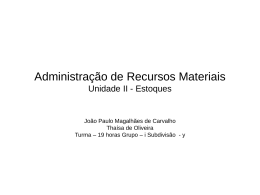
UNIVERSIDADE ESTADUAL DE MARINGÁ DEPARTAMENTO DE ADMINISTRAÇÃO CADERNO DE ADMINISTRAÇÃO DA PRODUÇÃO Gestão Tática e Operacional de Sistemas de Produção Prof. José Paulo de Souza fevereiro/2010 Prof. Dr. José Paulo de Souza Caderno de Administração da Produção Currículo Resumido Prof. José Paulo de Souza Prof. Associado Departamento de Administração/Universidade Estadual de Maringá Formação: Pós-doutor em Administração; FEA/USP, 2008. Doutor em Engenharia de Produção; UFSC; 2002. Mestre em Gestão da Qualidade e Produtividade; UFSC; 1999. Especialista em Gestão da qualidade; UEM; 1995. Graduação em Administração, UEM, 1988. Áreas de Pesquisa: Gestão de operações e logística Gestão da Qualidade Gestão estratégica e competitiva de sistemas agroindustriais Estrutura e estratégia em sistemas produtivos Contato: Departamento de Administração: 3011 4906 [email protected] Prof. Dr. José Paulo de Souza Caderno de Administração da Produção 1 PLANEJAMENTO E CONTROLE DE PRODUÇÃO1 1.1 Introdução Cabe à gestão da produção, em nível operacional e tático, planejar e executar as atividades e tarefas que contribuam para que as estratégias definidas na organização, quanto aos bens e serviços a serem disponibilizados ao mercado, tragam os resultados esperados. Em termos estratégicos varias decisões são necessários em respostas às diversas questões como: O que o mercado quer? Fazer ou comprar? Que tamanho a empresa terá? Qual será a capacidade de produção? Como a capacidade de produção poderá ser reduzida ou ampliada? Essas e outras questões são revisadas continuamente dada à dinâmica presente no mercado, nos regulamentos e nas inovações tecnológicas, as quais impactam na dinâmica operacional da área. Na produção, fatores como custos e qualidade constantemente pressionam gestores e operadores, e, nesse sentido, a variável quantidade se estabelece como importante influenciador. Essas variáveis impactam no lucro econômico ou o lucro contábil, os quais são referencia para se avaliar o quanto as decisões geradas na empresa estão se transformando no resultado desejado. Besanko et al. (2006) observam que, pelo lado do lucro contábil, considera-se o resultado da receita proveniente das vendas menos os custos contábeis. Quanto ao lucro econômico esse se relaciona ao custo de oportunidade, ou a oportunidade de obter lucros mais altos. Nesse caso, as decisões exigem a consideração do lucro econômico, o que não significa que os lucros contábeis não sejam importantes, dado que, embora tratem dos dados passados da empresa, permitem comparações com outras empresas e a medição do desempenho. Ao decidir fazer ou comprar, o gestor deve considerar, de forma estratégica, os custos associados e os retornos a serem obtidos para a empresa. Além disso, o quanto deve produzir e comercializar para não apenas cobrir os custos de produção como para obter os melhores retornos servirá de orientação para o sistema produtivo. Dessa forma, essa decisão estratégica afetará diretamente as atividades em nível tático e operacional e todo o processo de programação da produção e sua estrutura de custos. Nota-se que, ao planejar como serão liberadas as ordens que movimentaram o sistema de produção da empresa os fatores qualidade, quantidade e custos sempre deverão estar em foco. A quantidade a ser produzida no curto e médio prazo é definida pelo denominado Planejamento Mestre de Produção (PMP), já o processo de produção (transformação de matéria-prima; montagem, execução de operações) envolve a chamada Programação da Produção, que funcionam como forma de definir quantidades a serem produzidas de determinado item em dado momento no tempo e permitir seu controle. Sua liberação pode se dar tanto por ordens diretas como por cartões (kanban). Tubino (2000) identifica a organização do planejamento e controle da produção em um fluxo dinâmico, conforme evidencia a Figura 01. 1 O conteúdo desta apostila toma como referência principal a obra de Tubino (2000), principalmente na forma de organização e adoção de modelos quantitativos para o estudo do planejamento de processos produtivos, além do material disponibilizado em sala, durante o curso de mestrado em Engenharia de Produção ministrado pelo autor, na UFSC. Prof. Dr. José Paulo de Souza 3 Caderno de Administração da Produção Pedidos em Carteira Planejamento-Mestre da Produção Plano-Mestre de Produção Proj. Produto Programação da Produção •Administração dos Estoques •Seqüenciamento •Emissão e Liberação de Ordens Proj. Processo Ordens de Compras Departamento de Compras Pedido de Compras Fornecedores Ordens de Fabricação Kanban Estoques Ordens de Montagem Kanban Fabricação e Montagem Clientes Qualidade Quantidade Custos Previsão de Vendas Especificações Procedimentos Plano de Produção Departamento de Marketing Acompanhamento e Controle da Produção Planejamento Estratégico da Produção Avaliação de Desempenho Kanban Figura 01: Atividades do PCP (adaptado de TUBINO, 2000) A discussão envolvendo planejamento e controle apresentada por Slack et al..(1997) toma como consideração a conciliação entre fornecimento e demanda. O projeto definindo a forma física e a estrutura de produção oferece também a identificação dos recursos necessários para produção de forma a ajustá-los aos interesses estratégicos, bem como identificar os limites para desempenho das operações. As estratégias competitivas definem em primeira análise a estrutura produtiva necessário (CHANDLER, 1962) propiciando de forma direta, ou não, o alinhamento com a demanda. Entretanto, os autores observam que as atividades de planejamento e controle estão condicionadas a alguns limites destacando-se: limitações de custos; limitações de capacidade; limitações de tempo; limitações de qualidade. Slack et al..(1997) Os autores observam que a função de planejamento caracteriza uma declaração de intenção sujeita a diferentes níveis de variáveis. Nesse aspecto cabe ao controle a função de lidar com essas variáveis fazendo os ajustes necessários e adequados às demandas e contingências. Nota-se que as alterações resultantes do sistema de controle envolvem aspectos de curto prazo, médio prazo e longo prazo. Conforme os autores, os aspectos de controle crescem de importância na medida em que se aproximam da data do evento ( Figura 02). Na posição de Slack et al. (1997) a eficácia do sistema dependerá tanto da natureza da demanda quanto do fornecimento. Lazzarini, cook e chaddad (2002) tratam as relações dentro desse contexto de Netchain, envolvendo uma condição de dependência seqüencial. Quanto ao fornecimento, a incerteza está notadamente nas atividades com pouca possibilidade de previsibilidade. Em situações razoavelmente previsíveis a necessidade de controle é mínima. Situações com baixos níveis de previsibilidade, por usa vez, demandam um controle mais estreito. No Prof. Dr. José Paulo de Souza 4 Caderno de Administração da Produção caso de demanda incerta, mesmo no curto prazo, esforços na realização de previsão buscando o estabelecimento de padrões ou para influenciar o comportamento da demanda, ajudam a estabilizar o processo produtivo. Em casos em que a demanda é razoavelmente previsível, o processo de planejamento e controle no curto, médio e longo prazo passa a ser factível e com maiores chances de eficácia. Meses/anos Planejamento Médio prazo Dias/semanas/meses horas/dias Longo prazo Controle Curto prazo Fig. 02: Importância do planejamento e controle (SLACK et al., 1997). Condições de demanda dependente e independente, também, exercem no processo de planejamento e controle. A situação dependente identifica uma demanda relativamente previsível, impactando na operação, sendo dependente de um fator conhecido. No caso da independente, a utilização de ferramentas que possam identificar ou viabilizar a realização de previsões baseada, normalmente, em fatos históricos auxiliarão o planejamento e estabelecer quantidades de recursos e programar sua utilização. Esse aspecto impacta diretamente na resposta a ser dada pelo sistema produtivo. Na demanda dependente a operação somente começa quando for necessário, diferente da condição de independência em que o uso de estoques minimizarão os problemas de variação na demanda. Nesse caos impactando tanto nos níve de estoque de matéria prima quanto de produtos em processo e acabados. Nessa condição os autores apontam três diferentes formas de fazer o planejamento e controle da produção: fazer para estoque; fazer contra pedido;obter recursos contra pedido, estabelecendo uma razão P:D (Figura 03). A razão P:D indica o grau de especulação, em que ocorre a expectativa de eventualmente se receber um pedido firme (Figura 03). Nota-se que os aspectos de tempo, volume e qualidade são fatores essências na conciliação do fornecimento e da Demanda. Além disso, essas informações orientação as atividades seguintes envolvendo: o carregamento, em que se define o volume com o qual uma operação produtiva pode atender, 2 podendo ser finito ou infinito ; a seqüência identificando as prioridades na execução das tarefas; a decisão de tempo ou programação para cada tarefa. 2 O carregamento finito identifica a condição em que somente é alocado trabalho ou tarefa a um centro de trabalho até um limite estabelecido, sendo relevante em operações em que é possível ou necessário limitar a carga e em casos em que o custo da limitação não é proibitivo. No carregamento infinito não há limitação para aceitação de trabalho, sendo relevante em operações em que: não é possível limitar a carga; não é necessário limitar a carga; o custo de limitação é proibitivo (SLACK et al., 1997) Prof. Dr. José Paulo de Souza 5 Caderno de Administração da Produção Pedido comprar fazer Demanda Dependente entregar D P a) Fazer-para-estoque Pedido comprar fazer entregar D P b) Fazer-contra-pedido Pedido comprar fazer Demanda Independente entregar D P c) Obter recursos contra-pedido Fig. 03: P e D para os diferentes tipos de planejamento e controle (adaptado de Slack et al. (1997). A análise do ambiente de Planejamento de produção, na percepção de Chase, Jacobs e Aquilano (2006, p. 389) consideram fatores que estão sob controle direto do planejador (fatores internos) e aqueles que estão fora do controle, caracterizando o ambiente externo, embora, em algumas situações, a demanda possa ser administrada (Figura 04). Comportamento dos concorrentes Disponibilidade de matéria-prima Capacidade Externa (subcontratados) Planejamento para a produção Capacidade física atual Mão de obra atual Níveis de estoque Demanda de mercado Condições econômicas Atividades para a produção Fig. 04: Entradas necessárias para o sistema de planejamento de produção (Adaptado de (CHASE; JACOBS; AQUILANO, 2006) Prof. Dr. José Paulo de Souza 6 Externo à Empresa (estrutural ou Sistêmico) Interno à empresa Caderno de Administração da Produção Conforme se verifica, elaborado o planejamento estratégico, um plano tático dinâmico é estabelecido buscando orientar as atividades produtivas. Esse plano se ajusta continuamente aos estímulos e demandas desencadeando respostas em todas as funções organizacionais orientando as ações de curto prazo ou operacionais. O caráter sistêmico é então materializado e as diversas áreas da empresa passam a cumprir sua função. Essa dinâmica se ajusta aos objetivos do sistema de produção quanto a quantidade e possibilidade de variação, bem como do nível de interferência da demanda, sendo que sua escolha impacta, diretamente, na estrutura física a ser adotada no sistema de produção (Figura 05). Volume Baixo Fluxo intermitente Alto Alto Alto Fluxo intermitente Projeto Arranjo físico posicional Arranjo físico Por processo Variedade Labor intensity Alto Customization Baixo Professional Service Service Shop Lote Mass service Arranjo físico celular Contínua Baixo Baixo Massa Arranjo físico por produto Service factory Fluxo contínuo Fluxo contínuo Fluxo regular mais importante (Russell; Taylor III, 2002) figura 05: Variáveis e impacto na estrutura física e classificação dos sistemas de produção (Adaptado de Tubino, 2000 e Russell e Taylor III, 2002) Prof. Dr. José Paulo de Souza 7 Caderno de Administração da Produção 2 PLANEJAMENTO-MESTRE DA PRODUÇÃO (TUBINO, 2000) O Planejamento Mestre da Produção (PMP) caracteriza a atividade de planejamento direcionada a identificar a quantidade de recursos necessários para suportar o processo produtivo durante um período médio de tempo, em função da demanda identificada, e o período para sua disponibilidade. O PMP pode apresentar dupla função para o sistema produtivo: garantir a efetividade do plano estratégico de produção; providenciar adequações decorrentes de variáveis. Sua função está direcionada, dessa forma, a orientar o processo decisório de forma a garantir a efetividade do planejamento estratégico de longo prazo ou antecipar a ocorrência de variáveis que possam dificultar o processo produtivo, buscando ajustar em conseqüência o plano estratégico. No caso do PMP orientado pelo sistema Manufacturing Resources Plane (MRP II) as decisões são tomadas inicialmente considerando-se as previsões de vendas ou os pedidos já confirmados, as quais são confrontadas com os recursos disponíveis (produto acabado, produto em processo, componentes, insumos). Esse aspecto pode definir a necessidade de revisão do PMP ou até a revisão do Planejamento Estratégico definido para a produção quando os recursos disponíveis não suportam as quantias necessárias (Fig. 06). A função tática do PMP propicia condições para que os diversos setores possam atuar de forma sistêmica e providenciar no médio prazo os recursos necessários inerentes à sua função. Os impactos decorrentes do plano podem demandar para esses setores providencias para obtenção de capacidades ou mesmo redefinição de seus planos táticos ou mesmo estratégicos. Longo Prazo Plano de Produção Planejamento-Mestre da Produção PMP inicial Médio Prazo viável não sim PMP final Curto Prazo Programação da Produção Figura 06: hierarquia e dinâmica dos planos nos sistemas produtivos (TUBINO, 2000). 2.1 Elaboração do PMP O PMP diferencia-se do plano de produção sob dois aspectos: o nível de agregação dos produtos e a unidade de tempo analisada. O plano de produção estratégico tratava de famílias de produtos, o PMP, voltado para a operacionalização da produção, trata de produtos individuais. Da mesma forma, enquanto o plano de produção empregava meses, trimestres e anos, o PMP emprega Prof. Dr. José Paulo de Souza 8 Caderno de Administração da Produção uma unidade de planejamento mais curta, normalmente semanas, ou no máximo meses para produtos com ciclos produtivos longos. Dessa forma, na elaboração do PMP estão envolvidas todas as áreas que têm um contato mais direto com a manufatura. Para facilitar o tratamento das informações e, na maioria dos casos, informatizar o sistema de cálculo das operações referentes à elaboração do PMP, empregamos um arquivo com as informações detalhadas por item, que pode ser o produto ou componentes, que será planejado. Neste arquivo constam informações sobre a demanda prevista e real, os estoques em mãos e projetados e a necessidade prevista de produção do item. Na Tabela 01, Tubino (2000) apresenta um PMP para lotes de 100 unidades, com necessidade de reposição quando o estoque chega a zero, enquanto na Tabela 2 o estoque mínimo é de 50 unidades, e na 3, 10 unidades. Isso identifica uma nova orientação estratégica, ou variável, com impacto direto nos custos e dinâmica operacional: a política de estoques, ou a gestão de suprimentos. Nota-se que Correa e Correa (2006) detalham um pouco mais essa planilha, subdividindo a demanda em: demanda independente; demanda dependente; pedidos em carteira; demanda total. Alem disso, incluem na primeira coluna da programação a coluna atrasos, buscando identificar ocorrências que deveriam ter ocorrido e não aconteceram, e um campo denominado, disponível para promessa. Esse campo, segundo os autores, tem afunção de informar ao setores comerciais quais as quantidades, período a período, que podem ser prometidos aos clientes, sem alterar o programa mestre de produção. Tabela 01: Arquivo de PMP com lotes de 100 unidades. Demanda prevista Demanda confirmada Recebimentos programados Estoques projetados 5 PMP 1 50 55 100 2 50 40 julho 3 50 10 4 50 5 1 60 0 agosto 2 3 60 60 0 0 4 60 0 Tabela 02: Arquivo do PMP com lotes de 100 unidades e estoque mínimo de 50 unidades. Demanda prevista Demanda confirmada Recebimentos programados Estoques projetados 5 PMP 1 50 55 100 2 50 40 julho 3 50 10 4 50 5 1 60 0 agosto 2 3 60 60 0 0 4 60 0 Tabela 03: Arquivo do PMP com lotes de 50 unidades e estoque mínimo de 10 unidades. Demanda prevista Demanda confirmada Recebimentos programados Estoques projetados 5 PMP Prof. Dr. José Paulo de Souza 1 50 55 50 2 40 40 julho 3 10 10 9 4 5 5 1 15 0 agosto 2 3 10 40 0 0 4 5 0 Caderno de Administração da Produção Deve ser observado que o PMP é um plano e que sua execução se efetiva a partir das ordens de produção. Nesse caso a ordem de execução trabalhará necessidades reais de produção, considerando, além do lote a ser produzido, o estoque de segurança e o lead time produtivo. 2.2 Itens que entram no plano-mestre de produção Se não tivermos uma quantidade excessiva de produtos acabados que venha a inviabilizar os cálculos, incluímos todos no planejamento. Agora, se a quantidade de produtos acabados for grande, devemos controlá-los através de um programa de montagem final, e deixar para planejar via PMP os componentes do nível abaixo (Figura 7). A idéia é, ao invés de elaborarmos um PMP para cada produto acabado, passaríamos a elaborar um PMP para cada opção de componente, transformando a multiplicação de alternativas em uma soma de alternativas, e o produto acabado seria controlado por fora, com um programa de montagem final, como a escolha pelo cliente. Assim se encarregaria de oito componentes em vez de 18 produtos. Produt o Acabad o Component e A Componen te B Opção 1 (0,10) Opção 2 (0,40) Opção 3 (0,50) Produtos Acabados = 3 x 2 x 3 = 18 variedades Componentes = 3 + 2 + 3 = 8 variedades Compone nte C Opção 1 (0,70) Opção 2 (0,30) Opção 1 (0,20) Opção 2 (0,60) Opção 3 (0,20) Figura 07: Roteiro de Fabricação (TUBINO, 2000) Ex. Para uma previsão de demanda de 500 unidades o PMP seria: Componente A Componente B Componente C Opção 1: 500x0,1= 50 Opção 2: 500x0,4= 200 Opção 2: 500x0,5= 250 Opção 1: 500x0,7= 350 Opção 2: 500x0,3= 150 Opção 1: 500x0,2= 100 Opção 2: 500x0,6= 300 Opção 3: 500x0,2= 100 2.3 Tempo no Plano-mestre de Produção O planejamento-mestre da produção trabalha com a variável tempo em duas dimensões: uma é a determinação da unidade de tempo para cada intervalo do plano; outra é a amplitude, ou horizonte, que o plano deve abranger na sua análise. A determinação dos intervalos de tempo que compõem o PMP dependerá da velocidade de fabricação do produto incluído no plano e da possibilidade prática de alterar o plano. Normalmente trabalham-se com intervalos de semanas. Raramente empregam-se dias, mesmo que os produtos Prof. Dr. José Paulo de Souza 10 Caderno de Administração da Produção sejam fabricados em ritmos rápidos, pois a velocidade de coleta e análise dos dados inviabiliza a operacionalização diária do PMP. Não há necessidade de se usar o mesmo intervalo de tempo para todo o plano. Pode-se começar com semanas, e, a medida em que se afastar da parte firme do plano, passar a usar meses e depois trimestres. O planejamento-mestre da produção desmembra o PMP em dois níveis de horizontes de tempo, com objetivos diferenciados (Figura 08): no nível firme, o PMP serve de base para a programação da produção e a ocupação dos recursos produtivos; no nível sujeito a alterações, o PMP serve para o planejamento da capacidade de produção e Demanda as negociações com os diversos setores envolvidos na elaboração do plano. Dem anda Prevista Dem anda Real PMP Firm e Tem po PMP Flexível Figura 08: Características do PMP conforme a demanda. A parte firme do plano deve abranger no mínimo o tempo do caminho crítico da produção do lote do item que está se planejando. Na Figura 09 verifica-se lote de 20 unidades e a disponibilidade 8 h/dia de trabalho por semana e o caminho crítico é de 19,5 dias (quatro semanas). Montagem do Tp=2h/un Recurso: Montagem Fabricação do Tp=1h/un Recurso: Usinagem Compra da Tp=4dias/l Submontagem do Tp=2h/un Recurso: Montagem Fabricação da Tp=0,5h/un Recurso: Usinagem Compra da Tp=1dia/l Fabricação da Tp=3h/un Recurso: Estamparia Compra da Tp=2dias/l Figura 09: Roteiro de fabricação e tempos padrões de um produto (TUBINO, 2000) Prof. Dr. José Paulo de Souza 11 Caderno de Administração da Produção 2.4 Análise da Capacidade de Produção A análise da capacidade de produção para o plano de produção considerou a possibilidade de trabalhar variáveis de longo prazo. Já as decisões relativas ao PMP envolvem a negociação com variáveis de médio prazo. A função da análise da capacidade produtiva do PMP consiste em equacionar os recursos produtivos da parte variável do plano, de forma a garantir uma passagem segura para sua parte fixa e posterior programação da produção. Rotina de análise da capacidade produtiva do PMP: Identificar os recursos a serem incluídos na análise. Como forma de simplificação pode-se considerar apenas os recursos críticos, ou gargalos; Obter o padrão de consumo da variável que se pretende analisar (horas-máquina/unidade, horas-homem/unidade, m3/unidade, etc.) de cada produto acabado incluído no PMP para cada recurso; Multiplicar o padrão de consumo de cada produto para cada recurso pela quantidade de produção em cada período prevista no PMP; Consolidar as necessidades de capacidade para cada recurso. Em função dos períodos do PMP serem normalmente menores do que o lead time dos produtos incluídos no plano, os padrões de consumo dos recursos devem levar em conta em que período este recurso será acionado quando da programação do produto acabado. Estes padrões de consumo são conhecidos como “perfis de carga unitária do produto”. No exemplo abaixo (Figura 10) verifica-se a perfil de carga unitária do setor de usinagem para o roteiro apresentado na Figura 09. 2 U s in a g e m 1 0,5 h 0 ,5 1h Horas 1 ,5 0 1 2 3 4 P e r ío d o s Figura 10: Perfil de carga unitária para o setor de usinagem. Prof. Dr. José Paulo de Souza 12 Caderno de Administração da Produção A partir dessa definição, podemos calcular a ocupação do setor de usinagem multiplicando as quantidades previstas no PMP pelo perfil de carga unitário do setor de usinagem para este produto, conforme apresentado na Figura 11. julho 1 2 3 20 40 4 1 2 20 20 3 4 40 3 4 20 h 2 20 h 30 h 10 h 1 40 h U s in a g e m 40 h 40 35 30 25 20 15 10 5 0 40 h Horas PMP Agosto 5 6 7 8 P e r ío d o s Figura 11: Ocupação do setor de usinagem. Fazendo o cálculo de ocupação para cada recurso que nos interessa analisar, e confrontando-a com a disponibilidade do recurso, podemos concluir se o PMP que estamos planejando é viável, ou se devemos alterar os planos de alguns produtos para torná-lo viável. O uso dos perfis de carga unitários dos produtos para calcular as necessidades de capacidade de produção é uma forma rápida e simples de validação do PMP. Porém, ela não leva em consideração duas questões importantes: o tamanho dos lotes e os estoques disponíveis das partes componentes. Sua elaboração é essencial para se avaliar, também, as necessidades de expansão da capacidade produtiva, e sua eficácia frente as necessidade da empresa. Exercício 1 Faça o detalhamento do gráfico de ocupação de máquinas do setor de usinagem, analisando sua viabilidade frente à disponibilidade de recursos e um gráfico de ocupação para o recurso de montagem, analisando sua viabilidade. Defina, também, as estratégias a serem adotadas para variação da capacidade produtiva para esses setores. 3 PROGRAMAÇÃO DA PRODUÇÃO Dentro da hierarquia em que estão distribuídas as funções do PCP (Fig. 12), a programação da produção é a primeira dentro do nível operacional de curto prazo, fazendo com que as atividades produtivas sejam disparadas. Prof. Dr. José Paulo de Souza 13 Caderno de Administração da Produção Longo Prazo Plano de Produção Médio Prazo Plano Mestre de Produção Programação da produção Administração de Estoques Seqüenciamento Emissão de ordens Curto Prazo Ordens de Compra s Ordens de Fabricaçã o Ordens de Montagem Figura 12: Hierarquia do sistema produtivo Neste aspecto dois conceitos devem ser apresentados, os quais envolvem as atividades de curto prazo: o de “puxar” e o de “empurrar” a produção (FIGURA 13). Empurrar: elaborar periodicamente, para atender ao PMP, um programa de produção completo, da compra da MP até a montagem do produto acabado, e transmiti-lo aos setores responsáveis através da emissão de ordens. Ë a ótica da programação convencional da produção. Puxar: significa não produzir até que o cliente (interno ou externo) de seu processo solicite a produção de determinado item. Neste caso, a programação da produção usa as informações do PMP para emitir as ordens apenas para o último estágio do processo produtivo, bem como para dimensionar a quantidade de estoques em processo para os demais setores. Quando um cliente precisa de itens, ele retira dos estoques do fornecedor, o que aciona o processo de reposição dos itens consumidos. Programação da Produção OC MP OF OF OM Processo Processo Processo PA Empurrar a produção Programação da Produção OM MP Processo Processo Processo PA Puxar a produção Figura 13: Emissão de ordens no sistema convencional e no sistema JIT. Prof. Dr. José Paulo de Souza 14 Caderno de Administração da Produção Atividades da programação da produção no sistema de empurrar: A administração de estoques está encarregada de planejar e controlar os estoques definindo os tamanhos dos lotes, a forma de reposição e os estoques de segurança do sistema. O seqüenciamento busca gerar um programa de produção que utilize inteligentemente os recursos disponíveis, promovendo produtos com qualidade e custos baixos. A emissão e liberação de ordens implementa o programa de produção, emitindo a documentação necessária para o início das operações (compra, fabricação e montagem) e liberando-a quando os recursos estiverem disponíveis. 3.1 Gestão de Estoques As empresas trabalham com diferentes tipos de estoques que precisam ser administrados, visando a manter a quantidade estritamente necessária ‘a implementação de suas estratégias competitivas. Diversas funções dos estoques podem ser destacadas: Garantir a independência entre etapas produtivas: colocação de estoques amortecedores entre as diversas etapas de produção ou distribuição da cadeia produtiva. Permitir uma produção constante: sistemas que possuem uma variação sazonal em sua demanda ou fornecimento de matéria-prima estocam esses produtos para evitar queda ou interrupção no ritmo da produção. Possibilitar o uso de lotes econômicos: algumas etapas só permitem a produção ou movimentação de lotes maiores do que os necessários para consumo imediato, gerando excedentes. Reduzir os lead times produtivos: permite que os prazos de entrega possam ser reduzidos, através da manutenção de estoques intermediários. Como fator de segurança: buscar prevenir ou minimizar erros de previsão, bem como atrasos inevitáveis ou não. Para obter vantagens de preço: busca prevenir possíveis aumentos de preços, ou obter desconto no preço unitário, adquirindo em maior quantidade. Impossibilidade ou inviabilidade de coordenar suprimento e demanda. Especular com os estoques. Disponibilidade no canal de distribuição (pipeline): algumas situação logísticas demandam que os produtos sejam disponibilizados próximos aos mercados consumidores. 3.1.1 Tipos de estoques: a) Estoques de matérias-primas: busca regular diferentes taxas de suprimentos para o processo de transformação, cuja variação pode ocorrer por diferentes motivos: vendedor pode não ser confiável; o fornecedor pode entregar em quantidades maiores do que as necessárias, gerando estoques; taxa de consumo pode sofrer um crescimento temporário inesperado. b) Estoques de material semi-acabado: regula diferentes taxas de produção entre dois equipamentos subseqüentes, em função de questões de especificação ou temporárias. Prof. Dr. José Paulo de Souza 15 Caderno de Administração da Produção c) Estoques de produtos acabados: regular diferentes taxas de produção do processo e de demanda do mercado. 3.1.2 Classificação dos estoques A classificação dos estoques pode ser implementada através da utilização da curva de Pareto, ou classificação ABC (FIG. 14). Caracteriza a diferenciação de estoques segundo sua maior ou menor abrangência, separando-se os itens por classes de acordo com sua importância relativa. Como princípio estabelece que uma pequena parte de um determinado fator responde por grande parte de um certo problema. Metodologia: a) Preparar uma lista dos itens. b) Calcular a demanda valorizada (demanda x custo unitário)de cada item. c) Arranjar a lista por ordem decrescente de valor de demanda valorizada. d) Calcula-se a demanda valorizada total dos itens. e) Calcula-se a percentagem da demanda valorizada de cada item em relação à demanda valorizada total. f) Estabelecem-se as classes de produtos, conforme critérios de decisão. Exemplo: Item X1 X2 X3 X4 X5 X6 X7 X8 X9 X10 Demanda anual 9.000 4.625 1.075 15.000 59.500 16.000 10.000 4.250 13.500 1.000 1 5 5 2 Custo Unitário 10 4 80 50 1 100 % valor 80 Classe A B C 60 40 C B A 20 % de itens 10 a 20 20 a 30 50 a 70 % do valor 50 a 70 20 a 30 10 a 20 0 0 10 20 30 40 50 60 70 80 90 100 % itens Figura 14: Gráfico ABC para gestão de estoque. Exercício 2 Construa o gráfico acima, detalhando os valores e quantidades, conforme metodologia proposta. Prof. Dr. José Paulo de Souza 16 17 Caderno de Administração da Produção 3.1.3 Modelos de Controle de Estoque A determinação da quantidade do item a ser reposto é relacionada aos custos envolvidos no sistema de reposição e armazenagem, o que pode considerar o lote econômico de compra (Figura 15). Lote Econômico • Básico: – O custo unitário é fixo e a entrega do lote de reposição é realizada uma única vez (lote econômico de compra) 2.D.A Q*= C.I. D= Demanda A= Custo unitário de preparação C= Custo por unidade I= Taxa de encargos financeiros sobre os estoques Figura 15: Lote econômico de compra O estabelecimento da época oportuno para reposição, por sua vez, dependerá do modelo de controle de estoques empregado. Podem ser de dois tipos: • De emissão indireta: envolvem os modelos de controle por ponto de pedido e reposição periódica • De emissão direta: buscam diretamente emitir diretamente as ordens de reposição, baseados na lógica do MRP. O sistema de gestão do sistema também exercera influencia sobre a dinâmica dos estoques, dado a sistema de emissão das ordens, conforme evidencia a Figura 16. MRP Estoque disponível – demanda Necessidade de produção Pedido EDI Produtos/ componentes comprados Kanban Fornecimento JIT Demanda Cartão Fabricados Kanban Fabricação Figura 16: sistema de gestão e formas de emissão de ordens de compra. Prof. Dr. José Paulo de Souza 17 Caderno de Administração da Produção a) Ponto de pedido Consiste em estabelecer uma quantidade de itens em estoque, chamada ponto de pedido ou de reposição, que, quando atingido, dá partida ao processo de reposição do item em uma certa quantidade preestabelecida. A quantidade de estoque no ponto de pedido deve ser suficiente para atender a demanda durante seu temo de ressuprimento, mais um nível de estoque de segurança ou reserva. Q u a ntid a d e Q m ax d Q PP Q s = Q m in T em po t PP = d ⋅ t + Qs PP = Ponto de Pedido; d = demanda por unidade de tempo; t = tempo de ressuprimento; Qs = estoque de segurança. b) Reposição periódica Trabalha no eixo dos tempos, estabelecendo datas nas quais serão analisadas a demanda e as demais condições dos estoques, para decidir pela reposição dos mesmos. Quantidade tr Q max d Q Q s = Q min Tempo t Q = d ⋅ (t r + t ) − Q f − Qp + Qr + Qs Qf = quantidade de saldo final em estoque; Qp = quantidades pendentes de entrega; Qr = quantidade solicitada e não atendida; Qs = estoque de segurança. 3.1.4 Controle de estoques pelo MRP São modelos incorporados a um sistema de informações gerenciais mais amplo que visa integrar os diversos setores da empresa. Considera a dependência da demanda que existe entre itens componentes de produtos acabados. Dessa forma, a partir da quantidade de produtos acabados a serem produzidas período a período, determinado pelo PMP, calcula-se as necessidades brutas por itens dependentes de acordo com a estrutura do produto. Prof. Dr. José Paulo de Souza 18 Caderno de Administração da Produção 3.1.5 Estoques de segurança Estoques projetados para absorver as variações na demanda durante o tempo de ressuprimento, ou no próprio tempo de ressuprimento. 3.2 Seqüenciamento e Emissão de Ordens Escolhida uma sistemática de administração dos estoques, serão geradas, de forma direta ou indireta, as necessidades de compras, fabricação e montagem dos itens para atender ao PMP. A princípio, o seqüenciamento e a emissão de um programa de produção deveria ser uma tarefa simples para o PCP. Porém, dentro da dinâmica empresarial, instabilidades de curto prazo fazem com que a eficiência do sistema produtivo dependa fundamentalmente de um processo dinâmico de seqüenciamento e emissão do programa de produção. Contudo, por mais que se desenvolvam técnicas e softwares que visem acelerar estas atividades, nada substitui a estabilidade e a confiabilidade do sistema produtivo. Por outro lado, muitas destas instabilidades estão relacionadas às características do próprio sistema produtivo com o qual está se trabalhando. 3.2.1 Seqüenciamento nos processos contínuos Para os processos contínuos se propõem a produção de poucos itens, normalmente um por instalação, ps problemas de programação se resumem à definição da velocidade que será dada ao sistema produtivo para atender a determinada demanda estabelecida no PMP. Caso mais de um produto seja produzido na mesma instalação, procura-se atender o PMP com lotes únicos de cada item, devido ao alto custo dos setups dos equipamentos produtivos. 3.2.2 Seqüenciamento nos processos repetitivos em massa O trabalho da programação da produção nos processos repetitivos em massa consiste em buscar um ritmo equilibrado entre os vários postos de trabalho, principalmente nas linhas de montagem, conhecido como "balanceamento" de linha, de forma a atender economicamente uma taxa de demanda, expressa em termos de "tempo de ciclo" de trabalho. Em outras palavras, o balanceamento da linha busca definir conjuntos de atividades que serão executados por homens e máquinas de forma a garantir um tempo de processamento aproximadamente igual (tempo de ciclo) entre os postos de trabalho. Prof. Dr. José Paulo de Souza 19 Caderno de Administração da Produção Admitindo-se que um produto é montado em uma linha que trabalha 480 minutos por dia (8 horas) a partir de seis operações seqüenciais, com os seguintes tempos unitários: Operação 1 Operação 2 Operação 3 0,8 min. 1,0 min. 0,5 min. TP CP= TC 1,0 min. Operação 6 0,5 min. 0,7 min. 480 minutos por dia = 106,6 ≈ 106 unidades por dia 4,5 minutos por unidade C Psup erior = TC = Operação 5 CP = Capacidade de produção por dia; TP = Tempo disponível para a produção por dia; TC = Tempo de ciclo em minutos por unidade; D = Demanda esperada por dia. TP TC = D CPinf erior = Operação 4 4 80 m in uto s p or d ia = 48 0 u nid ades po r d ia 1 ,0 m in uto po r u nid ade 4 8 0 m i n u t o s p o r d ia = 2 , 0 m in u t o s p o r u n i d a d e 2 4 0 u n i d a d e s p o r d ia N minimo = N minimo = ∑t Nmínimo = Número mínimo de postos de trabalho; t = Tempo de cada operação. TC 4,5 minutos por unidade = 2,25 postos 2,0 minutos por unidade Posto 1 = oper. 1 + oper. 2 = 0,8 + 1,0 = 1,8 minutos; Posto 2 = oper. 3 + oper. 4 = 0,5 + 1,0 = 1,5 minutos; Posto 3 = oper. 5 + oper. 6 = 0,5 + 0,7 = 1,2 minutos. I eficiencia = 1 − I eficiencia = 1 − ∑ tem po livre N ⋅ TC ( 2,0 − 1,8) + ( 2,0 − 1,5) + ( 2,0 − 1,2) = 0,75 ou 75% Prof. Dr. José Paulo de Souza 3 ⋅ 2,0 20 Caderno de Administração da Produção 3.2.3 Seqüenciamento nos processos repetitivos em lotes A questão do seqüenciamento em processos repetitivos em lotes pode ser analisada sob dois aspectos (Fig. 17): a escolha da ordem a ser processada dentre uma lista de ordens (decisão 1) e a escolha do recurso a ser usado dentre uma lista de recursos disponíveis (decisão 2). Ordem 1 Ordem 2 Recurso 1 Regras para escolha da ordem Recurso 2 Ordem Escolhida Ordem n Recurso m Fila de Espera Grupo de Recursos Decisão 1 Regras para escolha do recurso Recurso Escolhido Decisão 2 Figura 17: Dinâmica no processo de decisão no Seqüenciamento em lote (TUBINO, 2000). O gráfico de Gantt é um instrumento para a visualização de um programa de produção, auxiliando na análise de diferentes alternativas de seqüenciamento deste programa. O gráfico de Gantt pode ser empregado de diferentes formas, sendo que uma das mais comuns consiste em listar as ordens programadas no eixo vertical e o tempo no eixo horizontal (Fig. 18). Figura 18 : Sistema Preactor para seqüenciamento de produção em lotes. 3.2.3.1 Regras de seqüenciamento As regras de seqüenciamento são heurísticas usadas para selecionar, a partir de informações sobre os lotes ou sobre o estado do sistema produtivo, qual dos lotes esperando na fila de um grupo de recursos terá prioridade de processamento, bem como qual recurso deste grupo será carregado com esta ordem. Prof. Dr. José Paulo de Souza 21 Caderno de Administração da Produção Geralmente, as informações mais importantes estão relacionadas com o tempo de processamento (leadtime) e com a data de entrega, que podem ser estabelecidos tendo por base as informações dos produtos finais ou dos lotes individualmente. Soluções otimizadas empregam a Pesquisa Operacional, principalmente a programação linear. Regras de seqüenciamento Sigla PEPS MTP MDE Especificação Primeira que entra primeira que sai Menor tempo de processamento Menor data de entrega IPI Índice de prioridade ICR Índice crítico IFO Índice de folga Definição Os lotes serão processados de acordo com sua chegada no recurso. Os lotes serão processados de acordo com os menores tempos de processamento no recurso. Os lotes serão processados de acordo com as menores datas de entrega. Os lotes serão processados de acordo com o valor da prioridade atribuída ao cliente ou ao produto. Os lotes serão processados de acordo com o menor valor de: ( data de entrega - data atual) / tempo de processamento Os lotes serão processados de acordo com o menor valor de: data de entrega - IFA ∑ tempo de processamento restante numero de operacoes restante Os lotes serão processados de acordo com o menor valor de: quantidade em estoque / taxa de demanda Índice de falta Regra de Johnson Minimiza o lead time total de um conjunto de ordens processadas em dois recursos sucessivos: Selecionar o menor tempo entre todos os tempos de processamento da lista de ordens a serem programadas nas máquinas A e B, no caso de empate escolha qualquer um; Se o tempo escolhido for na máquina A, programe esta ordem no início. Se o tempo escolhido for na máquina B, programe esta ordem para o final. Elimine a ordem escolhida da lista de ordens a serem programadas e retorne ao passo 1 até programar todas as ordens. Exercício 3 Cinco ordens de fabricação precisam ser estampadas na máquina A e, em seguida, usinadas na máquina B. Os tempos de processamento (incluindo os setups), as datas de entrega (em número de horas a partir da programação) e as prioridades atribuídas a cada ordem são apresentados na tabela abaixo. Identifica a melhor decisão para seqüenciamento das ordens e utilização dos recursos: Ordens OF1 OF2 OF3 OF4 OF5 Prof. Dr. José Paulo de Souza Processamento (horas) Máquina A 5 8 4 2 4 Máquina B 5 6 5 4 3 22 Entrega (horas) Prioridade 15 20 13 10 9 4 1 3 2 5 Caderno de Administração da Produção Regras Seqüências PEPS MTP MDE IPI ICR IFO Johnson OF4 Maq.B OF5 Maq.A OF4 OF5 2 OF3 6 OF1 OF3 OF1 9 10 OF2 OF2 15 20 23 29 Horas Fig. 19: Exemplo de Gráfico de Gantt para a regra MTP. Algumas características importantes com relação às regras empregadas: Regras Leadtime Total (h) Leadtime Médio (h) Atraso Médio (h) Tempo de Espera Médio (h) PEPS MTP MDE IPI ICR IFO Johnson Simplicidade: As regras devem ser simples e rápidas de entender e aplicar; Transparência: A lógica por trás das regras deve estar clara, caso contrário o usuário não verá sentido em aplicá-la; Interatividade: Devem facilitar a comunicação entre os agentes do processo produtivo. Gerar prioridades palpáveis: As regras aplicadas devem gerar prioridades de fácil interpretação. Facilitar o processo de avaliação: As regras de seqüenciamento devem promover, simultaneamente à programação, a avaliação de desempenho de utilização dos recursos produtivos. Prof. Dr. José Paulo de Souza 23 Caderno de Administração da Produção 3.2.4 Teoria das Restrições Tem origem no final da década de 70, quando pesquisadores, procurando alternativas para a lógica convencional de PCP via MRP, desenvolveram o software OPT (Optmized Produtction Technology). Mesmo não obtendo penetração, as questões levantadas pelo software permitiram estruturar para sistemas de programação finita da rede atividades um conjunto de regras ou conceitos (Teoria das restrições). Gargalo é um ponto do sistema produtivo (máquina, transporte, espaço, homens, demanda, etc.) que limita o fluxo de itens no sistema. Pode-se identificar quatro tipos básicos de relacionamento entre recursos gargalos e não-gargalos (Figura 20): Gargalo Não-Gargalo Não-Gargalo Tipo 1 Gargalo Tipo 2 Montagem Gargalo Não-Gargalo Não-Gargalo Tipo 3 Gargalo Tipo 4 Figura 20: Tipos de relacionamento entre recursos gargalos e não-gargalos. Regras: 1 A taxa de utilização de um recurso não-gargalo não é determinada por sua capacidade de produção, mas sim por alguma outra restrição do sistema. 2 Utilização e ativação de um recurso não são sinônimos. 3 Uma hora perdida num recurso gargalo é uma hora perdida em todo o sistema produtivo. 4 Uma hora ganha num recurso não-gargalo não representa nada. 5 Os lotes de processamento devem ser variáveis e não fixos. 6 Os lotes de processamento e de transferência não necessitam ser iguais. 7 Os gargalos governam tanto o fluxo como os estoques do sistema. 8 A capacidade do sistema e a programação das ordens devem ser consideradas simultaneamente e não seqüencialmente. 9 Balanceie o fluxo e não a capacidade. 10 A soma dos ótimos locais não é igual ao ótimo global. Prof. Dr. José Paulo de Souza 24 Caderno de Administração da Produção 3.2.5 Seqüenciamento em serviços (SCHMENNER, 1999). A fila envolve, teoricamente, lotes unitários de produção e, normalmente, atendem ao critério Primeiro que Entra é o Primeiro que Sai (PEPS). Nesse aspecto alguns pressupostos podem ser considerados como: • As pessoas não gostam de esperar; • É importante saber quando a fila vai ficar grande e, se possível, mantenha capacidade excedente; • Se as pessoas tiverem que esperar, você não poderá impressioná-las o suficiente com a qualidade do serviço; • Não é tolerável a quebra de seqüência ou mudanças de procedimentos ou rotinas durante a permanência na fila; • Se for inevitável a espera, pensa em como amenizar ou tornar produtivo o tempo de espera. 3.2.5.1 Problemas da fila de espera Da mesma forma que a má qualidade, a longa espera por um serviço pode destruir o relacionamento da empresa com o cliente. Dessa forma, é essencial saber quando os momentos de pico ocorrerão e até que ponto podem ocasionar a espera do cliente. É importante impedir que longas filas tornem-se rotina, e impeçam a satisfação do cliente. A incerteza estatística ou a variabilidade pode afetar um processo de serviço. Geralmente essas influências podem ser divididas entre aquelas que afetam a demanda do processo e aquelas que afetam a oferta do processo (capabilidade, capacidade, qualidade). Qualquer dessas variabilidades pode levar o processo a perder sua capacidade de produzir com determinado grau de qualidade ou em determinada quantidade. Além disso, a variabilidade pode acarretar rupturas no processo e aumentar a probabilidade de ocorrência de um gargalo significativo. Um aspecto a se entender no que se refere à formação da fila é que, conforme a utilização de um processo aproxima-se de cem por cento, o tempo de espera aumenta em índice crescente (Fig. 21). Tempo de espera Utilização de 100% da capacidade Fig. 21: Tempo de espera versus utilização de capacidade Prof. Dr. José Paulo de Souza 25 Caderno de Administração da Produção Características dos problemas de filas de espera: • Processo de chegada (ou de input) Que tipo de distribuição seguem as chegadas? As pessoas chegam isoladamente ou em grupo? O comprimento da fila funciona como fator inibitório de mais chegadas ou as pessoas que chegam vão simplesmente esperar por sua vez? • Disciplina da fila Primeiro a chegar, primeiro a ser atendido? Aleatório? É permitido que as pessoas que chegam abandonem a fila de espera? • Processo de serviço Que tipos de distribuição de probabilidades descrevem como as chegadas são atendidas pelo processo? A taxa de serviço é uma constante ou é também um evento de estocagem, como a taxa de chegada? Há mais de uma fila? 3.2.5.2 Proposta de tratamento quantitativo Descobriu-se que muitos fenômenos de ocorrência comum aproximam-se de obedecer a um determinado tipo de distribuição de probabilidade chamado distribuição de Poisson. Tomando-se como referência essa distribuição, verifica-se que essa ancora as fórmulas mais simples para se examinar a filas de espera. O desempenho de uma fila de espera pode ser descrito, conforme tabela abaixo, considerando-se que há uma dependência de λ (taxa de chegada) e µ (taxa de serviço). Naturalmente a taxa de serviço deve ser maior que a taxa de chegada, caso contrário, o serviço jamais acompanharia a taxa de chegada, resultando em uma fila cada vez maior. Tabela 1 Fórmulas que descrevem o desempenho de uma fila de espera de canal único e fase com as taxas de chegada e serviço com distribuição de Poisson Média de utilização: λ / µ Número médio na fila de espera: λ2 / (µ(µ – λ) Número médio no sistema: λ (µ – λ) Tempo médio na fila de espera: λ/(µ(µ – λ) Tempo médio no sistema: 1 / (µ – λ) Prof. Dr. José Paulo de Souza 26 Caderno de Administração da Produção Exemplo: O Escritório local do Departamento Estadual de Veículos Automotores era famoso pelas longas e cansativas filas de espera para se obter placas novas ou novas carteiras de motorista. Havia uma fila única no balcão de placas novas e uma fila única no balcão de carteiras de motorista. As pessoas que chegavam ao escritório recebiam senhas e podiam sentar e aguardar onde quisessem. Os funcionários de cada balcão iam chamando o próximo número a ser atendido e as pessoas eram assim atendidas pela ordem. Uma investigação durante toda uma manhã na segunda quinzena do mês revelou que as pessoas eram atendidas a uma taxa de 20 por hora e que estavam entrando na fila a um ritmo de 19 por hora. Qual seria o tempo de espera previsto e o número previsto de pessoas na fila a qualquer dado momento? Tempo médio na fila: λ/(µ(µ – λ) = Comprimento médio da fila: λ2 / (µ(µ – λ) O que seria necessário para reduzir a espera O que seria necessário para reduzir a espera para menos de meia hora? para 15 minutos? Observações importantes: 1) Os aumentos da capacidade têm maior impacto sobre a redução do tempo de espera quando a utilização de capacidade é alta. Quando a utilização de capacidade é menor, os aumentos de capacidade têm menos impacto. 2) Passar de um sistema de canal único para um sistema de canal duplo pode reduzir o tempo de espero de forma desproporcional. É o fundamento lógico dos caixas múltiplos dos restaurantes fast-food e dos bancos, por exemplo. 3) Aumentar a rapidez do serviço pode fazer um trabalho ainda melhor na agilização da passagem das pessoas pelo sistema. Em contraste, com múltiplas linhas de serviço, as pessoas podem esperar menos tempo na fila, embora possam gastar mais tempo no atendimento a elas prestado. Prof. Dr. José Paulo de Souza 27 Caderno de Administração da Produção 3.2.6 Seqüenciamento nos processos por projeto Esta técnica, conforme será visto, permite que os administradores do projeto, em particular o PCP, tenham: Uma visão gráfica das atividades que compõem o projeto; Uma estimativa de quanto tempo o projeto consumirá; Uma visão de quais atividades são críticas para o atendimento do prazo de conclusão do projeto; Uma visão de quanto tempo de folga dispomos nas atividades não-críticas, o qual pode ser negociado no sentido de reduzir a aplicação de recursos, e conseqüentemente custos. Uma rede PERT/CPM é formada por um conjunto interligado de setas e nós (Figura 22): As setas representam as atividades do projeto que consomem determinados recursos (mãode-obra, máquinas, etc.) e/ou tempo, já os nós representam o momento de início e fim das atividades, os quais são chamados de eventos. Os eventos são pontos no tempo que demarcam o projeto e, diferente das atividades, não consomem recursos nem tempo. Os nós são numerados da esquerda para a direita e de cima para baixo. O nome da atividade aparece em cima da seta e sua duração em baixo. A direção da seta caracteriza o sentido de execução da atividade. Exemplo Atividade A B C D E F G Dependência A B B CeD E Nós 1-2 1-3 2-4 3-4 3-5 4-6 5-6 Duração 10 6 7 5 9 5 4 Cedo Tarde 2 A C 7 4 F 5 10 D 1 6 5 B 6 3 E 9 G 4 5 Figura 22: Rede relacionada ao projeto. Prof. Dr. José Paulo de Souza 28 Caderno de Administração da Produção Para cada nó ou evento de uma rede que representa um projeto podemos calcular dois tempos que definirão os limites no tempo que as atividades que partem deste evento dispõem para serem iniciadas. O Cedo de um evento é o tempo necessário para que o evento seja atingido desde que não haja atrasos imprevistos nas atividades antecedentes deste evento. O Tarde de um evento é a última data de início das atividades que partem deste evento de forma a não atrasar a conclusão do projeto. Podemos definir para cada atividade integrante de um projeto quatro tempos que se referem as datas de início e término da atividade, quais sejam: PDI - Primeira data de início; PDT - Primeira data de término; UDI - Última data de início; UDT - Última data de término. O TD (tempo disponível) é o intervalo de tempo que existe entre a PDI e a UDT de uma atividade, ou seja, é o maior intervalo de tempo que uma atividade dispõem para ser realizada, sem alterar o Cedo do evento inicial nem o Tarde do evento final. Para cada atividade constante de um projeto podemos definir quatro tipos de folgas: Folga Total (FT) = TD - t Folga Livre (FL) = (Cedof - Cedoi) - t Folga Dependente (FD) = (Tardef - Tardei) - t Folga Independente (FI) = (Cedof - Tardei) - t) Atividade t A B C D E F G 10 6 7 5 9 5 4 Cedo i f 0 10 0 6 10 17 6 17 6 15 17 22 15 22 Tarde i f 0 10 0 9 10 17 9 17 9 18 17 22 18 22 FT FL FD FI 0 3 0 6 3 0 3 0 0 0 6 0 0 3 0 3 0 3 0 0 0 0 0 0 3 0 0 0 O caminho crítico é a seqüência de atividades que possuem folga total nula (conseqüentemente as demais folgas também são nulas) e que determina o tempo total de duração do projeto. As atividades pertencentes ao caminho crítico são chamadas de atividades críticas, visto que as mesmas não podem sofrer atrasos, pois caso tal fato ocorra, o projeto como um todo sofrerá este atraso. Prof. Dr. José Paulo de Souza 29 Caderno de Administração da Produção Exercício 4 A partir da tabela abaixo monte uma rede CPM e identifique o prazo de conclusão do projeto e seu caminho crítico, bem como as datas cedo e tarde de cada atividade? Análise, também, o comportamento da rede no caso de utilização da Folga Independente para economia de recursos ou uma aceleração em 5 unidades. (2,0) Atividade A B C D E F G Dependência A B B D, C E, F Duração 10 9 15 8 5 8 9 4 LIBERAÇÃO DE ORDENS 4.1 Emissão de Ordens pela Lógica do MRP II Até serem emitidas e liberadas, as ordens são apenas planos que se pretendem cumprir. Uma vez formalizada a documentação e encaminhada aos seus executores, estas ordens entram na esfera operacional do processo produtivo. Ações são tomadas e recursos alocados para a sua efetivação, fazendo com que seja difícil, e anti-econômico, mudanças nesta programação. Desta forma, é conveniente que o PCP antes de formalizar uma programação da produção verifique se todos os recursos necessários para o atendimento destas ordens estejam disponíveis, evitando que ordens sejam emitidas e, por falta de recursos, não sejam atendidas. As ordens de compra são encaminhadas ao Departamento de Compras; As ordens de fabricação e montagem, antes de liberadas, necessitam ser verificadas quanto a disponibilidade de recursos humanos, máquinas e materiais, o que envolve o cálculo de necessidade materiais, conforme exemplo identificado na Tabela 4. Tabela 4: Cálculo das necessidades de materiais (TUBINO, 2000). Q: 300 unid. Item: quadro Período Lead time: 2 semanas Qs: 15 unid. Cod:1100 18 19 20 21 22 23 24 25 Necessidades Brutas 0 200 0 200 0 200 0 200 Reposições 10 10 10 10 10 10 10 10 Recebimentos Programados 0 300 0 0 0 0 0 0 40 130 120 -90 -100 -310 -320 -530 0 0 0 105 10 210 10 210 Estoques Projetados 50 Necessidades Líquidas Liberação Planejada de Ordens 300 300 210-120+15 105+10+210 Prof. Dr. José Paulo de Souza 30 Caderno de Administração da Produção Tubino (2000) apresenta o seguinte exemplo de cálculo das necessidades de materiais, na lógica do MRP. Montagem Final Cod:1000 SM Quadro Cod:1100 SM Roda Dianteira Cod:1200 Aro Dianteiro Cod:1210 Pneu Cod:1220 SM Roda Traseira Cod:1300 Câmara Cod:1230 Aro Traseiro Cod:1310 MP Carbono Cod:1211 Correia Cod:1400 Pneu Cod:1220 Câmara Cod:1230 MP Carbono Cod:1211 Item Código Bicicleta Roda Dianteira Roda Traseira Pneu Câmara Aro Dianteiro Aro Traseiro MP Carbono 1000 1200 1300 1220 1230 1210 1310 1211 Consumo Padrão 1 unid. 1 unid. 1 unid. 2 unid. 2 unid. 1 unid. 1 unid. 0,2 kg/aro. Leadtime (semanas) 1 1 1 2 2 1 1 2 Lote 30 L4L 50 100 50 QPP: 2 sem. QPP: 3 sem. 40 Estoque Segurança 0 0 0 20 10 0 0 0 Item: bicicleta Cod: 1000 Período Demanda Prevista Demanda Confirmada Recebimentos Programados Estoques Projetados 15 PMP Liberação Planejada de Ordens Q: 30 unid. 26 27 20 20 25 18 30 0 20 30 0 30 30 0 28 20 15 0 10 0 30 Qs : 0 unid. 29 30 20 20 10 5 0 0 20 30 30 30 30 0 Leadtime: 1 semana 31 32 33 20 20 20 0 0 0 0 0 0 10 20 30 0 30 30 30 30 0 Item: roda dianteira Cod: 1200 Período Necessidades Brutas Reposições Recebimentos Programados Estoques Projetados 0 Necessidades Líquidas Liberação Planejada de Ordens Q: L4L unid. 26 27 30 0 0 0 30 0 0 0 0 0 0 30 28 30 0 0 -30 30 30 Qs : 0 unid. 29 30 30 0 0 0 0 0 -60 -60 30 0 0 30 Leadtime: 1 semana 31 32 33 30 30 0 0 0 0 0 0 0 -90 -120 -120 30 30 0 30 0 0 Prof. Dr. José Paulo de Souza 31 Caderno de Administração da Produção Item: roda traseira Cod: 1300 Período Necessidades Brutas Reposições Recebimentos Programados Estoques Projetados 40 Necessidades Líquidas Liberação Planejada de Ordens Q: 50 unid. 26 27 30 0 0 0 0 0 10 10 0 0 0 50 28 30 0 0 -20 20 0 Qs : 0 unid. 29 30 30 0 0 0 0 0 -50 -50 30 0 0 50 Leadtime: 1 semana 31 32 33 30 30 0 0 0 0 0 0 0 -80 -110 -110 30 30 0 50 0 0 Item: aro dianteiro Cod: 1210 Período Necessidades Brutas Reposições Recebimentos Programados Estoques Projetados 50 Necessidades Líquidas Liberação Planejada de Ordens QPP: 2 semanas. 26 27 28 0 30 30 5 5 5 0 0 0 45 10 -25 0 0 25 0 30 0 Qs : 0 unid. 29 30 0 30 5 5 0 0 -30 -65 5 35 70 0 Leadtime: 1 semana 31 32 33 30 0 0 5 5 5 0 0 0 -100 -105 -110 35 5 5 10 0 0 Item: aro traseiro Cod: 1310 Período Necessidades Brutas Reposições Recebimentos Programados Estoques Projetados 5 Necessidades Líquidas Liberação Planejada de Ordens QPP: 3 semanas. 26 27 28 0 50 0 5 5 5 30 0 0 30 -25 -30 0 25 5 35 0 0 Qs : 0 unid. 29 30 0 50 5 5 0 0 -35 -90 5 55 115 0 Leadtime: 1 semana 31 32 33 50 0 0 5 5 5 0 0 0 -145 -150 -155 55 5 5 0 5 0 Item: pneu Cod: 1220 Período Necessidades Brutas Reposições Recebimentos Programados Estoques Projetados 20 Necessidades Líquidas Liberação Planejada de Ordens Q: 100 unid. 26 27 0 80 0 0 0 100 20 40 0 0 100 0 28 30 0 0 10 10 0 Qs : 20 unid. 29 30 0 80 0 0 0 0 10 -70 0 80 100 0 Leadtime: 2 semanas 31 32 33 80 0 0 0 0 0 0 0 0 -150 -150 -150 80 0 0 0 0 0 Item: mp carbono Cod: 1211 Período Necessidades Brutas Reposições Recebimentos Programados Estoques Projetados 0 Necessidades Líquidas Liberação Planejada de Ordens Q: 40 Kg. 26 27 7 6 0 0 40 0 33 27 0 0 0 0 28 0 0 0 27 0 40 Qs : 0 Kg. 29 30 37 0 0 0 0 0 -10 -10 10 0 0 0 Leadtime: 1 semana 31 32 33 2 1 0 0 0 0 0 0 0 -12 -13 -13 2 1 0 0 0 0 Prof. Dr. José Paulo de Souza 32 Caderno de Administração da Produção Item: câmara Cod: 1230 Período Necessidades Brutas Reposições Recebimentos Programados Estoques Projetados 60 Necessidades Líquidas Liberação Planejada de Ordens Q: 50 unid. 26 27 0 80 0 0 0 50 60 30 0 0 50 0 Qs : 10 unid. 29 30 0 80 0 0 0 0 0 -80 0 80 100 0 28 30 0 0 0 10 50 Leadtime: 2 semanas 31 32 33 80 0 0 0 0 0 0 0 0 -160 -160 -160 80 0 0 0 0 0 Exercício 5 Faça o cálculo das necessidades de materiais pela lógica do MRP para o seguinte roteiro de fabricação: A B C D E Item: A Período Demanda Prevista Demanda Confirmada Recebimentos Programados Estoques Projetados 25 PMP Liberação Planejada de Ordens Item B Período Necessidades Brutas Reposições Recebimentos Programados Estoques Projetados Necessidades Líquidas Liberação Planejada de Ordens 5 0 11 20 10 20 5 0 12 30 5 5 30 QPP: 2 SEMANAS 10 11 12 0 55 0 0 0 0 Qs : 5 unid. 13 14 25 20 5 25 5 20 Qs: 0 unid. 13 14 0 0 0 0 Leadtime: 2 semana 15 16 17 20 30 30 5 20 5 30 5 30 Leadtime: 1 semana 15 16 17 0 0 0 0 0 0 0 Item: C Período Necessidades Brutas Reposições Recebimentos Programados Estoques Projetados 50 Necessidades Líquidas Liberação Planejada de Ordens Prof. Dr. José Paulo de Souza Q: L4L. 10 15 20 D Q: 100 UNID 10 11 10 12 10 100 10 33 Qs : 0 unid. 13 14 10 10 Leadtime: 2 semanas 15 16 17 10 10 10 Caderno de Administração da Produção Item: D Período Necessidades Brutas Reposições Recebimentos Programados Estoques Projetados 10 Necessidades Líquidas Liberação Planejada de Ordens Q: L4L 10 11 12 0 0 0 0 0 0 Item: E Período Necessidades Brutas Reposições Recebimentos Programados Estoques Projetados Necessidades Líquidas Liberação Planejada de Ordens Q: 50 unid. 10 11 12 0 0 0 0 0 0 Qs : 10 unid. 13 14 0 0 Leadtime: 1 semana 15 16 17 0 0 Qs : 0 unid. 13 14 0 0 0 0 0 0 0 0 Leadtime: 1 semana 15 16 17 0 0 0 0 0 0 0 0 0 4.2 Emissão de Ordens pelo Sistema Kanban O sistema Kanban funciona baseado no uso de sinalizações para ativar a produção e movimentação dos itens pela fábrica. Conforme sua função podem se dividir em dois grupos: kanban de produção; kanban de requisição ou movimentação (TUBINO, 2000). a) Kanban de Produção P rocesso C e ntro de trabalho N o. prateleira estocagem N o. d e item N om e do ite m Ma ter iais ne c es sá rios co digo loc aç ão capa cida de do conten edor N o. de e m issão T ipo de con te n ed or Também chamado de kanban em processo, é empregado para autorizar a fabricação ou montagem de determinado lote de itens, tendo sua área de atuação restrita ao centro de trabalho que executa a atividade produtiva nos itens. Prof. Dr. José Paulo de Souza 34 Caderno de Administração da Produção b) Kanban de Movimentação N o . d e ite m C e n tro d e tra b a lh o p re c ed e n te N o m e d o ite m L o c a ç ão n o e sto q ue c a p ac ida d e d o c o n ten e do r N o. d e e m iss ão T ip o d e c o n te ne d o r C e n tro d e tra b a lh o s u b se q ü e n te L o c a ç ão n o e s to q u e Também chamado de cartão kanban de transporte, retirada ou movimentação, ou simplesmente cartão kanban de requisição, funciona como uma requisição de materiais, autorizando o fluxo de itens entre o centro de trabalho produtor e o centro consumidor dos itens. c) Kanban de fornecedor Nome e código do fornecedor Horários de entregas Centro de trabalho Local estocagem para entrega No. de item Nome do item Ciclo de entregas capacidade do contenedor No. de emissão Tipo de contenedor Sua função é executa as funções de uma ordem de compra convencional, ou seja, autoriza o fornecedor externo da empresa a fazer uma entrega de um lote de itens, especificado no cartão, diretamente ao seu usuário interno, desde que o mesmo tenha consumido o lote de itens correspondente ao cartão. d) Painel Porta Kanbans O sistema kanban tradicional emprega painéis ou quadros de sinalização junto aos pontos de armazenagem espalhados pela produção, com a finalidade de sinalizar o fluxo de movimentação e consumo dos itens a partir da fixação dos cartões kanban nestes quadros. Prof. Dr. José Paulo de Souza 35 Caderno de Administração da Produção peça 1 peça 2 peça 3 peça 4 peça n Urgência Atenção Condições normais de operação 4.2.1 Funcionamento do sistema Kanban De forma simplificada, o sistema apresenta a seguinte dinâmica (Figura 23, 24 e 25). O processo subseqüente (cliente) deve retirar no processo precedente (fornecedor) os itens de sua necessidade apenas nas quantidades e no tempo necessário. O processo precedente (fornecedor) deve produzir seus itens apenas nas quantidades requisitadas pelo processo subseqüente (cliente). Para isso, o sistema kanban deve adaptar-se a pequenas flutuações na demanda, alterando as quantidades no cartão. Painel kanban Produção Painel kanban Produção P1 P2 P3 P1 P2 P3 P P Pn P P P M Estação de Trabalho Posto Precedente M P P P P M P M M M M Estação de Trabalho Posto Subsequente P P M M M 36 M P P P P1 P2 P3 Pn Figura 23: Dinâmica para Kanban de cartão único. Prof. Dr. José Paulo de Souza P Painel kanban Requisição Painel kanban Requisição P1 P2 P3 P M M M P Pn Pn Caderno de Administração da Produção Painel kanban Produção Painel kanban Produção Painel kanban Produção P1 P2 P3 Pn P1 P2 P3 Pn P1 P2 P3 Pn P P P P P P P P Estação de Trabalho Estação de Trabalho P P P Posto Subsequente Posto Precedente P P P P P P P P P P P P Figura 24: Dinâmica para Kanban de dois cartões. F F Painel kanban Produção Painel kanban Fornecedores P1 P2 P3 Pn P1 P2 P3 Pn F F P P P F Estação de Trabalho P F F P P P P F F Supermercado de Matérias-primas Figura 25: Dinâmica para Kanban de Fornecedores. Os pré-requisitos de funcionamento do sistema kanban são as próprias ferramentas que compõem a filosofia JIT/TQC, e que determinam quão eficiente o sistema produtivo é, quais sejam: o Estabilidade de projeto de produtos; o Estabilidade no programa mestre de produção; o Índices de qualidade altos; o Fluxos produtivos bem definidos; o Lotes pequenos; o Operários treinados e motivados com os objetivos do melhoramento contínuo; o Equipamentos em perfeito estado de conservação Prof. Dr. José Paulo de Souza 37 Caderno de Administração da Produção 5 CONTROLE DA PRODUÇÃO O objetivo do acompanhamento e controle da produção é fornecer uma ligação entre o planejamento e a execução das atividades operacionais, identificando os desvios, sua magnitude e fornecendo subsídios para que os responsáveis pelas ações corretivas possam agir. Apesar de teoricamente os recursos necessários para a execução dos planos de produção terem sido planejados e programados pelo PCP, na prática, infelizmente, a ocorrência de desvios entre o programa de produção liberado e o executado é a situação mais comum. Quanto mais rápido os problemas forem identificados, ou seja, quanto mais eficiente forem as ações do acompanhamento e controle da produção, menores serão os desvios a serem corrigidos, menor o tempo e as despesas com ações corretivas. A questão da velocidade com que deve se obter o feedback das informações está associada ao tipo de processo produtivo. 5.1 Elementos essenciais do controle: • Padrões ou objetivos determinados. • Sistema de relatórios. • Interpretação e avaliação das informações geradas. • Ação corretiva. 5.2 Etapas do processo de controle (Fig. 26): a) Estabelecer padrões e métodos para medir o desempenho; b) Medir desempenho; c) Determinar se o desempenho está de acordo com o padrão; d) Iniciar ações corretivas. Início Definir Padrões e metodologia Medir desempenho OK? Não Ações corretivas Sim Não Continuar processo Sim OK? Fim Figura 26: Etapas do processo de controle de produção. Prof. Dr. José Paulo de Souza 38 Caderno de Administração da Produção Princípios fundamentais para um bom sistema de controle: • Deve ser atual e de preferência em tempo real. • Deve desenvolver relatórios sobre todos os objetivos. • Deve fixar-se nos desvios dos objetivos. • Deve refletir individualmente as responsabilidades e os resultados gerais. 5.3 Determinação dos pontos de inspeção: • antes ou depois de operações chaves; • antes de operações onerosas; • onde as operações que se sucedem podem cancelar os defeitos; • na última etapa de qualquer série de operações; • após cada preparação de trabalho; • em qualquer lugar em que se possa tirar amostrar; • no momento de reconcluir as responsabilidades departamentais. 5.4 Tipos de Controle Estratégicos ou táticos Controle pré-ação: controles prévios – prevenir situações antes que ocorram. Controle de triagem: seleciona procedimentos a serem seguidos antes que a operação continue. Controle pós-ação: medir resultados de uma atividade completa. Operacionais Controle preventivo: manutenção. Controle preditivo: segurança. Controle corretivo. Controle de Qualidade e inspeção: estabelecimentos de especificações e padrões: definem as características mensuráveis de um produto e suas tolerâncias. Monitoramento. 5.5 Feedback Em processos contínuos, ou de produção em massa, o feedback das informações deve ser rápido, com coleta de dados em tempo real e acompanhamento on-line, pois em pouco tempo, dado a alta velocidade produtiva, os desvios serão grandes. No outro extremo, nos processos por projeto, o feedback das informações produtivas pode ser semanal ou maior, visto que os ritmos de alterações nas tarefas produtivas são desta magnitude. Entre estes dois extremos, nós temos os processos repetitivos em lotes, em que a freqüência de coleta das informações deve ser compatível com a velocidade de produção dos lotes. Cabe ressaltar que, a não ser que os desvios sejam muito significativos, os replanejamentos devem ser evitados, sendo empregados como último recurso pelo PCP, pois sempre vale a pena exercer esforços para fazer validar os programas preestabelecidos. Uma questão importante quanto a Prof. Dr. José Paulo de Souza 39 Caderno de Administração da Produção validade do programa de produção diz respeito à exatidão e a amplitude dos dados empregados para compor os planos produtivos. Engenharia, Marketing, Compras e o próprio PCP devem fornecer dados realísticos e exatos com relação a tempos padrões, demandas, lead times internos e externos, níveis de estoques, etc. As variações na tolerância dos dados devem ser definidas, permitindo que desvios maiores do que as mesmas gerem relatórios de exceção por parte do acompanhamento e controle da produção, direcionando a atenção dos tomadores de decisão para aquelas ações que se façam necessárias. Apesar do advento de computadores cada vez mais potentes e de softwares sofisticados, a essência do acompanhamento e controle da produção pelo PCP, diz respeito ao emprego de pessoas qualificadas para a identificação das exceções, planos de produção consistentes e ambiente produtivo, organizado e previsível. A máxima de que não devemos informatizar o "caos" é uma realidade, a simples geração de dados não garante controles eficientes. Responsabilidade pelo cumprimento do programa de produção e pelo seu acompanhamento: Em sistemas convencionais o PCP tem responsabilidade direta e exclusiva pela identificação dos problemas que acarretem desvios com relação ao planejado, cabendo aos setores produtivos apenas "esperar" novas instruções que corrijam estes desvios. Em sistemas modernos, baseados na administração participativa dentro da filosofia JIT/TQC, esta responsabilidade é uma atividade conjunta entre o PCP e os participantes do processo produtivo. O programa emitido é acompanhado e controlado pelo PCP através das seguintes funções: Coleta e registro de dados sobre o estágio das atividades programadas; Comparação entre o programado e o executado; Identificação dos desvios; Busca de ações corretivas; Emissão de novas diretrizes com base nas ações corretivas; Fornecimento de informações produtivas aos demais setores da empresa; Preparação de relatórios de análise de desempenho do sistema produtivo. Prof. Dr. José Paulo de Souza 40 Caderno de Administração da Produção REFERÊNCIAS CORRÊA, Henrique L. et al. Planejamento, programação e controle da produção: MRPII/ERP, conceitos, uso e implantação. São Paulo: Atlas, 1997. CORRÊA, L. C.; CORRÊA, C. A. Administração de produção e operações. São Paulo: Atlas, 2006. CHANDLER, A. D. Strategy and structure. Cambridge, MA. MIT Press, 1962. CHASE, R. B.; JACOBS, F. R.; AQUILANO, N. J. Administração da produção e operações. São Paulo: McGraw-Hill, 2006. MELLO, Carlos H. Pereira et al. ISO 9001:2000: sistemas de gestão da qualidade para operações de produção e serviços. São Paulo: Atlas, 2002. MONDEN, Yasuhiro. Sistema toyota de produção. São Paulo: IMAM, 1984. PALADINI, Edson Pacheco. Gestão da qualidade no processo: qualidade na produção de bens e serviços. São Paulo: Atlas, 1995. SCHEMENNER, R. W. Adminsitração de operações em serviços. São Paulo: Futura, 1999. SLACK, Nigel et al. Administração da produção. São Paulo: Atlas, 1997, 2002. TUBINO, Dalvio Ferrari. Manual de planejamento e controle de produção. São Paulo: Atlas, 2000. Prof. Dr. José Paulo de Souza 41
Download