230 e os triângulos rosa (Mod 3 Sal) representam a
concentração de sais determinadas pelo “Mod 3” que prevê a correção do BSW.
Na Figura 28 são apresentados os valores médios experimentais da salinidade das
emulsões dos óleos A e C (amostras descritas no Apêndice I), juntamente com os valores
medidos pelo salímetro calibrado segundo a norma ASTM D-3230 (adaptada a emulsões).
270
Desvio do
instrumento
comercial !
Concentração de Sais (g/m ³)
220
Sal_exp
Salim etro
170
120
70
20
0
5
10
15
20
25
BSW (%)
Figura 28. Aplicação do modelo utilizado no salímetro que segue a norma ASTM D-3230 (adaptada a
emulsões), média dos óleos “A” e “C” (2ª, 3ª e 4ª emulsão - Apêndice I).
Verifica-se pela análise dos dados da Figura 28 que o modelo obtido pela calibração
segundo a norma não consegue predizer os valores de salinidade, para concentrações mais
altas e para teores de BSW acima de 7%. Assim, caso não haja uma correção dos valores de
condutância medidos pelo equipamento comercial, seu uso para petróleos contendo teores de
BSW superiores a 7% não é recomendado.
Utilizando-se, no entanto, o modelo proposto “Mod 3”, que considera a variação de
BSW da emulsão, é possível predizer de maneira satisfatória a salinidade da emulsão para os
dois tipos de óleo analisados, conforme apresentado na Figura 29.
67
CAPÍTULO IV – Análise dos Resultados
___________________________________________________________________________
270
Concentração de Sais (g/m ³)
220
Sal_exp
Mod 3 Sal
170
O modelo
corrige o
desvio !!
120
70
20
0
5
10
15
20
25
BSW (%)
Figura 29. Aplicação do “Mod 3”, média dos óleos “A”, e “C” (2ª 3ª e 4ª emulsão).
Diante dos resultados observados através da Figura 29, fez-se a validação do “Mod
3”. Antes disso, foi avaliada a concentração de sais medida pelo salímetro para um novo
conjunto de amostras de emulsões dos três óleos (“A”, “B” e “C”) variando-se o BSW de tais
emulsões. As amostras possuíam salinidade fixa em 200 g/m³ e foram levadas ao salímetro
para medição da concentração, segundo os procedimentos da norma ASTM D-3230 adaptada
a emulsões. Os valores médios de concentração de sais medidos pelo salímetro para cada
condição de BSW são exibidos na Figura 30, juntamente com os valores experimentais
conhecidos. Mais uma vez, observa-se que, para elevados teores de sais, o salímetro é incapaz
de efetuar medições acuradas, sobretudo para BSW acima de 5%.
270
Desvio do
instrumento
comercial !
Concentração de Sais (g/m ³)
240
Sal_exp
Salim etro
210
180
150
120
0
5
10
15
20
25
BSW (%)
Figura 30. Aplicação do modelo utilizado no salímetro que segue a ASTM D-3230 (adaptada a emulsões),
média dos óleos “A”, “B” e “C” (4ª emulsão - Apêndice I).
68
CAPÍTULO IV – Análise dos Resultados
___________________________________________________________________________
Dados independentes aqueles usados na estimação dos parâmetros do “Mod 3” foram
utilizados para validar os resultados e são apresentados na Figura 31. Verifica-se, novamente,
uma ótima concordância entre os valores preditos e os medidos experimentalmente.
Concentração de Sais (g/m ³)
270
240
Sal_exp
Mod 3 Sal
210
O modelo
corrige o
desvio !!
180
150
120
0
5
10
15
20
25
BSW (%)
Figura 31. Aplicação do “Mod 3”, média dos óleos “A”, ”B” e “C” (4ª emulsão).
Desta maneira, uma nova metodologia para determinação da salinidade de emulsões
de óleo/água é proposta, para medidas em laboratório, aplicando-se a técnica de
condutivimetria, através do uso de um salímetro convencional. Para tanto, é proposto que na
calibração do equipamento considere-se o teor de BSW, ajustando um modelo simples que
relacione condutância com salinidade e BSW. Desta forma, conhecendo-se o BSW da amostra
e com o valor da condutância medida pelo equipamento, é possível estimar a salinidade da
emulsão, com excelente precisão, num intervalo de 0 a 500 g/m3, independentemente das
características do óleo analisado.
IV. 3 – Objetivos dos experimentos no circuito de
medição em tempo real.
Com os experimentos no circuito de medição em tempo real é possível avaliar e
analisar como se comportam a condutância e concentração de sais no tempo. Os experimentos
têm como objetivos: Avaliar a dinâmica do sinal de condutância de um sistema; verificar a
sensibilidade à mudança de concentração de sais; avaliar a influência da variação de nível no
sinal de condutância e obter uma proximidade com sistemas industriais.
69
CAPÍTULO IV – Análise dos Resultados
___________________________________________________________________________
IV. 3.1 – Experimento_01
O Experimento_01 tem com objetivo verificar o comportamento do sinal de
condutância do sistema de diluição de petróleos (solvente proposto pela ASTM D-3230) com
a variação da concentração de sais no tempo.
O conjunto de dados obtidos no Experimento_01 foi útil para o desenvolvimento da
curva de calibração em tempo real citada no capítulo anterior, conforme Figura 19. Esta curva
de calibração gerou dois modelos, o “Mod a” e o “Mod b” que foram citados anteriormente.
Tais modelos relacionam a condutância com a concentração de sais presente na corrente
oleosa que flui no circuito de medição. Na próxima seção são apresentadas a avaliação e a
validação destes modelos através dos “Experimentos_02 e 03”.
A Figura 32 apresenta o resultado do Experimento_01. Verifica-se como a
condutância varia no tempo, concluindo-se que a condutância evolui com a variação da
concentração de sais no tempo.
Um dado importante foi verificado. O sinal de condutância é bem sensível à variação
da concentração de sais. Observou-se que em pouco tempo, o sinal de condutância
estabilizava com a variação do teor de sais. Isso é devido a homogeneização que é constante
no circuito de medição em tempo real, justificando a dinâmica do sistema.
Condutância (uS)
Condutância no Tempo
Óleo Neutro + Solventes
18
16
14
12
10
8
6
4
2
0
0
10
20
30
40
50
60
70
80
90
Tempo (min)
Figura 32. Comportamento da Condutância no Circuito de Medição em Tempo Real.
70
100
CAPÍTULO IV – Análise dos Resultados
___________________________________________________________________________
IV. 3.2 – Modelos obtidos com a curva de calibração do
circuito de medição em tempo real.
C = a 4 ⋅κ
Mod a:
C = a 5 + a 6 ⋅κ
Mod b:
IV. 3.2.1 – Estimação dos Parâmetros
Para a estimação dos parâmetros do “Mod a” e do “Mod b” foi utilizado o pacote
Microsoft Excel e o conjunto de dados utilizado foi do Experimento_01, que correspondia aos
dados obtidos durante circulação de mistura de solventes baseada na norma ASTM D-3230,
contendo óleo neutro refinado como matriz oleosa. Para validação dos modelos, foi utilizado
um conjunto de dados independentes baseados no Experimento_02, cuja matriz oleosa era o
óleo “C”. As Tabelas 6 e 7 mostram os resultados obtidos com a estimação dos parâmetros
dos modelos “Mod a” e “Mod b”.
Tabela 6. Estimação dos Parâmetros do Mod a.
Parâmetro
a4
Valor
0,055
Desv_pad
0,001
Tabela 7. Estimação dos Parâmetros do Mod b.
a5
a6
Parâmetro
Valor
0,057
-0,287
Desv_pad
0,001
0,186
IV. 3.3 – Experimento_02
O Experimento_02 tem como objetivo avaliar os modelos e verificar a sensibilidade
à mudança na concentração de sais.
71
CAPÍTULO IV – Análise dos Resultados
___________________________________________________________________________
A Figura 33 apresenta um resultado satisfatório para os dois modelos, atendendo aos
objetivos analisados em estudo. Os modelos forneceram os resultados acompanhando as
mudanças que estavam acontecendo no circuito de medição. Este resultado é bastante
relevante, pois indica que o circuito de medição proposto é capaz de fornecer resultados
precisos e de maneira rápida.
Avaliação do "Mod a" e do "Mod b"
Concentração de Sais (g/m3)
300
250
200
150
100
50
0
0
50
100
150
200
250
Tempo (min)
Cppm exp
Mod a
Mod b
Figura 33. Avaliação dos Modelos “Mod a” e “Mod b” no Circuito de Medição em Tempo Real.
IV. 3.4 – Experimento_03
Os resultados obtidos com o Experimento_02 foram fatores motivacionais para o
segundo passo, que foi a validação dos modelos.
O Experimento_03 tem como objetivo validar os modelos e avaliar a influência da
variação de nível. Para isso foi necessário um conjunto de dados independentes. Neste caso
foi feita a caracterização do óleo “C” no circuito de medição. Logo, é possível observar
através da Figura 34 que houve 9 (nove) variações crescentes da concentração de sais, sendo
analisada cada uma por 15 (quinze) minutos.
Os resultados obtidos também foram satisfatórios e significativos. Os modelos
representaram fielmente o que estava acontecendo no processo. Algumas variações na
determinação da concentração de sais que é possível observar na 2ª e na 9ª adição, através da
Figura 34, foi devido à influência da variação do nível. Estes momentos de variação foram
propositais e ocorreram quando o fluido ultrapassa o nível ideal de operação do processo
(Figura 35).
72
CAPÍTULO IV – Análise dos Resultados
___________________________________________________________________________
Validação do "Mod a" e do "Mod b"
Concentração de Sais (g/m3)
300
250
200
150
100
50
0
0
50
100
150
Tem po (m in)
Cppm exp
Mod a
Mod b
Figura 34. Validação dos Modelos “Mod a” e “Mod b” no Circuito de Medição em Tempo Real.
Nos experimentos realizados com o circuito de medição em tempo real, houve um
cuidado com a variação do nível. As placas sensoras que foram utilizadas no circuito de
medição foram projetadas para serem utilizadas em um béquer de teste de 100ml (Figura 15)
sem variação de nível. O nível influencia o sinal de condutância quando o volume da amostra
que fica entre as placas ultrapassa os bordos e atinge as conexões sobre as placas.
Figura 35. Nível ideal de operação no Circuito de Medição em Tempo Real.
IV. 3.5 – Experimento_04
O objetivo do Experimento _04 era avaliar o sinal de condutância com a variação do
volume da matriz e da concentração de sais e avaliar o efeito da matriz oleosa dispersa no
solvente durante experimentos de circulação de amostra no circuito de medição em tempo
real. Os óleos analisados no circuito de medição foram os óleos “A” e “C”, os mesmos
73
CAPÍTULO IV – Análise dos Resultados
___________________________________________________________________________
utilizados no Experimento_2 do Labcomp 2100. Foi a 4ª emulsão de cada óleo, com
concentrações de sais iniciais próxima de 200 (g/m³), utilizando os mesmos procedimentos e
metodologias do Experimento_1 do Labcomp 2100.
Condutância (uS)
7
6
5
4
3
2
1
0
0
10
20
30
40
50
60
70
80
90
100
110
120
130
140
Tempo (min)
Óleo "C"_200g/m³
Óleo "A"_200g/m³
Figura 36. Avaliação da Condutância com a Variação do Volume da Matriz e da Concentração de Sais no
Circuito de Medição em Tempo Real.
Mais uma vez ficou constatado que não houve efeito significativo de matriz, mesmo
se tratando de óleos com características diferentes, e que o sinal de condutância evolui com a
variação crescente da concentração de sal. Este resultado é bastante importante, pois indica
que um modelo de calibração adequado para o condutivímetro poderia representar a
salinidade de petróleos de diferentes características em linha, via circuito de diluição por
solventes.
IV. 3.6 – Experimento_05
O objetivo do Experimento _05 era avaliar o sinal de condutância com a variação do
BSW no circuito de medição em tempo real. A matriz oleosa utilizada foi a 4ª emulsão do
óleo “A” com teor de sais de 200 g/m³. O BSW era uma solução salina preparada com teor de
sais de 200 g/m³.
Inicialmente verteu-se no béquer do circuito de medição em tempo real uma mistura
de ólea “A” mais solventes de 900ml, circulando por um tempo de quinze minutos, contendo:
90mL Óleo “A” + 360mL Xilol + 450mL Solvente Alcoólico Misto
74
CAPÍTULO IV – Análise dos Resultados
___________________________________________________________________________
Em seguida, foram feitas no béquer, quatro adições de solução salina (BSW) com o
tempo de quinze minutos entre cada adição. Totalizando um volume total de 1020ml (cada
adição 30 ml). No primeiro momento a amostra estava com teor de BSW(s. salina) de 0,1%,
após a 1ª adição 3,2 %, após a 2ª adição 6,3%, após a 3ª adição 9,1 e após a 4ª adição
11,8%.A dinâmica dos dados utilizados no desenvolvimento deste experimento está
disponível na Tabela IV do Apêndice II.
A Figura 37 apresenta resultado deste experimento. Onde é observado o
comportamento do sinal de condutância no tempo variando o BSW (s. salina). O sinal de
condutância começou a cair de forma acentuada após 45 minutos, na 3ª adição de solução
salina com 9,1% de BSW. Aparentemente este fenômeno ocorreu devido à ineficiência da
homogeneização deste experimento. Neste momento era visível o início da separação das
fases. Conclui-se que após a 3ª e a 4ª adição de solução salina a mistura transformou-se em
uma emulsão instável. Ou seja, na região entre as placas sensoras onde a corrente flui, o teor
de BSW (s. salina) que contém as espécies condutoras, começou a diminuir fazendo com que
o sinal de condutância diminuísse de forma acentuada.
Tempo (min)
14
18
16
12
10
12
10
8
8
6
6
4
4
2
2
0
0
0
5
10
15
20
25
30
35
40
45
50
55
60
65
70
75
Tempo (min)
Condutância x Tempo
BSW x Tempo
Figura 37.Avaliação do Sinal de Condutância no Tempo, variando o Teor de BSW.
75
BSW (%)
Condutância (uS)
14
V - Considerações Finais
V. 1 – Introdução
V. 2 – Conclusões
V. 3 – Trabalhos Futuros
CAPÍTULO V – Considerações Finais
___________________________________________________________________________
V. 1 – Introdução
A busca por elevadas eficiências nos processos de dessalgação e desidratação nas
plantas de refino e produção de petróleos é um desafio da indústria petrolífera. O fechamento
do balanço de massa de sais não vem sendo satisfatório há bastante tempo. Sabe-se que as
técnicas de caracterização utilizadas na determinação da concentração de sais não estão sendo
eficazes, fazendo com que ocorra o interesse por investimentos em pesquisas de novas
técnicas na determinação do teor de sais em petróleo.
Foi objetivo deste estudo rever as técnicas utilizadas para determinação da salinidade
em petróleos nas etapas de produção e refino. Foi detectada a possibilidade de se utilizar a
condutivimetria para o monitoramento em tempo real de propriedades de correntes de
petróleo salgado, resultando em mais três desafios como objetivos:
1 - desenvolver um sistema de monitoramento em tempo real da concentração de
sais, baseado na técnica de condutivimetria;
2 - estabelecer uma estratégia de calibração do instrumento para inferência da
concentração de sais em petróleos e emulsões;
3 - utilizar o sistema de monitoramento para avaliação da concentração de sais de
correntes contendo petróleos com diferentes características.
Três óleos nacionais com características diferentes foram avaliados, sendo eles
representativos do refino atual e futuro da PETROBRÁS S.A.
V. 2 – Conclusões
Neste trabalho, mostrou-se que o sinal de condutividade é sensível a ambos os teores
de sal e água, e que modelos empíricos bastante simples podem ser construídos para
correlação entre as propriedades e o sinal de condutividade com ajuste bastante adequado.
Desta forma, esta dissertação abre a perspectiva de utilização da condutivimetria como técnica
de avaliação de salinidade de petróleos contendo diferentes teores de água, até o limite de
20%.
Os resultados deste trabalho apontam para a viabilidade da aplicação da
condutivimetria na determinação do teor de sal em emulsões de petróleos brasileiros,
motivando então a inserção da técnica em estratégias de monitoramento em tempo real.
Vislumbra-se assim, que a condutivimetria poderá fornecer informações bastante úteis para o
77
CAPÍTULO V – Considerações Finais
___________________________________________________________________________
controle do processo de dessalgação, contribuindo para a garantia da qualidade do óleo
enviado ao fracionamento e para a redução do volume de efluentes oleosos na refinaria.
Logo, os resultados nos permitem concluir e sugerir o seguinte:
1. A norma ASTM D-3230 pode ser aplicada a diferentes petróleos crus nacionais;
2. Sugere-se a criação de um novo método (patente!!!) baseado na norma ASTM D-3230
aplicável a emulsões com BSW até 20%;
3. O uso de circuito de medição com diluição permite avaliar salinidade de modo rápido.
4. Sugere-se um controle de nível.
A Figura 38 apresenta de forma clara e simples a dinâmica do sistema de
monitoramento em tempo real da condutância, do BSW e da concentração de sais. Os dados
de condutância e de BSW são monitorados e introduzidos no modelo semi-empírico proposto
(“Mod 3”). Logo, o modelo tem a capacidade de determinar a concentração de sais em tempo
real. Neste sentido, o sistema de monitoramento tem o poder de fornecer informações de suma
importância para o processo de dessalgação.
Monitoramento da condutância
NIR
B SW
Outros
Modelo semi-empírico
Concentração de sais
Informações sobre:
- Qualidade do petróleo
- Qualidade de emulsões (BSW até 20%)
- Eficiência da Dessalgação
Figura 38. Sistema de Monitoramento em Tempo Real
78
CAPÍTULO V – Considerações Finais
___________________________________________________________________________
V. 3 – Trabalhos Futuros
O uso da técnica de condutivimetria pode ser explorado para diferentes sistemas
oleosos e emulsões. Além disso, é importante avaliar o uso da técnica para óleos crus, sem
uso de solventes. Para este fim, seria necessário:
1. Testes em tempo real para emulsões e petróleos distintos.
2.
Desenvolvimento de células de condutividade mais sensíveis para aplicações in-situ
(direto na tubulação).
3.
Testes com variação de temperatura/viscosidade.
Neste sentido, o Apêndice III desta dissertação exibe um esforço inicial para
elaboração de um equipamento capaz de efetuar medições de condutividade em sistemas
oleosos. Com a construção deste equipamento, vislumbra-se assim, a determinação do teor de
sais de emulsões de petróleo conectado a um sistema de monitoramento em linha e in-situ,
isento de esquemas de diluição e/ou amostragem.
79
VI – Referências
Bibliográficas
CAPÍTULO VI – Referências Bibliográficas
___________________________________________________________________________
ABDUL-WAHAB, S.; ELKAMEL, A.; MADHURANTHAKAM, C.R. and Al-OTAIBI,
M.B., Building Inferential Estimators for Modeling Product Quality in a Crude Oil Desalting
and Dehydration Process. Chemical Engineering and Processing, 45, p. 568---577, 2006.
Al-OTAIBI, M.B.; ELKAMEL, A.; NASSEHI, V. and ABDUL-WAHAB, S., A
Computational Intelligence Based Approach for the Analysis and Optimization of a Crude Oil
Desalting and Dehydration Process. Energy & Fuels, 19(6), p. 2526-2534, 2005.
ASKE, N., KALLEVIK, H. e SJOBLOM, J. Water-in-crude oil emulsion stability studied by
critical electric field measurements. Correlation to physico-chemical parameters and nearinfrared spectroscopy. The Norwegian University of Science and Technology, Department of
Chemical Engineering, Ugelstad Laboratory, N-7491 Trondheim, Norway. 2002.
BORDI, F.; CAMETTI, C.; CHEN, S.H.; ROUCH, J.; SCIORTINO, F. e TARTAGLIA, P.,
The Static Electrical Conductivity of Microemulsions Below Percolation Water-in-Oil
Threshold, Physica A 231, p. 161-167, 1996.
BRASIL, N. I. Tratamento de Óleo (Desidratação / Dessalgação). Apostila. Petrobrás. Rio
de Janeiro: GEPRO. GEINP. p. 106, 1987.
CHOI, D.W. How to Buy and Operate Desalters. Process Technology, vol. 84(3), p.75-79,
2005.
COLLINS, T. Operational Aspects of Electrical Desalting. Apostila. NPRA, Technology
Q&A, Petreco International, Houston, Texas, p. 11, 2004.
COURY, L. Conductance Measurements Party 1: Theory [on line]. Disponível na internet via
www url: http://currentseparations.com/issues/18-3/cs18-3c.pdf arquivo capturado 16 de
janeiro de 2007.
COURY, L. Understanding Low Conductivity / High Resistivity Measurements. Disponível
na internet via www url: http://wwww.eutechinst.com/tips/contds/11.pdf arquivo capturado 18
de janeiro de 2007.
COUTINHO, R.C.C. Estudo da Estabilidade de Emulsões de Água em Petróleos.
Dissertação de Mestrado. Universidade Federal do Rio de Janeiro, COPPE/UFRJ. RJ, 2005.
DUKHIN, J.; GOETZ, P. “Ionic Properities of so-called “non-ionic” Sufactants in non-polar
Liquids”, Dispersion Tecnology, Inc. NY, U.S.A. 2006.
81
CAPÍTULO VI – Referências Bibliográficas
___________________________________________________________________________
DUKHIN, J.; GOETZ, P. Evolution of Water-in-Oil Emulsion Controlled by Droplet-Bulk
Ion Exchange: acoustic, electroacoustic, conductivity and image analysis. Colloids and
Surfaces A: Physicochem. Eng. Aspects, 253, p.51–64, 2005.
EKSPERIANDOVA, L.P., MAKAROVSKA, Y.N. e BLANK, A.B. Determination of small
quantities of heavy metals in water-soluble salts and natural water by X-ray Fluorescence.
Institute for Single Crystals, Kharkov, Ukraine. 1998.
EMD Chemicals Inc. Gibbstown, Nj. Karl Fischer Titration Basics. Disponível na internet via
www
url:
http://www.emdchemicals.com/analytics/literature/KF_Titration_Basics.pdf.
Arquivo capturado 12 de março de 2007.
FOTLAND, A.; ANFINDSEN, H. E FADNES, F., Detection of Asphaltene Precipitation and
Amounts Precipitated by Measurements of Electrical Conductivity. Fluid Phase Equilibria,
82, p. 157-164, 1993.
GAUBEUR, I.; GUEKEZIAN, M. e BONETTO, N. C. F. Apostila de Laboratório de
Química Analítica Quantitativa - I. Universidade Presbiteriana Mackenzie. Faculdade de
Ciências Biológica, Exatas e Experimentais. 2004. Disponível na internet via www url:
http://meusite.mackenzie.com.br/igaubeur/pdf/Apostila%20de%20Quimica%20Quantitativa.
pdf. arquivo capturado 18 de janeiro de 2007.
HARRIS, D. C. Análise Química Quantitativa. Ed 6ª, Rio de Janeiro: LTC, 2005.
HIROSHI
SUZUMURA.
MASATO
KANEKO.
ISAO
MATSURA.
MASAMI
FUKUNAGA. All of Hiroshima-Ken e MASAKI LIJIMA. Tokyo, all of Japan Method and
Device for Dehydrating Heavy Oils. Int CI B01D 17/06. U.S. CI 210/205. 20 Outubro 1999,
26 Dezembro 2000. United States Patent.
LI, F. e VIPULANANDAN, C. Conductivity of Water-in-Oil Microemulsion System. Center
for Innovative Grouting Material and Technology, University of Houston, Houston. 1998.
LOWRIE, W. Fundamentals of Geophysics, Cambridge University Press, Cambridge,
United Kingdom, p.165-228, 1997.
MARIANO, J. B. Impactos Ambientais do Refino do Petróleo. Rio de Janeiro: Interciência,
2005.
82
CAPÍTULO VI – Referências Bibliográficas
___________________________________________________________________________
NUNES, G. C. Concepção de unidade de separação trifásica compacta. Bol. Téc. Petrobrás,
Rio de Janeiro, 48 (1/2), p. 18-24, 2005.
OLIVEIRA, R. C. G. Novo conceito de dessalgação de petróleo para centrais de tratamento.
Bol. Téc. Petrobrás, Rio de Janeiro, 43 (2), p. 111-119, 2000.
PACIFICO V. MANALASTAS. EdIson, Nj. CORNELIUS H. BRONS. Washington, Nj.
RAMESH R. REMRAJANI. Milington, Nj. GUIDO SARTORI. Annadale, Nj. DAVID W.
SAVAGE. LebanoN, Nj. RAMESH VARADARAJ. Flemington, Nj. Crude Oil Desalting
Method. 26 Fevereiro 1999, 08 Maio 2001. PatentGenius.
PAL, R. Techniques for Measuring the Composition (oil and water content) of Emulsions - a
State of the Art Review. Colloids and Surfaces A: Physicochemical and Engineering Aspects,
84(2), p.141-193, 1994.
HART, P. R. The Woodlands, Tex. Briner Monitor. Int CI B01D 17/04. U.S. CI 137/5. 27
Julho 1989, 14 Agosto 1990. United States Patent.
HART, P. R. The Woodlands, Tex., JEN-CHI CHEN. Morrisville, FU CHEN. Newtown, both
of Pa e THAI H. DUONG. Houston, Tex. Method of and Composition for Breaking Oil and
Water Emulsions in Crude Oil Processing Operations. Int CI C10G 33/04. U.S. CI 208/188.
03 Junho 1996, 02 Dezembro 1997. United States Patent.
KRAUS, P.R. Boilingbrook, Ill. ROBERTO D. MCCLAIN and MICHAEL K.
POINDEXTER. Both of Sugar Land, Tex. Method to Monitor and Control Chemical
Treatment of Petroleum, Petrochemical and Processes with On-line Quartz Crystal
Microbalance Sensors. Int CI G01N 33/00. U.S. CI 73/61.62. 25 Março 1996, 31 Março 1998.
United States Patent.
PERRONE, R. C. Introdução a Refinação de Petróleo. Separação e Tratamento – 4. Rio de
Janeiro: Petrobrás. CENAP. SID. p. 121-125, 1965.
PIPELINE, W. Electrical Conductivity of Biodiesel. National Biodiesel Board. 2006.
Disponível na internet via www url: http://www.nbb.org/pdf_files/fuelfactsheets/electrical.
Arquivo capturado 08 maio 2006.
83
CAPÍTULO VI – Referências Bibliográficas
___________________________________________________________________________
RAMALHO, J. B. V. S. Cisalhamento de Emulsões de Petróleo do Tipo A/O Durante
Amostragem em Linha. Bol. Téc. Petrobrás, Rio de Janeiro, 45(1), p. 1-5, 2002.
SAAVEDRA, A., TRISTÃO, M. L., CERDEIRA, J. R., SANTOS, D. P., MOURA, B. e
VITOR, M. Determinação de Salinidade por FRX. CENPES/PDEDS/Química. Em: Mesa
Redonda sobre BSW e Salinidade em petróleo. Rio de Janeiro: Petrobrás. Dez. 2005.
SAMS, G. W. and WALLACE, H. G. Fild Trials Scheduled for Compact Dehydration
Technology. In: Offshore Technology Coference. Houston,U.S.A.,2003.
SANTOS, A.F. Acompanhamento em Tempo Real de Propriedades de Sistemas de
Polimerização. Tese de Doutorado. Universidade Federal do Rio de Janeiro, COPPE/UFRJ.
RJ, 2003.
SANTOS, M.F.P., GUIMARÃES, R.C., CAMACHO, C.F.B., TRINDADE, F.F., SILVA,
M.C. e REGINA, S. Métodos Utilizados na Determinação da Salinidade em Petróleos. Em:
Mesa Redonda sobre BSW e Salinidade em petróleo. Rio de Janeiro: Petrobrás. Dez. 2005.
SILVA, C.B.C., TARANTO, C. e RAMOS, R. Procedimento para Determinação de BSW em
Dutos. Em: Mesa Redonda sobre BSW e Salinidade em petróleo. Rio de Janeiro: Petrobrás.
CENPES/PDP/TPAP. Dez. 2005.
SKOOG, D.A.; HOLLER, F.J.; NIEMAN, T.A. Princípios de Análise Instrumental. ed. 5a
Porto Alegre: Bookman, 2002.
TAVARES, E. P. e YOKOTA, E. Ensaios de BSW e Salinidade. E&P-SERV/US-AP/LF.
Em: Mesa Redonda sobre BSW e Salinidade em petróleo. Rio de Janeiro: Petrobrás. Dez.
2005.
THOMAS, J. E. Fundamentos de Engenharia de Petróleo. 2 ed. Rio de Janeiro:
Interciência, p. 271, 2004.
VELOSO, F. e MARCO, A. Calibração, Operação e Comparação de Resultados utilizando
Salinômetro da Herzog e Labcomp, com Petróleo urucu, na Reman. Relatório Técnico, 2004.
WARREN, K. W. Dehydration and Desalting. NATCO Electrostatic Technology. Houston,
Texas: p. 228, 2003.
84
CAPÍTULO VI – Referências Bibliográficas
___________________________________________________________________________
WARREN, K. W. e ARMSTRONG J. Desalting Heavy Crude Oils – The Venezuelan
Experience. NATCO Group, Houston, 2001.
WARREN, K. W. New Tools for Heavy Oil Dehydration. In: SPE ITOHOS/ICHWT
CONFERENCE, NATCO Group.Canada.2002.
85
Apêndice I
APÊNDICE I
___________________________________________________________________________
Considerações dos Experimentos no Labcomp 2100.
Será considerado que a salinidade medida pelo equipamento LABCOMP 2100 é a
real.
•
A densidade da solução salina é a mesma da água;
•
A base dos cálculos para a medida da salinidade será o volume total da
emulsão de óleo + solução salina (10ml).
Considerando-se a base de cálculo o volume de 10ml de emulsão (da mistura óleo+
água), calcula-se a massa de sal a ser adicionada para que seja mantida a mesma quantidade
da mistura original. Por isso, para variar o BSW, adiciona-se uma quantidade de solução
salina conhecida.
No Experimento são analisados três óleos. Para cada óleo, são analisadas quatro
emulsões: a 1ª é a emulsão de 800ml que tem o teor de sal inicial de (24 g/m³) para o óleo
“A”, de (17 g/m³) para o óleo “C” e de (34 g/m³) para o óleo “B”, já a 2ª (70 g/m³), a 3ª (120
g/m³) e a 4ª (200 g/m³) são as emulsões de 300ml com a elevação do teor de sal
a) - Para o óleo “A” foram analisadas emulsões de 24, 70, 120 e 200 (g/m³).
Obs1: A primeira amostra (800ml) chamada de “A-I”, foi caracterizada e obteve
valores de: BSW (por Karl Fischer) 0,86845%, Salinidade (por Labcomp) 23,5433 g/m³. Esta
amostra foi utilizada para o preparo das emulsões de 24 e 70 (g/m3).
Obs2: A segunda amostra (800ml) chamada de “A-II”, foi caracterizada e obteve
valores de: BSW (por Karl Fischer) 0,70165%, Salinidade (por Labcomp) 21,03 g/m³. Esta
amostra foi utilizada para o preparo da emulsão de 200 (g/m³).
Obs3: A terceira amostra (800ml) chamada de “A-III”, foi caracterizada e obteve
valores de: BSW (por Karl Fischer) 0,7392%, Salinidade (por Labcomp) 20,67 g/m³. Esta
amostra foi utilizada para o preparo da emulsão de 120 (g/m³).
Os valores médios, por se tratarem de um mesmo óleo, são de: BSW (por Karl
Fischer) 0,7699%, Salinidade (por Labcomp) 21,76 g/m³.
b) - Para o óleo “C” foram analisadas emulsões de 17, 70, 120 e 200 (g/m³).
87
APÊNDICE I
___________________________________________________________________________
Obs1: A primeira amostra (800ml) chamada de “C-I”, foi caracterizada e obteve
valores de: BSW (por Karl Fischer) 0,20625%, Salinidade (por Labcomp) 17,32 g/m³. Esta
amostra foi utilizada para o preparo das emulsões de 17, 70, 120 (g/m³).
Obs2: A segunda amostra (800ml) chamada de “C-II”, foi caracterizada e obteve
valores de: BSW (por Karl Fischer) 0,206%, Salinidade (por Labcomp) 17,02 g/m³. Esta
amostra foi utilizada para o preparo da emulsão de 200 (g/m³).
Os valores médios, por se tratarem de um mesmo óleo, são de: BSW (por Karl
Fischer) 0,2061%, Salinidade (por Labcomp) 17,17 g/m³.
c) - Para o óleo “B” foram analisadas emulsões de 34, 70, 120 e 200 (g/m³).
Obs1: A primeira amostra (800ml) chamada de “B-I”, foi caracterizada e obteve
valores de: BSW (por Karl Fischer) 0,58325%, Salinidade (por Labcomp) 33,69 g/m³. Esta
amostra foi utilizada para o preparo das emulsões de 34 e 70 (g/m³).
Obs2: A segunda amostra (800ml) chamada de “B-II”, foi caracterizada e obteve
valores de: BSW (por Karl Fischer) 0,59524%, Salinidade (por Labcomp) 34,38 g/m³. Esta
amostra foi utilizada no preparo das emulsões de 120 e 200 (g/m³).
Resumindo, três óleos foram caracterizados (“A”, “B” e “C”). Para cada óleo foram
preparadas quatro (4) emulsões, a 1ª com o BSW de origem, a 2ª, 3ª e 4ª era acrescida com
1% de BSW (solução salina) com o intuito de elevar a concentração de sal da emulsão de
origem para a concentração sal desejada. Em seguida, eram preparadas mais seis (6) emulsões
com variação do BSW (Tabela I) de cada emulsão preparada anteriormente (1ª, 2ª, 3ª e 4ª), ou
seja, para os óleos “A”, “B” e “C” foram preparadas oitenta e quatro (84) emulsões.
As Tabelas I e II foram construídas utilizando as planilhas do “Microsoft Excel”.
Para a análise de cada emulsão foi necessária a utilização destas. As Tabelas 4 e 5 utilizadas
como referência, foram utilizadas na caracterização da emulsão de 200 (g/m3) do óleo “C”.
A Tabela I ilustra as grandezas de interesse para a posterior caracterização.
88
APÊNDICE I
___________________________________________________________________________
Tabela I. Exemplo de dados das grandezas utilizadas na caracterização das amostras.
BSW
(%)
Massa
Volume
Massa óleo
óleo
óleo (g) pesada
(ml)
(g)
Massa
Volume Massa
solução
solução solução
salina
salina
salina
adicionada
(ml)
(g)
(g)
Massa
de sal
presente
no óleo
(mg)
Massa
de sal
presente
na
solução
salina
(mg)
Massa
Concentração
de sal
da solução
total
(mg/L)
(mg)
1
9,9
8,8853
8,8870
0,10
0,10
0,112
1,9817
0,0223 2,0040
200
2
9,8
8,7955
8,7955
0,20
0,20
0,200
1,9613
0,0400 2,0013
200
4
9,6
8,6160
8,6155
0,40
0,40
0,402
1,9212
0,0805 2,0016
200
6,5
9,4
8,3916
8,3917
0,65
0,65
0,651
1,8713
0,1303 2,0015
200
10
9,0
8,0775
8,0730
1,00
1,00
1,007
1,8002
0,2015 2,0017
200
20
8,0
7,1800
7,1815
2,00
2,00
2,005
1,6014
0,4013 2,0027
200
E a Tabela II ilustra um exemplo de caracterização, fornecendo medidas de
condutância e salinidade com a variação do BSW corrigido.
No desenvolvimento dos experimentos utilizados neste trabalho, foram necessárias
as utilizações de 30 tabelas como estas (Tabelas I e II).
Tabela II. Exemplo do resultado da caracterização de uma amostra.
BSW corr(%)
Condutância
(microS)
Salinidade
(mg/L)
Volume H2O
presente
no
óleo
adicionado
(ml)
Volume H2O
adicionado
com a solução
salina (ml)
2,30
8,350
199
0,1210
0,1116
3,16
8,465
203
0,1198
0,2000
5,13
8,595
207
0,1173
0,4020
7,57
8,893
217
0,1143
0,6510
11,05
9,175
226
0,1099
1,0070
20,81
9,975
256
0,0978
2,0050
89
Apêndice II
APÊNDICE II
___________________________________________________________________________
Dinâmica da Condutância e do Teor de Sais
(experimental, “Mod a” e “Mod b”) no Tempo.
A Tabela III apresenta a dinâmica do sinal de condutância no tempo e as medidas de
concentração de sais experimental, do “Mod a” e do “Mod b”. Os dados apresentados na
Tabela III foram utilizados no desenvolvimento da curva de calibração do circuito de medição
em tempo real, apresentada na seção III. 3.2.3.2 (Figura 19), na construção da curva
Condutância x Tempo (Figura 32) e na avaliação dos modelos “Mod a” e “Mod b” (Figura
33).
Tabela III. Dados de Condutância, do Teor de sais Experimental, do Teor de Sais do “Mod a” e do “Mod
b” no Tempo.
Tempo
(min)
0,0
0,5
1,0
1,5
2,0
2,5
3,0
3,5
4,0
4,5
5,0
5,5
6,0
6,5
7,0
7,5
8,0
8,5
9,0
9,5
10,0
10,5
11,0
11,5
12,0
12,5
13,0
13,5
14,0
14,5
15,0
15,5
16,0
16,5
17,0
17,5
18,0
18,5
19,0
19,5
20,0
20,5
21,0
21,5
22,0
22,5
23,0
23,5
24,0
Condutância
(µS)
0,470
0,485
0,501
0,508
0,503
0,501
0,504
0,505
0,503
0,501
0,501
0,501
0,501
0,501
0,501
0,501
0,501
0,501
0,501
0,501
0,501
0,502
0,502
0,503
0,504
0,503
0,503
0,503
0,503
0,503
0,503
0,535
0,780
1,100
2,500
3,100
4,100
6,032
5,908
5,772
5,750
5,701
5,701
5,683
5,665
5,613
5,552
5,525
5,498
Condutância_corr
(µS)
-0,031
-0,016
0,000
0,007
0,002
0,000
0,003
0,004
0,002
0,000
0,000
0,000
0,000
0,000
0,000
0,000
0,000
0,000
0,000
0,000
0,000
0,001
0,001
0,002
0,003
0,002
0,002
0,002
0,002
0,002
0,002
0,034
0,279
0,599
1,999
2,599
3,599
5,531
5,407
5,271
5,249
5,200
5,200
5,182
5,164
5,112
5,051
5,024
4,997
Volume da Amostra
(ml)
900
900
900
900
900
900
900
900
900
900
900
900
900
900
900
900
900
900
900
900
900
900
900
900
900
900
900
900
900
900
900
990
990
990
990
990
990
990
990
990
990
990
990
990
990
990
990
990
990
91
C_exp
(ppm)
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
87
87
87
87
87
87
87
87
87
87
87
87
87
87
87
87
87
87
Mod a
(ppm)
-1
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
1
5
11
36
47
65
100
98
95
95
94
94
93
93
92
91
91
90
Mod b
(ppm)
5
5
5
5
5
5
5
5
5
5
5
5
5
5
5
5
5
5
5
5
5
5
5
5
5
5
5
5
5
5
5
6
10
16
40
51
69
103
100
98
98
97
97
96
96
95
94
94
93
APÊNDICE II
___________________________________________________________________________
24,5
25,0
25,5
26,0
26,5
27,0
27,5
28,0
28,5
29,0
29,5
30,0
30,5
31,0
31,5
32,0
32,5
33,0
33,5
34,0
34,5
35,0
35,5
36,0
36,5
37,0
37,5
38,0
38,5
39,0
39,5
40,0
40,5
41,0
41,5
42,0
42,5
43,0
43,5
44,0
44,5
45,0
45,5
46,0
46,5
47,0
47,5
48,0
48,5
49,0
49,5
50,0
50,5
51,0
51,5
52,0
52,5
53,0
53,5
54,0
54,5
55,0
55,5
56,0
56,5
57,0
57,5
58,0
58,5
59,0
59,5
60,0
60,5
5,375
5,163
5,178
5,189
5,234
5,251
5,357
5,264
5,235
5,251
5,205
5,222
5,195
5,257
5,244
5,206
5,221
5,218
5,189
5,232
5,212
5,230
5,521
8,051
9,501
9,535
9,727
9,645
9,535
9,050
9,036
9,024
9,099
9,085
9,227
9,210
9,223
9,263
9,280
9,285
9,222
9,018
9,050
9,045
9,098
8,950
8,715
9,120
9,090
8,997
8,954
8,965
9,095
9,102
9,085
9,065
9,071
9,045
9,064
9,039
9,055
9,082
10,426
12,772
13,041
13,091
12,994
12,880
12,905
12,806
12,811
12,902
12,895
990
990
990
990
990
990
990
990
990
990
990
990
990
990
990
990
990
990
990
990
990
990
1080
1080
1080
1080
1080
1080
1080
1080
1080
1080
1080
1080
1080
1080
1080
1080
1080
1080
1080
1080
1080
1080
1080
1080
1080
1080
1080
1080
1080
1080
1080
1080
1080
1080
1080
1080
1080
1080
1080
1080
1170
1170
1170
1170
1170
1170
1170
1170
1170
1170
1170
4,874
4,662
4,677
4,688
4,733
4,750
4,856
4,763
4,734
4,750
4,704
4,721
4,694
4,756
4,743
4,705
4,720
4,717
4,688
4,731
4,711
4,729
5,020
7,550
9,000
9,034
9,226
9,144
9,034
8,549
8,535
8,523
8,598
8,584
8,726
8,709
8,722
8,762
8,779
8,784
8,721
8,517
8,549
8,544
8,597
8,449
8,214
8,619
8,589
8,496
8,453
8,464
8,594
8,601
8,584
8,564
8,570
8,544
8,563
8,538
8,554
8,581
9,925
12,271
12,540
12,590
12,493
12,379
12,404
12,305
12,310
12,401
12,394
92
87
87
87
87
87
87
87
87
87
87
87
87
87
87
87
87
87
87
87
87
87
87
159
159
159
159
159
159
159
159
159
159
159
159
159
159
159
159
159
159
159
159
159
159
159
159
159
159
159
159
159
159
159
159
159
159
159
159
159
159
159
159
220
220
220
220
220
220
220
220
220
220
220
88
84
84
85
85
86
88
86
85
86
85
85
85
86
86
85
85
85
85
85
85
85
91
136
162
163
166
165
163
154
154
154
155
155
157
157
157
158
158
158
157
154
154
154
155
152
148
156
155
153
153
153
155
155
155
155
155
154
154
154
154
155
179
221
226
227
225
223
224
222
222
224
224
91
87
87
88
88
89
91
89
88
89
88
88
88
89
89
88
88
88
88
88
88
88
94
138
164
164
168
166
164
156
155
155
157
156
159
158
159
159
160
160
159
155
156
156
156
154
150
157
156
155
154
154
156
157
156
156
156
156
156
155
156
156
180
221
226
227
225
223
224
222
222
223
223
APÊNDICE II
___________________________________________________________________________
61,0
61,5
62,0
62,5
63,0
63,5
64,0
64,5
65,0
65,5
66,0
66,5
67,0
67,5
68,0
68,5
69,0
69,5
70,0
70,5
71,0
71,5
72,0
72,5
73,0
73,5
74,0
74,5
75,0
75,5
76,0
76,5
77,0
77,5
78,0
78,5
79,0
79,5
80,0
80,5
81,0
81,5
82,0
82,5
83,0
83,5
84,0
84,5
85,0
85,5
86,0
86,5
87,0
87,5
88,0
88,5
89,0
89,5
90,0
90,5
91,0
91,5
92,0
92,5
93,0
93,5
94,0
94,5
95,0
95,5
12,892
12,817
12,974
12,849
12,846
12,803
12,797
12,852
12,749
12,726
12,732
12,788
12,871
12,795
12,735
12,762
12,658
12,687
12,704
12,738
12,766
12,697
12,680
12,695
12,697
12,719
12,626
12,627
12,632
13,392
15,554
15,615
15,765
15,775
15,795
15,842
15,912
15,871
15,883
15,866
15,806
15,752
15,775
15,702
15,737
15,717
15,766
15,750
15,742
15,733
15,751
15,730
15,733
15,768
15,790
15,769
15,781
15,712
15,748
15,733
15,751
15,730
15,733
15,768
15,790
15,769
15,781
15,712
15,748
15,717
1170
1170
1170
1170
1170
1170
1170
1170
1170
1170
1170
1170
1170
1170
1170
1170
1170
1170
1170
1170
1170
1170
1170
1170
1170
1170
1170
1170
1170
1260
1260
1260
1260
1260
1260
1260
1260
1260
1260
1260
1260
1260
1260
1260
1260
1260
1260
1260
1260
1260
1260
1260
1260
1260
1260
1260
1260
1260
1260
1260
1260
1260
1260
1260
1260
1260
1260
1260
1260
1260
12,391
12,316
12,473
12,348
12,345
12,302
12,296
12,351
12,248
12,225
12,231
12,287
12,370
12,294
12,234
12,261
12,157
12,186
12,203
12,237
12,265
12,196
12,179
12,194
12,196
12,218
12,125
12,126
12,131
12,891
15,053
15,114
15,264
15,274
15,294
15,341
15,411
15,370
15,382
15,365
15,305
15,251
15,274
15,201
15,236
15,216
15,265
15,249
15,241
15,232
15,250
15,229
15,232
15,267
15,289
15,268
15,280
15,211
15,247
15,232
15,250
15,229
15,232
15,267
15,289
15,268
15,280
15,211
15,247
15,216
93
220
220
220
220
220
220
220
220
220
220
220
220
220
220
220
220
220
220
220
220
220
220
220
220
220
220
220
220
220
273
273
273
273
273
273
273
273
273
273
273
273
273
273
273
273
273
273
273
273
273
273
273
273
273
273
273
273
273
273
273
273
273
273
273
273
273
273
273
273
273
224
222
225
223
223
222
222
223
221
221
221
222
223
222
221
221
219
220
220
221
221
220
220
220
220
220
219
219
219
233
272
273
275
276
276
277
278
277
278
277
276
275
276
274
275
275
275
275
275
275
275
275
275
275
276
275
276
274
275
275
275
275
275
275
276
275
276
274
275
275
223
222
225
223
222
222
222
223
221
220
220
221
223
222
221
221
219
220
220
221
221
220
220
220
220
220
219
219
219
232
270
271
274
274
274
275
276
276
276
276
275
274
274
273
273
273
274
274
273
273
274
273
273
274
274
274
274
273
274
273
274
273
273
274
274
274
274
273
274
273
APÊNDICE II
___________________________________________________________________________
A Tabela IV apresenta os dados utilizados n desenvolvimento do Experimento_05 no
circuito de medição em tempo real.
Tabela IV. Dados de Condutância, Tempo e Teor de BSW.
Tempo
(min)
0,0
0,5
1,0
1,5
2,0
2,5
3,0
3,5
4,0
4,5
5,0
5,5
6,0
6,5
7,0
7,5
8,0
8,5
9,0
9,5
10,0
10,5
11,0
11,5
12,0
12,5
13,0
13,5
14,0
14,5
15,0
15,5
16,0
16,5
17,0
17,5
18,0
18,5
19,0
19,5
20,0
20,5
21,0
21,5
22,0
22,5
23,0
23,5
24,0
24,5
25,0
25,5
26,0
26,5
27,0
27,5
28,0
28,5
29,0
Condutância
(uS)
1,522
6,530
8,125
8,122
8,157
8,115
8,125
8,118
8,132
8,127
8,135
8,122
8,115
8,112
8,117
8,119
8,119
8,108
8,089
8,095
8,102
8,103
8,115
8,105
8,101
8,113
8,116
8,099
8,105
8,112
8,116
7,815
9,750
9,650
9,852
10,212
10,010
10,080
9,985
9,892
9,991
9,993
9,983
9,986
9,924
9,958
9,985
9,990
10,024
10,008
10,040
10,039
10,047
10,086
10,071
10,069
10,075
10,096
10,039
Condutância_corr.
(uS)
1,021
6,029
7,624
7,621
7,656
7,614
7,624
7,617
7,631
7,626
7,634
7,621
7,614
7,611
7,616
7,618
7,618
7,607
7,588
7,594
7,601
7,602
7,614
7,604
7,600
7,612
7,615
7,598
7,604
7,611
7,615
7,314
9,249
9,149
9,351
9,711
9,509
9,579
9,484
9,391
9,490
9,492
9,482
9,485
9,423
9,457
9,484
9,489
9,523
9,507
9,539
9,538
9,546
9,585
9,570
9,568
9,574
9,595
9,538
94
Volume da amostra
(ml)
900
900
900
900
900
900
900
900
900
900
900
900
900
900
900
900
900
900
900
900
900
900
900
900
900
900
900
900
900
900
900
930
930
930
930
930
930
930
930
930
930
930
930
930
930
930
930
930
930
930
930
930
930
930
930
930
930
930
930
BSW
(%)
0,1
0,1
0,1
0,1
0,1
0,1
0,1
0,1
0,1
0,1
0,1
0,1
0,1
0,1
0,1
0,1
0,1
0,1
0,1
0,1
0,1
0,1
0,1
0,1
0,1
0,1
0,1
0,1
0,1
0,1
0,1
3,2
3,2
3,2
3,2
3,2
3,2
3,2
3,2
3,2
3,2
3,2
3,2
3,2
3,2
3,2
3,2
3,2
3,2
3,2
3,2
3,2
3,2
3,2
3,2
3,2
3,2
3,2
3,2
APÊNDICE II
___________________________________________________________________________
29,5
30,0
30,5
31,0
31,5
32,0
32,5
33,0
33,5
34,0
34,5
35,0
35,5
36,0
36,5
37,0
37,5
38,0
38,5
39,0
39,5
40,0
40,5
41,0
41,5
42,0
42,5
43,0
43,5
44,0
44,5
45,0
45,5
46,0
46,5
47,0
47,5
48,0
48,5
49,0
49,5
50,0
50,5
51,0
51,5
52,0
52,5
53,0
53,5
54,0
54,5
55,0
55,5
56,0
56,5
57,0
57,5
58,0
58,5
59,0
59,5
60,0
60,5
61,0
61,5
62,0
62,5
10,061
10,073
9,331
12,521
13,450
13,725
13,920
14,235
14,353
14,476
14,765
14,950
15,152
15,302
15,295
15,323
15,320
15,354
15,326
15,295
15,298
15,315
15,333
15,362
15,375
15,357
15,329
15,338
15,345
15,370
15,355
15,362
13,200
11,550
9,675
8,450
8,125
7,934
8,032
8,080
7,963
7,934
7,803
7,833
7,785
7,765
7,772
7,763
7,783
7,786
7,778
7,767
7,787
7,756
7,745
7,752
7,763
7,771
7,768
7,772
7,749
7,763
6,959
6,152
5,098
4,175
3,855
9,560
9,572
8,830
12,020
12,949
13,224
13,419
13,734
13,852
13,975
14,264
14,449
14,651
14,801
14,794
14,822
14,819
14,853
14,825
14,794
14,797
14,814
14,832
14,861
14,874
14,856
14,828
14,837
14,844
14,869
14,854
14,861
12,699
11,049
9,174
7,949
7,624
7,433
7,531
7,579
7,462
7,433
7,302
7,332
7,284
7,264
7,271
7,262
7,282
7,285
7,277
7,266
7,286
7,255
7,244
7,251
7,262
7,270
7,267
7,271
7,248
7,262
6,458
5,651
4,597
3,674
3,354
95
930
930
960
960
960
960
960
960
960
960
960
960
960
960
960
960
960
960
960
960
960
960
960
960
960
960
960
960
960
960
960
960
990
990
990
990
990
990
990
990
990
990
990
990
990
990
990
990
990
990
990
990
990
990
990
990
990
990
990
990
990
990
1020
1020
1020
1020
1020
3,2
3,2
6,3
6,3
6,3
6,3
6,3
6,3
6,3
6,3
6,3
6,3
6,3
6,3
6,3
6,3
6,3
6,3
6,3
6,3
6,3
6,3
6,3
6,3
6,3
6,3
6,3
6,3
6,3
6,3
6,3
6,3
9,1
9,1
9,1
9,1
9,1
9,1
9,1
9,1
9,1
9,1
9,1
9,1
9,1
9,1
9,1
9,1
9,1
9,1
9,1
9,1
9,1
9,1
9,1
9,1
9,1
9,1
9,1
9,1
9,1
9,1
11,8
11,8
11,8
11,8
11,8
APÊNDICE II
___________________________________________________________________________
63,0
63,5
64,0
64,5
65,0
65,5
66,0
66,5
67,0
67,5
68,0
68,5
69,0
69,5
70,0
70,5
71,0
71,5
72,0
72,5
73,0
73,5
74,0
74,5
75,0
3,858
3,932
3,948
3,952
3,936
3,929
3,931
3,927
3,924
3,928
3,915
3,922
3,927
3,923
3,908
3,919
3,925
3,929
3,919
3,915
3,924
3,918
3,916
3,922
3,918
3,357
3,431
3,447
3,451
3,435
3,428
3,430
3,426
3,423
3,427
3,414
3,421
3,426
3,422
3,407
3,418
3,424
3,428
3,418
3,414
3,423
3,417
3,415
3,421
3,417
96
1020
1020
1020
1020
1020
1020
1020
1020
1020
1020
1020
1020
1020
1020
1020
1020
1020
1020
1020
1020
1020
1020
1020
1020
1020
11,8
11,8
11,8
11,8
11,8
11,8
11,8
11,8
11,8
11,8
11,8
11,8
11,8
11,8
11,8
11,8
11,8
11,8
11,8
11,8
11,8
11,8
11,8
11,8
11,8
Apêndice III
APÊNDICE III
___________________________________________________________________________
Construção do Condutivímetro “LQP-ITP”
Introdução:
A motivação principal deste desafio era construir um equipamento que fosse capaz
de determinar a concentração de sais diretamente em emulsões de petróleo, não sendo
necessária a diluição da emulsão. Com os conhecimentos adquiridos através da revisão
bibliográfica sobre técnicas de condutivimetria, foi observado que a construção deste
equipamento só seria viável com o auxílio de células especiais (placas sensoras), que fossem
capazes de determinar a resistividade de líquidos isolantes como a emulsão de petróleo. Para
isso, contamos com o apoio do CEPEL (Empresa do Sistema Eletrobrás) que desenvolveu e
nos enviou estas células de medição de resistência elétrica, conforme Figura A.
Figura A. Célula para medição de resistência elétrica desenvolvida no CEPEL.
Logo, foi colocado em prática o desenvolvimento de um projeto que visa à
construção de um gerador de alta tensão AC (corrente alternada) ou DC (corrente direta ou
contínua) capaz de gerar uma tensão de saída, escolhida pelo usuário, de 100, 500 ou 1000V,
a partir de uma tensão de entrada oferecida por uma pilha ou bateria. Em seguida, pensou-se
em um circuito gerador de alta tensão mais compacto e sofisticado, para compor o
“Condutivímetro LQP-ITP”.
98
APÊNDICE III
___________________________________________________________________________
Este projeto foi desenvolvido nas dependências do Laboratório de Engenharia de
Petróleo - LEP (antigo LQP I) - e do Laboratório de Sistemas Coloidais e Dispersões - LSCD
(antigo LQP II) - ambos sediados no Instituto de Tecnologia e Pesquisa (ITP) em Aracaju-SE,
e nas dependências do Laboratório de Físico-Química de Polímeros e Instrumentação LAFIQ
- IMA / UFRJ – sediado Instituto de Macromoléculas Professora Eloisa Mano no Rio de
Janeiro.
Projeto Gerador de Alta Tensão AC/DC.
Este projeto visa à construção de um gerador de alta tensão AC/DC capaz de gerar
uma tensão de saída, escolhida pelo usuário, de 100, 500 ou 1000V, a partir de uma tensão de
entrada oferecida por uma pilha ou bateria.
O objetivo da construção deste gerador de alta tensão é incorporá-lo como fonte de
excitação de um condutivímetro portátil, para aplicações em condutivimetria de óleos.
Especificações:
1 - Saída do gerador: ou 100V, ou 500V ou 1000V, escolhida pelo usuário.
2 - Fonte de Alimentação do Gerador: Pilha ou Bateria portátil.
3 - Controle automático da tensão gerada.
4 - Corrente máxima: cerca de 5mA.
Princípio de Funcionamento:
O princípio de funcionamento consiste em fazer a corrente elétrica contínua passar
de forma pulsada através de um transformador de alta tensão. Os pulsos gerados irão causar
variações no fluxo magnético através do transformador, as quais induzirão uma corrente
alternada de alta tensão no secundário deste transformador. A intensidade desta tensão pode
ser controlada pela freqüência e pelo ciclo ativo destes pulsos.
99
APÊNDICE III
___________________________________________________________________________
A Figura B ilustra o diagrama de blocos deste gerador.
Bateria
transformador
.
chave de corrente
controle
retroalimentação
.
Figura B. Diagrama de blocos do gerador.
Detalhes do Funcionamento:
O gerador de alta tensão é constituído de quatro blocos principais: a unidade de
controle, a chave de corrente, o transformador e a unidade de retroalimentação. A constituição
e o funcionamento destes blocos, bem como considerações sobre a bateria, são apresentados a
seguir.
A chave de corrente
A chave de corrente é o elemento responsável por permitir ou bloquear a passagem
de corrente elétrica através do transformador, sendo constituída por um transistor de efeito de
campo, FET. Este transistor é operado por tensão, podendo ser ligado e desligado milhares de
vezes por segundo, permitindo o controle da corrente elétrica.
O tipo de transistor escolhido, IRF-640, oferece uma resistência mínima à passagem
de corrente entre seus terminais 'drain' e 'source' quando sua entrada, 'gate', encontra-se sob
uma tensão superior a 10V. Com esta tensão de 'gate', o transistor poderá operar sem sofrer
aquecimento, o que economiza energia (essencial para um sistema portátil) e permite
dispensar o dissipador de calor.
100
APÊNDICE III
___________________________________________________________________________
Uma vez que a unidade de controle opera a 5V, foi necessário criar um circuito de
interface entre a unidade de controle e este transistor. A interface, ao receber um sinal de 5V
em sua entrada, apresenta um sinal de 12V em sua saída. Esta interface deve ser capaz de
operar a uma velocidade no mínimo igual à do FET escolhido.
Dois tipos de interface serão testados neste gerador de alta tensão. A primeira
interface, mais simples, será constituída por um acoplador óptico, do tipo 4N25, a qual requer
apenas um resistor como componente externo, podendo ser operado a cerca de 50kHz em sua
configuração mais simples. O segundo tipo de interface é mais sofisticado, sendo constituído
de um circuito integrado TC4427 ou TC4428, capaz de operar em freqüência de até 2MHz.
Esta interface somente será empregada se o tipo mais simples não se mostrar rápido o
suficiente para a finalidade em questão.
O transformador
Transformadores elevadores de tensão possuem um enrolamento primário
constituído por menos voltas de fio do que o enrolamento secundário. Variações de corrente
elétrica no enrolamento primário induzem uma variação de corrente elétrica no secundário,
sendo a tensão elétrica produzida no secundário uma função da taxa de variação da corrente
no primário e da relação entre o número de espiras entre os dois enrolamentos. Na mesma
proporção em que ocorre elevação da tensão, ocorrerá redução da corrente disponível para
uso.
Pode ser usado um transformador abaixador de tensão comum, para esta aplicação,
utilizando seu primário como secundário e vice-versa. É essencial que o transformador
empregado neste projeto possua um isolamento elétrico compatível com a tensão elétrica
obtida em seu secundário.
Serão testados três tipos de transformador neste projeto: um transformador abaixador
de tensão, um flyback de televisão e um transformador específico para alta tensão.
O transformador abaixador de tensão não irá fornecer muito mais do que 400V,
estando abaixo das especificações para este projeto, mas permitirá realizar os testes iniciais
com relativa segurança.
101
APÊNDICE III
___________________________________________________________________________
O flyback de televisão possivelmente será o transformador que dará os melhores
resultados; seus modos de operação são bem documentados e pode ser encontrado facilmente
no comércio; sua principal desvantagem é o fato de seu tamanho não ser muito reduzido.
O transformador específico para alta tensão seria a primeira opção para este projeto,
se não fosse o fato de serem mais difíceis de serem encontrados no comércio e de possuírem
muito pouca documentação. Isto ocorre porque os poucos modelos encontrados no comércio
são destinados à substituição de unidades danificadas em equipamentos comerciais e não ao
mercado de componentes para hobbystas. Assim como os flybacks, estes transformadores
apresentam o isolamento elétrico adequado para trabalhar em alta tensão. Existem alguns
modelos que apresentam a vantagem adicional de possuírem dimensões reduzidas.
Quando do desligamento da chave de corrente, a energia armazenada no enrolamento
primário do transformador precisa ser dissipada, de forma que entre os terminais primários do
transformador será necessário incluir um circuito de proteção, para preservar a integridade da
chave de corrente e do circuito de interface. O circuito de proteção proposto será constituído
por um diodo e um resistor.
A unidade de retroalimentação
A proposta para este circuito elevador de tensão é de que ele opere em malha
fechada, isto é, o circuito de controle deve ser capaz de verificar se a tensão produzida é
aquela desejada e, se não for, deve realizar os ajustes necessários para obtê-la. A unidade
responsável por fornecer ao controle o valor da tensão gerada é a unidade de retroalimentação.
Esta unidade é constituída por um retificador, um divisor de tensão e um conversor analógicodigital. O retificador (quatro diodos de alta tensão) converterá a tensão AC obtida do
transformador em tensão DC, enquanto o divisor de tensão abaixará a tensão retificada até um
nível em que possa ser processada pelo conversor analógico-digital. Este divisor de tensão
consiste em um par de resistores. No arranjo proposto, o conversor analógico-digital está
integrado ao microcontrolador da unidade de controle, não sendo um componente
independente.
102
APÊNDICE III
___________________________________________________________________________
A unidade de controle
A unidade de controle será constituída por um microcontrolador rápido, dotado de
conversor analógico-digital (ADC, para a retroalimentação) e de um gerador de pulsos com
largura modulada (PWM, para o controle da chave de corrente). O microcontrolador pode ser
descrito como um pequeno computador completo, incluindo circuitos que o habilitam a
interagir com o ambiente externo, porém apresentando recursos de processamento limitados,
se comparado aos microprocessadores encontrados em computadores pessoais.
A capacidade do microcontrolador de executar um programa permitirá o controle
ativo da tensão gerada pelo circuito. O microcontrolador utilizará o valor da tensão elétrica
desejada pelo usuário para controlar o acionamento da chave de corrente, ligando-a e
desligando-a com a freqüência e ciclo ativo definidos em uma tabela de valores padrão. A
seguir, o programa irá ler o valor produzido pelo conversor analógico-digital, ligado ao
circuito de retroalimentação, o qual é proporcional ao valor da tensão AC gerada. Se este
valor corresponder a uma tensão AC maior ou menor do que a tensão desejada, o programa irá
alterar a largura dos pulsos de controle (e talvez a sua freqüência), a fim de obter o valor AC
correto. Quando o valor da tensão AC gerada corresponder ao valo desejado, o programa irá
indicar este evento colocando um pino de saída no estado elevado ('1' lógico, 5V), para que a
unidade de leitura de corrente saiba o momento a partir do qual a tensão aplicada encontra-se
estável.
Um segundo conversor analógico-digital poderá ser empregado nas versões mais
avançadas do projeto para verificar se a tensão da bateria do sistema encontra-se acima do
valor mínimo necessário para que seja possível gerar a tensão desejada pelo usuário.
A bateria
As especificações do circuito indicam que o mesmo deverá ser portátil, operando
através de baterias de 9 ou 12V e gerando 1000V a 3mA. Desta forma, incluindo alguma
margem de segurança para compensar as perdas na conversão e o próprio consumo do
circuito, as baterias empregadas deverão ter capacidade de fornecer pelo menos 1200mAh. Os
primeiros testes serão realizados com uma bateria de gel selada de 12V@7Ah.
103
APÊNDICE III
___________________________________________________________________________
Circuito proposto
O circuito apresentado na Figura C representa a proposta inicial para o elevador de
tensão deste projeto. Os detalhes do circuito, tais como os valores exatos de alguns
componentes, serão definidos durante a construção e teste do dispositivo. O circuito nesta
figura não contempla todas as alternativas discutidas no texto. A Figura D apresenta o circuito
da placa de protótipo que será usada inicialmente para a unidade de controle.
Figura C: Circuito do elevador de tensão do tipo flyback.
104
APÊNDICE III
___________________________________________________________________________
Figura D: Circuito da placa de protótipo da unidade de controle.
Relatos Experimentais
(1) O compilador BASCOM-AVR, foi utilizado para a escrita dos programas que irão operar
os microcontroladores utilizados no projeto, foi instalado em um dos computadores do LQP1.
(2) É um problema conhecido do compilador Bascom-AVR a necessidade de se ter um driver
de impressora instalado no computador em uso. É importante observar que a impressora em si
não precisa estar fisicamente conectada ao computador. A fim de evitar este problema, foi
instalado o driver de impressora HP LaserJet II no sistema operacional do PC utilizado. O
driver HP LaserJet II foi escolhido arbitrariamente, pois qualquer das opções disponíveis
serviria.
105
APÊNDICE III
___________________________________________________________________________
(3) Foram selecionadas as opções que permitem ao compilador estabelecer a comunicação
com o microcontrolador a ser gravado. Estas opções incluem a seleção do tipo de
microcontrolador; a freqüência do cristal instalado na placa do microcontrolador; as
características da comunicação serial desejada para o microcontrolador; a definição da
pinagem do LCD na placa do microcontrolador e as características do processo de envio do
programa compilado ao microcontrolador.
(4) Após instalar o programa no PC e ajustar suas opções, foi testado o processo de
compilação. A compilação depende apenas da correta instalação do programa (Bascom-AVR)
e dos recursos disponíveis no computador. A compilação de um programa de teste ocorreu
sem problemas.
(5) A utilização do Bascom-AVR implica na transferência do programa escrito e compilado
para a memória do microcontrolador. Os microcontroladores da família utilizada não
necessitam de um gravador próprio, pois podem receber o programa a ser gravado
diretamente na placa de circuito na qual encontram-se inseridos. Este recurso de gravação
chama-se ‘ISP’, significando ‘in-system-programming’, ou seja, programação diretamente no
equipamento. A transferência do programa é efetuada através de um cabo de gravação
específico para a família de microcontroladores utilizada. O sucesso da gravação do programa
depende da correta instalação do Bascom-AVR; do bom funcionamento do cabo de gravação;
da conexão do cabo de gravação ao PC, através de sua porta paralela; da correta configuração
da porta paralela do PC e do funcionamento da placa que contém o microcontrolador a ser
gravado. Para efetuar o teste de gravação, foram utilizados: um cabo de gravação novo, já
testado (no LAFIQ-IMA/UFRJ) e com funcionamento comprovado, produzido pela
companhia TATO de São Paulo; uma placa de protótipo, contendo um chip AVR AT90s8535,
rodando com um cristal de 8MHz, produzido no LAFIQ-IMA/UFRJ, já testada e em bom
funcionamento, bem como foi verificada a configuração da porta paralela na qual o cabo de
gravação foi inserido. O teste de gravação foi bem sucedido.
(6) Montagem dos componentes na placa geradora de alta-tensão com ‘flyback’. O circuito
gerador de alta tensão com flyback consiste em um circuito microcontrolado, que gera os
pulsos para o acionamento do flyback; um circuito ‘driver’ de potência, que contém uma
chave (IRF 640) operada pelos pulsos recebidos do microcontrolador, e no flyback, o qual
pode ser descrito como um transformador capaz de gerar alta tensão quando sofre variação de
corrente elétrica em seu enrolamento primário – este flyback em particular apresenta um
106
APÊNDICE III
___________________________________________________________________________
diodo em série com sua saída, retificando a corrente elétrica produzida. A placa que opera o
flyback para a geração de alta-tensão, produzida no LAFIQ-IMA/UFRJ, foi populada com os
componentes necessários ao seu funcionamento e conectada ao flyback e ao circuito
microcontrolado que a opera.
(7) Para medir a alta tensão gerada pelo dispositivo, conectou-se o flyback a uma ponta de
prova de alta tensão ICEL KV40 e esta a um multímetro ICEL MD-5770A, Categoria II. A
ponta de prova de alta tensão utilizada permite a medida de tensões elevadas em um
multímetro comum, ao dividir por mil a alta tensão presente entre seus terminais. Esta ponta
de prova permite medidas de tensões tão elevadas quanto quarenta mil volts. A escala
utilizada no multímetro foi de 2V DC, visto que a maior tensão gerada neste dispositivo
encontra-se em torno de 1300V, correspondendo a 1,3V, com a utilização da ponta de alta
tensão.
(8) Teste de alta tensão. O circuito gerador de alta tensão foi alimentado por uma bateria de
gel selada de 12V / 7 Ah. A tensão gerada inicialmente ficou em torno de 1300V DC,
reduzindo-se com o aquecimento do IRF 640, atingindo os 1000V DC e mantendo-se estável
neste valor. O aquecimento do IRF 640 deve-se em grande parte aos pulsos gerados pelo
primário do flyback quando do desligamento da corrente através do mesmo. Este
desligamento induz pulsos de até cerca de 600V sobre o IRF 640. Para proteger este
componente, o circuito conta com um filtro capaz de absorver parte dos pulsos de alta tensão
gerados. Este filtro, no entanto, não consegue remover todos os pulsos, levando a um
aquecimento do IRF 640 e conseqüente aumento de sua resistência interna, o que reduz a taxa
de variação da corrente elétrica através do primário do flyback, reduzindo a tensão produzida
em seu secundário.
(9) Leitura da corrente através do circuito. A saída de alta tensão será ligada em um par de
placas paralelas, produzidas pelo CEPEL, as quais serão mergulhadas em uma solução
eletricamente condutiva. O objetivo deste experimento é a medida da condutividade elétrica
da solução sob teste, sendo necessário para tanto a medida da corrente elétrica circulante pelo
circuito. A fim de medir esta corrente elétrica, foi colocado um resistor em série com o pino
negativo do secundário do flyback, permitindo a medida da queda de tensão sobre este
resistor, através do uso de um multímetro Protek 506 True RMS. Este resistor é chamado de
resistor ‘shunt’. A escolha deste resistor depende da faixa de condutividade prevista para as
soluções sob estudo, das características das placas sensoras e da tensão aplicada sobre estas
107
APÊNDICE III
___________________________________________________________________________
placas. Considerou-se a solução como tendo resistividade ρ igual a 2.108 Ω.cm; a tensão
aplicada V1 como sendo igual a 1000 V; a área da placa sensora igual a (7,0cm x 5,8cm =)
40,6 cm2 e a distância entre as placas igual a 0,3 cm. Com estes dados, calculou-se a
resistência da célula imersa nesta solução como sendo igual a 1,477 MΩ. Para este valor de
resistência da solução, desejando-se obter cerca de 70 V de queda de tensão sobre o resistor
de medida, este último deve apresentar o valor de aproximadamente 100 Ω. Um resistor com
este valor foi então adicionado ao circuito.
(10) As placas construídas pelo CEPEL, de código 040-1, foram conectadas à saída do
sistema de alta tensão. Neste ponto, o sistema consiste no gerador de alta tensão (bateria,
placa AVR para geração de pulsos, driver de potência, flyback com diodo); nas placas
sensoras, que serão mergulhadas na amostra; no multímetro para medida (através da ponta de
alta tensão) da tensão aplicada às placas; no resistor e multímetro para medida da corrente que
passa pelo circuito (através da medida da queda de tensão sobre este resistor e do
conhecimento de seu valor). A partir deste ponto o sistema encontra-se em condições de
realizar as primeiras medidas de condutividade.
(11) O arranjo do circuito.
A Figura E apresenta a montagem experimental, enquanto a Figura F apresenta o arranjo
esquemático do equipamento.
Figura E. Foto ilustrativa do gerador de alta tenção, gerando 1017 V. Não há solução na célula de medida.
108
APÊNDICE III
___________________________________________________________________________
Alta Tensão
-
+
V1
-
+
V2
RSH
+
Figura F. Esquema do equipamento. “Alta Tensão” representa a bateria, o circuito de controle, a placa
driver de potência e o flyback; “RSH” representa o resistor de medida (resistor ´shunt’); “V1” representa o
multímetro para medida da alta tensão aplicada, Icel MD-5770A, ligado a ponta de prova de alta tensão;
“V2” representa o multímetro Protek 506, para medida da queda de tensão sobre RSH e posterior cálculo
da corrente sobre o circuito; as placas verdes representam as placas que serão imersas na solução sob
medida.
109
APÊNDICE III
___________________________________________________________________________
(12) Medidas de condutividade. Foi preparada uma solução de água salina com condutividade
κ igual a 5,5.10-6 S/cm, o que corresponde a uma resistividade ρ (=1/κ) de 1,82.105 Ω.cm.
Lembrando que:
R = ρ.
L
A
Equação i
tem-se que a resistência imposta pelo óleo presente entre as placas ao circuito é de:
R = 1,82.10 5 [Ω.cm].
0,3[cm]
= 1,345kΩ
40,6 cm 2
[ ]
Equação ii
assim, se a tensão aplicada às placas é de 1000 V e o resistor de medida é de 100Ω, a queda
de tensão esperada sobre o resistor de medida, V2, é de:
V2 = V1 .
R SH
(Rx + RSH )
Equação iii
ou seja,
V2 = 1000.
100
= 69V
1,345.10 3 + 100
(
)
Equação iv
O experimento:
A amostra condutiva foi colocada em um recipiente de vidro, em quantidade
suficiente para cobrir a área ativa das placas sensoras, cerca de 400 mL, sendo então ligado o
sistema e a tensão aplicada às placas.
Surpreendentemente, a tensão aplicada às placas, que deveria ser de 1000 V, atingiu
apenas 9 V. O experimento foi repetido três vezes, sempre produzindo tensões abaixo de 11
V.
De posse dos valores medidos de tensão aplicada sobre as placas (V1) e da queda de
tensão sobre o resistor de medida de corrente (V2), calculou-se a condutividade da amostra.
110
APÊNDICE III
___________________________________________________________________________
V1 = 9 V (0,009V [multímetro na escala de 2V], vezes 1000 [ganho da ponta de alta
tensão])
V2 = 0,9 V (multímetro com precisão de uma casa decimal)
⎞
⎛V
R X = RSH .⎜⎜ 1 − 1⎟⎟
⎠
⎝ V2
Equação v
⎛ 9[V ]
⎞
R X = 100[Ω].⎜⎜
− 1⎟⎟ = 900Ω
⎝ 0,9[V ] ⎠
Equação vi
ρ = RX .
ρ = 900[Ω].
Equação vii
[ ]
40,6 cm 2
= 1,218.10 5 [Ω.cm]
0,3[cm]
κ=
κ=
A
L
Equação viii
1
ρ
Equação iv
1
= 8,2.10 −6 [S cm]
5
1,218.10 [Ω.cm]
Equação x
O valor de condutividade, κ, obtido pelo condutivímetro comercial “LabComp 2100”
foi de 5,5.10-6 S/cm, da mesma ordem de grandeza do valor encontrado.
É importante notar, porém, que o cálculo para obtenção da resistividade (Equação
viii) foi realizado considerando a constante da célula como sendo a razão A/L. Na verdade, o
procedimento correto seria utilizar o valor obtido de Rx (equação 6) e a condutividade obtida
no equipamento comercial para determinar a constante da célula. De posse deste valor, outras
medidas de condutividade poderiam ser realizadas, utilizando-se então a constante da célula
obtida experimentalmente. Realizando-se este cálculo, a constante obtida para a célula 040-1
tem o valor de 202 cm, conforme as Equações de xi a xiii. Um resultado mais preciso poderia
111
APÊNDICE III
___________________________________________________________________________
ser obtido repetindo-se o experimento utilizando-se o multímetro para medida de corrente em
uma escala de melhor precisão.
ρ = RX .
A
L
ρ = R X .K cel
→
K cel =
Equação xi
ρ
Equação xii
RX
ρ amostra = 1,81818.105 Ω.cm
Rx=900Ω
Dados para Equação xiii
Kcel=?
K cel =
1,81818.10 5
= 202cm
900
Equação xiii
Não foi possível identificar o motivo pelo qual a tensão gerada foi tão baixa. Porém,
verificamos a tensão da bateria e esta se encontrava reduzida. A bateria foi colocada para
recarregar. Quando a bateria estava completamente carregada pela manhã. O sistema foi
ligado sem amostra na célula de medida e foi capaz de gerar os 1000V especificados. Com a
amostra ela descarregou novamente.
Paralelamente, estava sendo desenvolvido o um circuito gerador de alta tensão mais
compacto e sofisticado. Este novo circuito é chamado de “Circuito Boost”.
Circuito Boost
O “Condutivímetro LQP-ITP” foi projetado para ser um equipamento portátil. Então,
o “Circuito Boost” veio para substituir o primeiro circuito proposto, que utiliza um
transformador (tipo flyback) conectado a um retificador (quatro diodos de alta tensão) que
converte a tensão AC obtida do transformador em tensão DC.
112
APÊNDICE III
___________________________________________________________________________
O circuito Boost tem o mesmo princípio de funcionamento que o primeiro, só que
utiliza componentes mais compactos e funciona só com tensão DC.
A Figura G apresenta o esquema elétrico do circuito Boost para ser impresso na
placa de fenolite. O esquema foi desenvolvido através da ferramenta computacional
conhecida como “ExpressPCB”
Figura G. Esquema elétrico do Circuito Boost.
Relatos Experimentais
(1) Foi comprada e testada a placa comercial ‘AVR-Aplicações e Experimentos’(Figura
H(1.)), produzida pela empresa Symphony de São Paulo. Esta placa conta com um
microcontrolador Atmega16L, rodando com um cristal de 8MHz. Um outro cabo de gravação,
produzido pela Symphony, acompanha esta placa. Esta placa será utilizada no condutivímetro
para promover a interface com o usuário, a seleção de opções de medida, a aquisição dos
valores de tensão e corrente, bem como o cálculo da condutividade da amostra e sua
apresentação ao usuário. Esta placa foi conectada ao PC através do cabo que a acompanha.
113
APÊNDICE III
___________________________________________________________________________
Esta placa foi alimentada por uma fonte de alimentação de 9V/300mA. O processo de
gravação foi bem sucedido.
(2) Foi transferido para a placa comercial ‘AVR-Aplicações e Experimentos’ o programa
desenvolvido no LQP, de acordo com as especificações necessárias, para a operação e
controle desta placa. O programa foi testado, tendo funcionado de acordo com as
especificações.
(3) Foi construída uma placa de circuito para receber o teclado que irá funcionar como
interface com o usuário na placa “AVR- Aplicações e Experimentos”. O esquema do circuito
do teclado foi interpretado, foi feito o arranjo da distribuição dos componentes sobre a placa e
foi planejado o traçado das trilhas do circuito impresso. O desenho da placa foi realizado à
mão, invertido para o lado cobreado da placa e xerografado para que se mantivesse cópias do
mesmo. Finalmente, foi realizada a furação da chapa de cobre em acordo com a posição
planejada para os terminais dos componentes na placa. E em seguida, o traçado das trilhas
sobre a placa de cobre e sua corrosão foi realizado.(Figura H (3.))
(4) Foi feita uma revisão dos componentes da placa de alta-tensão ‘Circuito boost’. Foi
verificado que alguns dos componentes poderiam ser substituídos por outros componentes
com valores mais adequados. Elaborou-se a lista destes componentes para compra.
(5) Foram comprados os componentes indicados, para substituição dos componentes na placa
e para a produção de placas de circuito impresso.
(6) Foi discutido o modo de procurar a pinagem dos componentes nas suas folhas de dados
(‘datasheet’), exemplificando para o caso do FET IRF 740, que opera como chave no circuito
de ‘boost’.
A Figura H ilustra o como está o “Condutivímetro LQP-ITP” até o momento. Também é
possível visualizar os componentes internos:
(1.) Placa comercial ‘AVR-Aplicações e Experimentos’;
(2.) Circuito Boost;
(3.) Teclado;
(4.) Célula desenvolvida elo CEPEL (placas sensoras).
114
APÊNDICE III
___________________________________________________________________________
Figura H. Foto ilustrativa do “Condutivímetro LQP-ITP” e seus componentes até o momento: (1.) Placa
comercial ‘AVR-Aplicações e Experimentos’; (2.) Circuito Boost; (3.) Teclado; (4.) Célula desenvolvida elo
CEPEL (placas sensoras).
(7) Os resultados ainda não foram satisfatórios, tanto para o primeiro circuito proposto (tipo
flyback) quanto para o circuito Boost. Ambos apresentaram problemas. O primeiro, ainda não
foi possível identificar as razões para a forte redução da tensão produzida quando o sistema
está submetido à carga proporcionada pela amostra na célula de medida. E o segundo, as
tensões não estavam estáveis.
115
Baixar