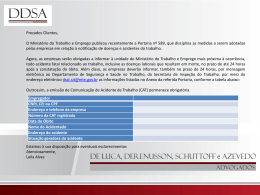
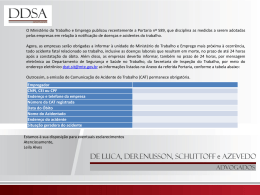
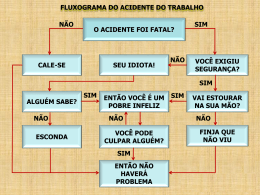
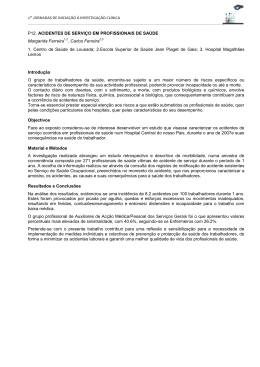
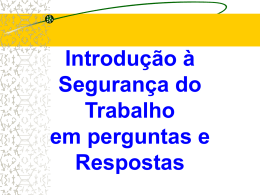
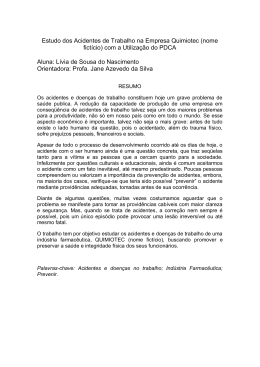
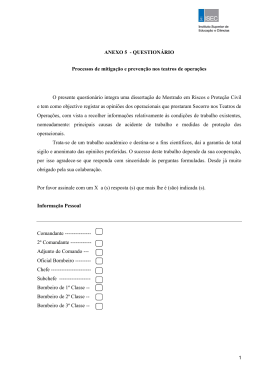
UNIVERSIDADE ESTADUAL DE PONTA GROSSA PRÓ-REITORIA DE PESQUISA E PÓS-GRADUAÇÃO ENGENHARIA DE SEGURANÇA DO TRABALHO LILIAN ANTUNES PINTO ESTUDO DE CASO: AVALIAÇÃO DOS RISCOS DAS ATIVIDADES DO SETOR DE LAMINAÇÃO DE UMA FÁBRICA DE EMBALAGENS CARTONADAS PONTA GROSSA 2009 2 LILIAN ANTUNES PINTO ESTUDO DE CASO: AVALIAÇÃO DOS RISCOS DAS ATIVIDADES DO SETOR DE LAMINAÇÃO DE UMA FÁBRICA DE EMBALAGENS CARTONADAS Trabalho de Conclusão de Curso de Especialização apresentado para obtenção do título de Engenheiro de Segurança do Trabalho na Universidade Estadual de Ponta Grossa, Pró Reitoria de Pesquisa e Pós Graduação. Orientador: Prof. Amorim Junior. PONTA GROSSA 2009 Irineu Gomes de 3i Este trabalho é dedicado aos meus familiares que abriram mão da minha companhia em diversos momentos e que me apoiaram nos momentos em que tudo parecia impossível de ser realizado. 4ii AGRADECIMENTOS Agradeço primeiramente a Deus, pela oportunidade de participar do curso de Pós Graduação em Engenharia de Segurança do Trabalho pela Universidade Estadual de Ponta Grossa. A minha mãe Marly pelo incentivo, meu irmão Leandro pelo carinho e orientação, ao meu marido Armando pela dedicação, ajuda e paciência e demais familiares que me apoiaram e entenderam minha ausência em certos momentos. Agradeço em especial a meu orientador professor Irineu Gomes de Amorim Junior que soube conduzir as diretrizes para este trabalho. A coordenação e demais professores do curso que nos estimularam a realização de trabalhos que proporcionaram entendimento e conhecimento em questões ambientais. Agradeço a empresa que me forneceu material para realização deste trabalho de conclusão, através de seus representantes Vladimir Bosio, Juliano Almeida, Marilei Silva, Jorge Escandelari e demais colegas que compartilharam comigo informações. E, a todos que torceram por mim, direta e indiretamente. iii5 RESUMO A análise de risco possui grande importância na manutenção da segurança durante a execução de atividades produtivas, através dela é possível obter a identificação de cenários onde poderia vir a ocorrer acidentes, a provável freqüência com que estes acidentes poderiam acontecer e a gravidade dos acidentes que aconteceriam se medidas preventivas e controles técnicos não sejam implementados. Com base nisto, o presente trabalho apresenta conceitos utilizados para identificar os riscos e eliminá-los, neutralizá-los ou minimizá-los garantindo a segurança e a integridade física dos trabalhadores de uma indústria de embalagens cartonadas longa vida e, avaliar a ferramenta utilizada para identificar os riscos das atividades do setor de laminação desta empresa. Palavras chave: Análise de risco, segurança, acidentes. iv6 ABSTRACT The Risk analysis has great importance in maintaining security during the execution of productive activities, through it is possible to identify scenarios where accidents might occur, the probable frequency with which these accidents could happen and severity of accidents that could happen if preventive measures and technical controls are not implemented. On this basis, this research presents concepts used to identify risks and eliminate them, neutralize them or minimize them ensuring the safety and physical integrity of workers in an industry of long-life carton packaging, and evaluate the tool used to identify risks of activities of the lamination sector of this company. Keywords: Risk analysis, safety, accidents. 7v LISTA DE ILUSTRAÇÕES Figura 1 – Pirâmide de Frank Bird (SOUZA, 1995). .................................................. 14 Figura 2 – Visão da DuPont Safety Resource baseada na pirâmide Frank Bird (CARVALHO, 2009). .......................................................................................... 15 Figura 3 - Roteiro de Implementação do FMEA (MORETTI, BIGATTO, 2009). ........ 21 Figura 4 – Ciclo PDCA (MARTINS, 2001). ................................................................ 22 Figura 5 – Modelo de sistema de gestão da segurança e saúde do trabalho para Norma OHSAS (ABS QUALITY EVALUATIONS, 2008). ................................... 27 Figura 6 – Estrutura de formação de uma embalagem cartonada longa vida (TETRA PAK, 2009a). ...................................................................................................... 36 Figura 7 – Estrutura organizacional da empresa. ...................................................... 37 Figura 8 – Acidentes ocorridos nas áreas do processo de fabricação de embalagens cartonadas longa vida. ....................................................................................... 45 Figura 9 – Incidentes ocorridos nas áreas do processo de fabricação de embalagens cartonadas longa vida. ....................................................................................... 45 Figura 10 – Ocorrências inseguras ocorridas nas áreas do processo de fabricação de embalagens cartonadas longa vida. ................................................................... 46 8vi LISTA DE TABELAS Tabela 1 - Distribuição das atividades de acordo com os níveis de risco. ................ 47 Tabela 2 – Relação entre níveis de risco (NR) e supostos danos ao realizar uma atividade. ............................................................................................................ 47 Tabela 3 – Relação entre os danos e a gravidade dos riscos. .................................. 48 Tabela 4 – Relação da classificação das condições de perigo com as gravidades dos danos. ................................................................................................................ 49 vii9 LISTA DE SIGLAS OHSAS NBR DNV FMEA HAZOP APR NR APP RPN PDCA ISO CONFEA SESMT CIPA IAR IAOT Occupational Health and Safety Assessment Series Denominação de norma da Associanção Brasileira de Normas Técnicas (ABNT) Det Norske Veritas Failure Modes and Efects Analysis Hazard and Operability Studies Analise Preliminar de Risco Norma Regulamentadora do Ministério do Trabalho ou Nível de Risco, conforme orientações no texto Análise Preliminar de Perigo Risk Priority Number Denominação da sigla Plan, Do, Check, Action International Organization for Standardization Conselho Federal de Engenharia, Arquitetura e Agronomia Serviço Especializado em Engenharia de Segurança e Medicina do Trabalho Comissão Interna de Prevenção de Acidentes Identificação e Análise de Risco Identificação e Análise de Ocorrência do Trabalho viii 10 SUMÁRIO 1. INTRODUÇÃO .................................................................................................................... 11 2. OBJETIVO ........................................................................................................................... 12 3. JUSTIFICATIVA ................................................................................................................. 12 4. REVISÃO DE LITERATURA ............................................................................................ 13 4.1 Pirâmide de Frank Bird .................................................................................................. 13 4.2 Conceitos relevantes ....................................................................................................... 15 4.2.1 Acidentes ................................................................................................................. 15 4.2.2 Incidentes ................................................................................................................. 15 4.2.3 Análise de risco ....................................................................................................... 16 4.2.4 Risco ........................................................................................................................ 17 4.3 Algumas ferramentas utilizadas para analise de risco .................................................... 19 4.3.1 APP (Análise Preliminar de Perigo) ........................................................................ 19 4.3.3 HAZOP (Hazard and Operability Studies) ............................................................. 20 4.3.4 FMEA (Failure Modes and Effects Analisys) ......................................................... 20 4.3.6 PDCA (plan, do, check and action)......................................................................... 21 4.3.7 Árvore de Causas ..................................................................................................... 23 4.4 Principais documentos que auxiliam a gestão da análise de risco .................................. 24 4.4.1 NBR 14280 – Cadastro de acidentes do trabalho – procedimento e classificação .. 24 4.4.2 OHSAS 18001 ......................................................................................................... 26 4.4.3 Sistema DNV ........................................................................................................... 27 4.4.4 BS 8800 ................................................................................................................... 28 4.5 Funções técnicas na Segurança e Medicina do Trabalho ............................................... 29 4.5.1 Formação do SESMT .............................................................................................. 29 4.5.2 Atribuições do Engenheiro de Segurança ................................................................ 31 4.5.3 Atribuições do Técnico de Segurança ..................................................................... 32 5. METODOLOGIA................................................................................................................. 34 6. ESTUDO DE CASO ............................................................................................................ 35 6.1 Embalagens Longa Vida................................................................................................. 35 6.2 Estrutura organizacional da empresa .............................................................................. 36 6.2.1 Principais processos da fabricação de embalagens cartonadas longa vida ......... 37 6.3 Identificação e análise de risco (IAR) ............................................................................ 39 6.4 Analise de ocorrências inseguras (IAOT) ..................................................................... 44 6.5 Identificação da área de estudo...................................................................................... 44 7. RESULTADOS E DISCUSSÃO ......................................................................................... 46 7.1 IAR da Laminadora ........................................................................................................ 46 8. CONCLUSÕES .................................................................................................................... 49 9. REFERÊNCIAS ................................................................................................................... 51 11 1. INTRODUÇÃO Segundo a norma OHSAS 18001 (ABS QUALITY EVALUATIONS, 2008) risco é a combinação entre a probabilidade de ocorrência de um evento com a gravidade da lesão que poderá ser causada. Levando em consideração este conceito faz-se relevante o uso da análise de riscos de atividades desenvolvidas por trabalhadores, visto que assim seja possível avaliar o grau de exposição e alinhar medidas preventivas para evitar danos aos funcionários no desenvolvimento de suas funções. Os riscos devem ser eliminados, neutralizados e minimizados, de forma que atendam às necessidades dos trabalhadores, para diminuir a possibilidade de ocorrência de acidentes. Geralmente as empresas se baseiam em normas de segurança como a OHSAS 18001, a BS 8800, no sistema DNV e em ferramentas como FMEA, HAZOP e APR para montar programas que avaliem suas atividades e identifiquem os riscos aos quais seus colaboradores ficam expostos durante o exercício de suas funções e, buscam promover campanhas de conscientização e desenvolvimento de projetos que melhorem as condições de trabalho e aumentam a segurança para os trabalhadores. A identificação dos riscos existentes nas atividades executadas por trabalhadores tende a promover a proteção para os colaboradores e para os bens da empresa, através do controle dessas atividades que podem vir a acarretar acidentes ou incidentes e da implementação de melhorias que visem aumentar a segurança na sua realização. Análises de risco são elaboradas através de um conjunto de técnicas que avaliam o ambiente de trabalho, as atividades desenvolvidas e que identificam 12 qualitativamente e quantitativamente os riscos envolvidos para os participantes do processo de forma direta e indireta (população vizinha). Através da análise de riscos é possível obter a identificação de cenários onde poderiam vir a promover acidentes, a provável freqüência com que estes acidentes poderiam acontecer e a gravidade com que eles aconteceriam se medidas preventivas e controles técnicos não sejam implementados. 2. OBJETIVO O presente trabalho se propõe a avaliar as ferramentas utilizadas para identificar os riscos das atividades do setor de laminação de uma indústria de embalagens cartonadas longa vida e compará-los aos riscos causadores de acidentes e incidentes nesta área produtiva. 3. JUSTIFICATIVA Análise de risco é usada por diversos profissionais das áreas de higiene, saúde e segurança do trabalho como base para o gerenciamento dos riscos ocupacionais, envolvendo decisões e ações que ocorrem nas empresas para prevenir os riscos nos locais de trabalho (PORTO, 2000). A análise de risco é caracterizada por ser uma metodologia que visa entender os efeitos à saúde provenientes de exposições as quais os trabalhadores ficam expostos durante o exercício de suas atividades (PORTO, 2000). Este assunto foi escolhido como alvo deste trabalho por sua aplicabilidade na identificação dos riscos das atividades envolvidas nos processos de produção de embalagens cartonadas longa vida, sendo utilizado na empresa em questão como 13 uma das principais ferramentas de controle dos perigos aos quais os trabalhadores são expostos. 4. REVISÃO DE LITERATURA 4.1 PIRÂMIDE DE FRANK BIRD Segundo Bitencourt e Quelhas (1998) os conceitos de segurança no Brasil surgiram em 1956 com George Bauer quem começou a escrever sobre acidentes e doenças do trabalho. Antes disso, em países da Europa já havia publicações que falam sobre as relações entre trabalho e doenças relacionadas. Nos Estados Unidos da América, entre os anos de 1967 e 1968, surgiu estudo muito utilizado nos dias de hoje em diversas empresas. Nesta época Frank Bird desenvolveu pesquisa onde analisou 297 companhias, totalizando cerca de 170.000 trabalhadores; foram registrados 1.753.498 acidentes. A partir desses dados Frank Bird concluiu que a cada 600 incidentes sem danos pessoais e/ou materiais acontecerá 1 acidente que incapacite o trabalhador (BITENCOURT E QUELHAS, 1998). Na Figura 1 observa-se os resultados apresentados segundo os estudos realizados por Bird. A principal finalidade desta pesquisa foi reduzir ou eliminar as perdas dos acidentes com danos materiais, sem descuidar dos acidentes com danos pessoais (SOUZA, 1995). 14 Figura 1 – Pirâmide de Frank Bird (SOUZA, 1995). Alguns anos após as colocações de Frank Bird, estendendo sua visão, o canadense John Fletcher 1 , englobando as relações de proteção ambiental, de segurança patrimonial e de segurança do produto propôs novo estudo revelando que a cada lesão séria que originou morte ou longo período de tratamento, aconteceram dez ocorrências com lesões leves e trinta acidentes que levaram a danos a propriedade (CARVALHO, 2009). Outra proposta a ser considerada é a da DuPont Safety Resources (companhia mundial com 30 anos de experiência em consultoria de segurança do trabalho), que montou uma pirâmide baseada na de Frank Bird como uma relação que considera os milhares de desvios de padrões que são detectados no dia-a-dia (Figura 2). De acordo com esta visão os incidentes devem ser investigados para evitar que outras ocorrências aconteçam, funcionando como aviso. A eliminação ou o controle de todos os incidentes deve ser preocupação principal de todos aqueles que dedicam esforços para prevenir acidentes no ambiente de trabalho (CARVALHO, 2009). 1 John Fletcher – propôs em 1970 a Teoria do controle total de perdas, partindo do pressuposto de que os acidentes que resultam em danos às instalações, aos equipamentos e aos materiais têm as mesmas causas básicas do que os que resultam em lesões, sendo que o objetivo do Controle Total de Perdas é o de reduzir ou eliminar todos os acidentes que possam interferir ou paralisar o sistema. 15 Figura 2 – Visão da DuPont Safety Resource baseada na pirâmide Frank Bird (CARVALHO, 2009). 4.2 CONCEITOS RELEVANTES 4.2.1 Acidentes Segundo a Lei 8213 de 14/08/1991, no Artigo 19 define-se acidente de trabalho como sendo aquele ocasionado pelo exercício do trabalho a serviço da empresa, provocando lesão corporal ou perturbação funcional que cause a morte ou a perda ou redução, permanentemente ou temporária, da capacidade para o trabalho (BRASIL, 2008a). No Brasil, os acidentes de trabalho representam a perda de milhares de vidas todos os anos, além de deixar dezenas de milhares de trabalhadores incapacitados permanentemente, é causa de grandes acarretando em grandes prejuízos financeiros e previdenciários. 4.2.2 Incidentes problemas sociais, 16 Também chamados de quase acidentes, os incidentes são ocorrências que não resultaram em lesão ao trabalhador, mas que apresentam um potencial de risco porque poderiam ter provocado lesão e/ou dano material (MAHLE, 2009). Os incidentes de processo ou desvio operacional que resultem ou possam resultar em ocorrências com maior gravidade devem ser analisados. Esta análise deve seguir diretrizes e critérios e todo o processo deve ser documentado. As recomendações provenientes da investigação do incidente devem ser implementadas e divulgadas no ambiente de trabalho, de forma que sejam evitadas novas ocorrências similares (SERPA, 2000). 4.2.3 Análise de risco A análise de risco pode ser definida como um conjunto de técnicas ou métodos aplicados às atividades de trabalho proporcionando identificar e avaliar qualitativamente e quantitativamente os riscos inerentes a essas atividades e que implicam em riscos para a população vizinha, ao meio ambiente e à própria empresa. Através da análise de risco é possível identificar o cenário de acidentes, suas freqüências de ocorrência e a magnitude das possíveis conseqüências (FEPAM, 2001). A análise de risco é essencialmente uma ferramenta que deve ser incorporada ao dia-a-dia dos trabalhadores, o conhecimento e a participação efetiva dos mesmos, já que são eles que realizam as atividades cotidianas e sofrem seus efeitos. O principal foco da análise de riscos é a prevenção (PORTO, 2000). Infelizmente não são todas as empresas brasileiras que se utilizam a prática da análise de risco, em muitas delas, somente após a ocorrência de acidentes e/ou doenças graves é que são tomadas atitudes de segurança (PORTO, 2000). 17 Dentre as metodologias utilizadas para análise de risco de atividades e funções podem ser citadas a APR (Análise Preliminar de Risco), APP (Análise Preliminar de Perigo), HAZOP (Hazard and Operability Studies), FMEA (Failure Modes and Efects Analysis), PDCA (Plan, Do, Check, Action), entre outros. 4.2.4 Risco A palavra risco possui um amplo significado podendo ser entendida como perigo, dano, perda, entre outros. Para este trabalho o significado que mais se identifica é o que diz respeito ã saúde e segurança dos trabalhadores; ou seja, a possibilidade de que algum elemento ou circunstância em um dado processo ou ambiente de trabalho venha causar dano a segurança e bem estar dos trabalhadores (PORTO, 2000). Os riscos ocupacionais podem ser classificados como riscos físicos, químicos, biológicos, ergonômicos e de acidentes. Entre os principais riscos físicos podem ser encontrados: Ruído – pode causar a redução na capacidade auditiva dos trabalhadores. Segundo a NR15 2 , o limite de exposição de trabalhadores para 8 horas diárias sem a utilização de EPIs é de no máximo 85 decibéis. Vibrações mecânicas – são divididas em vibrações localizadas, que podem causar problemas neurovasculares, osteoporose e problemas nas articulações e vibrações de corpo inteiro, onde os trabalhadores ficam expostos causando problemas na coluna vertebral, dores lombares, rins, etc. 2 Ministério do Trabalho – Norma Regulamentadora 15 18 Temperaturas extremas – são relacionadas as condições térmicas podendo ser classificadas em calor intenso e frio intenso. Pressões atmosféricas anormais – caracterizadas em trabalhos submersos, onde podem ocorrer intoxicações e doenças descompressivas como embolia. Radiações ionizantes - são provenientes de materiais radioativos como é o caso dos raios alfa, beta e gama ou são produzidos artificialmente em equipamentos como o caso do raio x. Podem provocar diversos males à saúde, comprometendo, inclusive, gerações futuras. Radiações não ionizantes – provenientes de natureza eletromagnética como radiações infravermelhas, ultravioleta, laser, microondas. Este tipo de radiação pode causar queimaduras na pele e nos olhos que podem ser bastante graves. Umidade - contato prolongado da pele, mãos, pés ou qualquer parte do corpo com água ou outros líquidos, podendo eliminar a membrana protetora da pele que ficará exposta à penetração de agentes nocivos causadores de doenças. Os riscos químicos podem ser identificados através da presença de agentes que causam doenças pela ação química sobre o organismo dos trabalhadores. São encontrados em qualquer um dos estados: sólido, líquido ou gasoso, penetrando no organismo pelas vias respiratórias, nas formas de poeira, fumos, névoas, neblinas, gases ou vapores (PORTO, 2000). Microorganismos causadores de doenças, conhecidos como riscos biológicos, podem estar presentes em alguns ambientes aos quais os trabalhadores 19 possam estar em contato. Entre os agentes que podem causar doenças encontramse as bactérias, os parasitas, os vírus, os fungos e os protozoários. Os riscos mecânicos caracterizam-se por causarem lesões nos trabalhadores como cortes, fraturas, escoriações, etc. Causadores de doenças, os riscos ergonômicos são provenientes de atitudes e hábitos profissionais prejudiciais à saúde (PORTO, 2000). 4.3 ALGUMAS FERRAMENTAS UTILIZADAS PARA ANÁLISE DE RISCO 4.3.1 APP (Análise Preliminar de Perigo) É identificado por ser uma metodologia indutiva e estruturada para identificar o potencial riscos decorrente da instalação de novas unidades e novos projetos de operação da empresa, também pode ser chamada de APR (análise preliminar de risco). Através desta metodologia são examinadas as maneiras pelas quais a energia ou o material de processo pode ser liberado de forma descontrolada, identificando para cada perigo existente suas causas, seus métodos de detecção e os seus efeitos sobre os trabalhadores, sobre a população circunvizinha e sobre o meio ambiente (AGUIAR, 2009). Esta metodologia normalmente é empregada para início do desenvolvimento de projetos, quando apenas os elementos básicos do sistema e os materiais estão definidos, ajudando a selecionar as áreas da instalação nas quais outras técnicas mais detalhadas de análise de risco. Esta análise pode ser precursora de outras metodologias (AGUIAR, 2009). Entre as etapas que compreendem a APP estão as definições dos objetivos: Determinar quais os perigos existentes durante uma operação; 20 Desenvolver recomendações, especificações e critérios a serem seguidos; Ações iniciais para o controle de um perigo em particular; Identificação de responsabilidades técnicas e gerenciais para a ação e aceitação de riscos; Determinação da magnitude e complexidade dos problemas de segurança (CAMARGO; ALMEIDA; CUGNASCA, 2006). 4.3.2 HAZOP (Hazard and Operability Studies) Esta técnica é denominada como estudo de perigo e operabilidade das instalações da empresa e visa investigar cada parte do processo para descobrir todos os possíveis desvios das condições normais de operação, identificando as causas responsáveis pelos desvios e as possíveis conseqüências. Após a identificação dos riscos a metodologia prevê a sugestão para controlar e/ou eliminar os perigos levantados. Para executar a metodologia HAZOP basta seguir as etapas: divisão da unidade /sistema em subsistemas; escolha do ponto de um dos subsistemas a ser analisado; aplicação das palavras chave - palavras simples utilizadas para qualificar os desvios da intenção de operação e para guiar e estimular o grupo de estudo ao brainstorming. (ex. não ou nenhum, menos, mais ou maior, também ou bem como, parte de, reverso) – para verificar os desvios em cada subsistema (AGUIAR, 2009). 4.3.3 FMEA (Failure Modes and Effects Analisys) 21 É uma ferramenta que visa identificar e/ou levantar os modos e causas de falha e seus respectivos efeitos, permitindo a compreensão do processo analisado. Através da FMEA é possível gerenciar os riscos, identificando os modos de falha de um dado produto/processo e as causas envolvidas. Na Figura 3 pode ser visto a seqüência para implantação da ferramenta (MORETTI, BIGATTO, 2009). Figura 3 - Roteiro de Implementação do FMEA (MORETTI, BIGATTO, 2009). A análise FMEA pode ser utilizada para diminuir a probabilidade de ocorrência de falhas em projetos, para diminuir a probabilidade de falhas potenciais, para aumentar a confiabilidade de produtos ou processos já em operação (histórico de falhas) e para diminuir os riscos de erros e aumentar a qualidade em procedimentos administrativos (MORETTI, BIGATTO, 2009). 4.3.4 PDCA (plan, do, check and action) A ferramenta PDCA possui como objetivo auxiliar no desenvolvimento, na melhoria e manutenção dos processos das empresas para a solução de problemas. 22 Na Figura 4 pode ser vista a representação da ferramenta e as etapas envolvidas para funcionamento e melhorias nos processos (MARTINS, 2001). Figura 4 – Ciclo PDCA (MARTINS, 2001). Na etapa de planejamento estão compreendidos: Identificação do problema – onde se define claramente o problema e se reconhece sua importância. Análise do fenômeno – onde se investiga as características específicas do problema com um visão ampla e sob vários pontos de vista. Análise do processo – para que seja descoberta a causa fundamental. Plano de ação – elaboração de um plano para bloquear a causa fundamental. Na etapa de execução, coloca-se o plano elaborado em funcionamento, a fim de bloquear a causa fundamental. 23 Na etapa de verificação o processo de bloqueio é analisado e verificado se as ações executadas foram efetivas. Na etapa de ação é definida a padronização que visa previnir contra o reaparecimento do problema e a conclusão que recapitula todo o método de solução do problema para continuidade do trabalho (MARTINS, 2001). 4.3.5 Árvore de Causas A metodologia de árvore de causas é desenvolvida através da coleta de fatos baseada na origem de fatores do acidente. Esta vertente é beneficiada pela compreensão da ocorrência identificando o que mudou no sistema (ALMEIDA, 2001). Segundo PANDAGGIS (2003) falando sobre a prevenção de acidentes, a árvore de causas é gerada a partir do conhecimento sobre a rede de fatores causais envolvidas na origem da ocorrência insegura. Cada elemento formador do diagrama representa uma situação ou condição que antecede a uma ocorrência. Nesta sistemática o acidente é conceituado como disfunção do sistema, assim como outros eventos como incidentes, desperdício de matéria prima, freqüência de manutenções corretivas, entre outro; podem ser analisado por este método. A execução de uma determinada atividade por um indivíduo não pode ser encarada como um ato isolado; estão envolvidos o indivíduo, o material utilizado para a execução da tarefa, o ambiente em que a ação acontece e o meio de trabalho. Esses quatro componentes são considerados como um conjunto que caracterizam a situação de trabalho de maneira exaustiva permitindo a identificação das variações envolvidas com a ocorrência do acidente (PANDAGGIS, 2003). Podem existir dificuldades na implantação deste método, isso porque muitas vezes 24 não são utilizados todos os itens levantados na investigação da ocorrência (ALMEIDA, 2001). O diagrama da árvore de causas trata-se de uma representação esquemática da relação existente entre os antecedentes que determinaram direta ou indiretamente o acidente. Os princípios de organização da rede de causalidade são a cronologia e o encadeamento dos acontecimentos que geraram as condições para a produção do acidente. Este diagrama pode representar o encadeamento das variações dos componentes que levaram ao acidente (PANDAGGIS, 2003). 4.4 PRINCIPAIS DOCUMENTOS QUE AUXILIAM A GESTÃO DA ANÁLISE DE RISCO 4.4.1 NBR 14280 – Cadastro de acidentes do trabalho – procedimento e classificação Com o objetivo de conceituar vários itens relacionados aos acidentes de trabalho, esta norma contém esclarecimentos sobre o que é um acidente, acidentado e também, a classificação de dez elementos que auxiliam na análise e nas estatísticas de acidentes (espécie de acidente impessoal, tipo de acidente pessoal, agente do acidente, fonte da lesão, fator pessoal de insegurança, ato inseguro, condição ambiente de insegurança, natureza da lesão, localização da lesão e prejuízo material), suas causas e conseqüências; pode ser utilizada por qualquer empresa, estabelecimento ou entidade que queira compreender os acidentes de trabalho e criar mecanismos para evitá-los. Conceitos importantes 25 Acidente de trajeto - É todo acidente ocorrido ao trabalhador no percurso de sua residência até o local de trabalho, ou retorno até sua moradia, independente do meio de locomoção. Acidente impessoal - Caracterizado pela existência ou não de um acidentado, não podendo ser considerado como causador direto da lesão. Acidente pessoal - Caracterização depende da existência de um acidentado. Agente do acidente - Coisa, substância ou ambiente que devido à situação de insegurança propicie a ocorrência de um acidente. Causas do acidente - Podem ser consideradas como causas do acidente o fator pessoal de insegurança, os atos inseguros e a condição ambiente de insegurança. Fator pessoal de insegurança – relativo ao comportamento humano que leva a um acidente ou a um ato inseguro. Ato inseguro – ação ou omissão que contrariam os preceitos de segurança e levam à ocorrência de um acidente. Condição ambiente de insegurança – condição do ambiente que causou o acidente ou que propiciou a ocorrência do mesmo. Análise do acidente - Esta relacionada ao estudo e/ou investigação das causas, das circunstâncias e das conseqüências dos acidentes. Comunicação de acidente - Informações que encaminhadas a órgãos interessados, em formulário apropriado, quando da ocorrência de um acidente. 26 Registro de acidente - Registro realizado em formulário próprio, de informações e de dados relacionados ao acidente, necessários a análise de um acidente. Registro do acidentado - Registro das informações e dados relativos ao acidentado, preenchidas em formulário próprio, as quais serão usadas na análise do acidente. Avaliação da freqüência e da gravidade dos acidentes - Esta avaliação é realizada levando-se em conta o número de acidentes ou de acidentados, as horas-homem de exposição ao risco e o tempo computado (BRAISL, 1991). 4.4.2 OHSAS 18001 A série de normas OHSAS foram desenvolvidas com o objetivo de fornecer elementos de um sistema de gestão de segurança e saúde do trabalho integrado a outros requisitos de gestão para as organizações. Esta norma foi elaborada prevendo compatibilidade com as normas ISO de qualidade e ambiental, facilitando assim, os sistemas de gestão integrada. Especifica requisitos que permitem que uma organização desenvolva e implemente uma política e objetivos que levem em consideração requisitos legais e informações sobre os riscos de segurança e saúde do trabalho. Na Figura 5 está representada a base de abordagem desta norma (ABS QUALITY EVALUATIONS, 2008). . 27 Figura 5 – Modelo de sistema de gestão da segurança e saúde do trabalho para Norma OHSAS (OHSAS 18001: 2007). O sucesso de implantação desta norma depende do comprometimento de todos os níveis e funções e especialmente da alta direção. Um sistema deste tipo permite a uma organização desenvolver uma política de segurança e saúde do trabalho, estabelecer objetivos e processos para atingir os comprometimentos da política, executar ações conforme necessário para melhorar seu desempenho, e demonstrar a conformidade do sistema com os requisitos desta norma (ABS QUALITY EVALUATIONS, 2008). 4.4.3 Sistema DNV Conhecido organismo de renome internacional a Det Norske Veritas (DNV), surgiu em 1864 para proteger princípios da vida, da propriedade e do meio ambiente, sendo baseado nos elementos a seguir: liderança e administração; treinamento de gestores; inspeções planejadas; análise de tarefas e procedimentos; 28 acidente investigação de incidentes; observação de tarefas; preparação para emergência; regras e regulamentos; análise de acidentes/incidentes; treinamentos de funcionários; equipamentos de proteção individual; controle de saúde e higiene industrial; avaliação do sistema; engenharia e administração de mudanças; comunicações pessoais, reuniões de grupo; seleção e colocação; promoção geral; controles de compra e fornecimento; conscientização do perigo e risco; avaliação do impacto ambiental; relações com a comunidade e, segurança fora do trabalho. Este sistema propõe uma metodologia com grande abrangência em termos de segurança (BOBSIN, 2005). 4.4.4 BS 8800 Norma de origem britânica que fornece subsídios para o desenvolvimento de um sistema de gerenciamento de saúde e segurança ocupacionais e a relação com outras normas para sistema de gerenciamento da saúde e segurança do trabalho. 29 Esta norma relaciona diversas publicações para demonstrar varias definições como para acidente, considerado como um evento que acarrete em morte, problema de saúde, ferimento, dano ou outro prejuízo; e, perigo, definido como fonte ou situação como potencial de provocar ferimento ou problemas de saúde, dano a propriedade, ao ambiente ou em ambos (TRENDS, 2009). 4.5 FUNÇÕES TÉCNICAS NA SEGURANÇA E MEDICINA DO TRABALHO Os profissionais que atuam na área de segurança são importantes para o gerenciamento e prevenção de acidentes. A NR 43 visa garantir a presença destes profissionais através da exigência da criação do SESMT, composto por profissionais com formações distintas trabalhando em torno de um mesmo objetivo. 4.5.1 Formação do SESMT O dimensionamento dos Serviços Especializados em Engenharia de Segurança e Medicina do Trabalho (SESMT) está associado à gradação do risco da atividade principal e ao número total de funcionários do estabelecimento. O grau de risco da atividade pode ser observado no Quadro I e o dimensionamento do SESMT no Quadro II anexos da NR 43 (BRASIL, 2008a). O SESMT pode ser centralizado para atender um conjunto de estabelecimento pertencente à mesma empresa desde que a distância entre os locais não ultrapasse 5000m (cinco mil metros), dimensionado em função do grau de risco da principal atividade e do número total de funcionários. De acordo com a NR 43 o SESMT deve ser constituído por profissionais que atendam os seguintes requisitos: 3 Ministério do Trabalho – Norma Regulamentadora 4 30 1) Engenheiro de Segurança do Trabalho com certificado de conclusão de curso de especialização em Engenharia de Segurança do Trabalho em nível de pósgraduação. 2) Médico do Trabalho portador de certificado de conclusão de curso de especialização em Medicina do Trabalho em nível de pós-graduação ou certificado de residência médica em área de concentração em saúde do trabalhador ou denominação equivalente. 3) Enfermeiro do Trabalho certificado no curso de especialização em Enfermagem do Trabalho em nível de pós-graduação. 4) Auxiliar de Enfermagem do Trabalho que seja auxiliar de enfermagem ou técnico de enfermagem certificado pelo curso de qualificação de auxiliar de enfermagem do trabalho. 5) Técnico de Segurança do Trabalho com registro profissional expedido pelo ministério do trabalho. Compete aos profissionais componentes do SESMT aplicar os conhecimentos de engenharia de segurança e medicina do trabalho ao ambiente de trabalho e seus componentes, determinar a utilização de equipamentos de proteção individual, colaborar nos projetos e na implantação de novas instalações, responsabilizar-se pela orientação quanto ao cumprimento do disposto nas normas regulamentadoras, manter permanente relacionamento com a CIPA, promover a realização de atividades de conscientização, educação e orientação dos trabalhadores para prevenção de acidentes, esclarecer e conscientizar os empregados sobre acidentes do trabalho e doenças ocupacionais, analisar e registrar em documentos específicos todos os acidentes ocorridos na empresa e 31 registrar mensalmente os dados atualizados de acidentes do trabalho, doenças ocupacionais e agentes insalubres (BRASIL, 2008a). 4.5.2 Atribuições do Engenheiro de Segurança De acordo com a Resolução 359 do CONFEA de 31/07/1991, cabe ao engenheiro de segurança do trabalho as seguintes atribuições: Supervisionar, coordenar e orientar os serviços de engenharia de segurança do trabalho; Estudar as condições de segurança nos locais, equipamentos e instalações de trabalho; Planejar e desenvolver a implantação de técnicas de gerenciamento e controle de riscos; Vistoriar, avaliar, realizar perícias, arbitrar, emitir parecer, laudos técnicos e indicar medidas de controle sobre graus de controle e exposição aos riscos; Analisar riscos, acidentes e falhas, investigando causas e propondo medidas preventivas e corretivas; Propor políticas, programas, normas e regulamentos de segurança do trabalho; Elaborar projetos de sistemas de segurança e assessorar a elaboração de projetos de obras, instalações e equipamentos; Estudar instalações, máquinas e equipamentos, identificando seus pontos de risco e projetando dispositivos de segurança; 32 Projetar sistemas de proteção contra incêndios, coordenar atividades de combate a incêndio e elaborar planos de emergência; Inspecionar locais de trabalho; Especificar, controlar e fiscalizar sistemas de proteção coletiva e equipamentos de segurança; Opinar e participar da especificação para aquisição de substâncias e equipamentos cuja manipulação, armazenamento, transporte ou funcionamento possam apresentar risco; Elaborar planos destinados a criar e desenvolver a prevenção de acidentes; Orientar treinamentos relacionados a segurança do trabalho; Acompanhar a execução de obras e serviços decorrentes da adoção de medidas de segurança; Colaborar na fixação de requisitos de aptidão para o exercício de funções, apontando os riscos decorrentes desses exercícios; Propor medidas preventivas no campo da segurança do trabalho; Informar aos trabalhadores e à comunidade as condições que possam trazer danos a sua integridade e as medidas que eliminam ou atenuam estes riscos e que deverão ser tomadas. 4.5.3 Atribuições do Técnico de Segurança Conforme Portaria 3275 de 21/09/1989 do Ministério do Trabalho (BRASIL, 1989) o técnico de segurança do trabalho possui como atribuições: Informar o empregador sobre os riscos exigentes nos ambientes de trabalho; 33 Informar os trabalhadores sobre os riscos da sua atividade; Analisar os métodos e os processos de trabalho e identificar os fatores de risco de acidentes do trabalho; Executar os procedimentos de segurança e higiene do trabalho e avaliar os resultados alcançados; Executar programas de prevenção; Promover debates, encontros, campanhas, seminários, palestras, reuniões e treinamentos sobre segurança e higiene do trabalho; Executar normas de segurança; Encaminhar aos setores e áreas competentes normas, regulamentos, documentação e demais informações sobre segurança do trabalho; Indicar, solicitar e inspecionar equipamentos de proteção contra incêndios; Cooperar com atividades do meio ambiente; Orientar as atividades desenvolvidas por empresas contratadas quanto aos procedimentos de segurança e higiene do trabalho; Executar as atividades ligadas à segurança e higiene do trabalho utilizando métodos e técnicas científicos; Levantar e estudar dados estatísticos de acidentes do trabalho, doença profissionais e do trabalho; Articular-se e colaborar como os setores responsáveis pelos recursos humanos fornecendo-lhes resultados do levantamento técnico de riscos das áreas e atividades; Informar os trabalhadores e o empregador sobre as atividades insalubres, perigosas e penosas existentes na empresa; 34 Avaliar as condições ambientais de trabalho e emitir parecer técnico que subsidie o planejamento e a organização do trabalho de forma segura; Articular-se e colaborar com os órgãos e entidades ligados à prevenção de acidentes do trabalho, doenças profissionais e do trabalho; Participar de seminários, treinamentos, congressos e cursos visando o intercâmbio e o aperfeiçoamento profissional. 5. METODOLOGIA O presente trabalho se caracteriza por apresentar características de uma pesquisa aplicada, segundo a sua natureza, gerando conhecimento para aplicações praticas para a solução de problemas. Quanto a sua forma de abordagem, mostra-se quantitativa, podendo ser verificados dados concretos como o número de ocorrências inseguras e qualitativa na maneira como são classificados os níveis de risco para as atividades desenvolvidas (SILVA; MENEZES, 2001). É considerada uma pesquisa descritiva, do ponto de vista dos objetivos propostos, onde os dados coletados foram obtidos através de observação sistemática. Utilizou como procedimento técnico, o estudo de caso, detalhando informações de uma área específica da empresa (SILVA; MENEZES, 2001). Os dados utilizados como base para identificar a área foco do estudo foram cedidos pela empresa através do histórico de suas ocorrências desde 2001 quando foram implementadas ferramentas para controle e análise da segurança na empresa. Foram considerados dados levantados até abril de 2009. 35 A ferramenta IAR será explicada com mais detalhes no decorrer deste trabalho e possui revisão, no mínimo anual, realizada por um grupo sistêmico de segurança formado por profissionais da área e baseado no procedimento da ferramenta, nas ocorrências da área e nos projetos de melhoria que são implementados no setor produtivo. Com base nestas informações foi realizada a análise da ferramenta na área de laminação avaliando os itens contidos no IAR. 6. ESTUDO DE CASO 6.1 EMBALAGENS LONGA VIDA As embalagens longa vida surgiram quando o sueco Dr. Ruben Rausing previu a necessidade de embalagens que acondicionassem os alimentos preservando os mesmos de forma segura por mais tempo (TETRA PAK, 2009b). Uma embalagem cartonada longa vida é formada por três materiais básicos, papel, polietileno e alumínio. Na Figura 6 pode ser visto como é estruturada a embalagem cartonada longa vida, sendo formada por seis camadas; a primeira, a terceira, a quinta e a sexta camadas são de polietileno, que protegem contra a umidade externa oferecendo aderência entre as camadas e impedindo o contato do alumínio com o alimento. A segunda camada é de papel que garante a estrutura da embalagem. E, a quarta camada é de alumínio que é responsável pela proteção contra a luz, perda de aroma e contaminações (TETRA PAK, 2009a). 36 Figura 6 – Estrutura de formação de uma embalagem cartonada longa vida (TETRA PAK, 2009a). A produção de embalagens cartonadas longa vida é um processo que se divide em três etapas principais: impressão, laminação e corte. No processo de impressão camadas de tinta estampam imagens e frases no papel que dará estrutura para formação da embalagem. Depois de impresso o papel passa pelo processo de laminação onde são incorporados as camadas de polietileno e alumínio. A etapa seguinte é onde os rolos são separados (cortados) em bobinas que são preparadas para ser encaminhada para o cliente. 6.2 ESTRUTURA ORGANIZACIONAL DA EMPRESA A Figura 7 compreende a estrutura organizacional da empresa, onde pode ser verificado como ficam distribuidas as áreas produtivas e a área de segurança que apoia as demais áreas. 37 Presidencia Diretoria Produção Diretoria Marketing Diretoria Comunicação Diretoria Juridica Diretoria RH Diretoria Vendas Segurança Armazenagem de Materia Prima Planejamento de Produção Processos Suporte Pré Impressão Qualidade Assegurada Impressão Gestão Manutenção Laminação Materiais e Estoque de Peças Corte/Doctor Paletização Expedição Figura 7 – Estrutura organizacional da empresa. 6.2.1 Principais processos da fabricação de embalagens cartonadas longa vida Impressão A impressão compreende a etapa inicial para o processo de fabricação de embalagens longa vida. O primeiro passo refere-se à revelação do clichê que será utilizado para imprimir a arte escolhida pelo cliente. Com as matrizes a postos, a impressora é alimentada com as tintas nas respectivas cores, em cada uma de suas estações. O papel é alimentado no desbobinador, circula pelas estações do equipamento, aonde vão sendo impressos as artes reveladas no clichê e, é novamente embobinado ao fim da linha. Depois de impresso o rolo é encaminhado para a etapa seguinte, laminação, para receber as demais camadas que formarão a embalagem. 38 Laminação Ao avaliar os principais processos envolvidos na produção de embalagens cartonadas longa vida verifica-se a importância do processo de laminação, onde são adicionados ao papel as camadas de polietileno e alumínio, que agregam as características principais da embalagem longa vida. Este é o processo onde está envolvido o maior número de matérias primas para a produção, o papel aparece na embalagem em maior quantidade e fornece a sustentação ao produto, o polietileno e o alumínio entram para fornecer a proteção que garantirá segurança e proteção ao alimento que será armazenado podendo permanecer com as mesmas características por mais tempo. Corte O setor de corte compreende a última etapa do processo produtivo. Nesta fase, o rolo passa pela cortadeira onde são separadas as faixas impressas e laminadas, formando diversas bobinas que depois de embaladas serão enviadas aos clientes. Este processo inclui ainda, a etapa onde são revisadas as bobinas para garantir a qualidade do produto e para a retirada dos defeitos identificados. Depósito O depósito é caracterizado como uma etapa auxiliar do processo, onde esta envolvida a logística de movimentação das matérias primas antes do início do processo produtivo, o armazenamento e a expedição do produto acabado antes de ser encaminhado para os clientes. 39 Outros processos Além dos processos descritos anteriormente, outros estão envolvidos para completar o ciclo produtivo das embalagens cartonadas longa vida. Entre eles, manutenção, processos administrativos, destinação de resíduos e laboratório de qualidade. A manutenção é responsável por manter os equipamentos em bom estado de funcionamento, realizar as manutenções preventivas e junto com a área de projetos desenvolver e implementar as melhorias nas máquinas para aumentar a eficiência e a produtividade. Os processos administrativos envolvem todo o sistema de gestão, gerência, supervisão, atividades financeiras, controle de qualidade e recursos humanos. A destinação de resíduos é responsável pela separação e preparação dos resíduos para que os mesmos sejam encaminhados adequadamente para reciclagem e/ou destinação. No laboratório de qualidade são realizados testes para verificação de qualidade das matérias primas recebidas e averiguação dos defeitos identificados para garantir a qualidade das embalagens produzidas. 6.3 IDENTIFICAÇÃO E ANÁLISE DE RISCO (IAR) O IAR é uma ferramenta baseada na metodologia do FMEA, utilizada internamente na empresa para identificar, gerenciar, eliminar, neutralizar e/ou minimizar os danos que possam ser causados à segurança e saúde dos colaboradores. Visa preservar a integridade física dos colaboradores e em conseqüência atender as legislações vigentes e para preservar o patrimônio da empresa. 40 O IAR funciona como a ponte que liga o processo ao bem estar dos trabalhadores e a execução das atividades sabendo quais delas expõem os trabalhadores aos maiores riscos. Ou seja, o processo produtivo é constituído por muitas atividades durante as quais os colaboradores e também as instalações ficam expostos a perigos que precisam ser identificados para diminuir os riscos de acidentes. O funcionamento da ferramenta prevê classificar as atividades desenvolvidas nas áreas de acordo com níveis de risco que são calculados pela soma da gravidade como a probabilidade. Situações de normalidade, anormalidade e emergenciais Visando identificar as formas de ocorrência dos perigos, descrevendo e classificando em relação às condições de ocorrência destes perigos obtêm-se situações classificadas como normal, anormal e emergencial. situação normal - aquela com características intrínsecas, rotineiras e naturais das atividades no processo produtivo segundo os padrões e procedimentos da empresa. Situação anormal - aquelas situações não rotineiras e que ocorrem eventualmente nas atividades no processo produtivo onde não hajam padrões e controles estabelecidos. Nestes casos é utilizado formulário para avaliar a tarefa a ser executada (APP). Situação emergencial - é decorrente das atividades, serviços e produtos atualmente existentes, provenientes de uma condição anormal, que envolva a necessidade de ações emergenciais, sendo relacionadas à gravidade do dano que venham causar. 41 Classificação da gravidade do dano Para classificar a gravidade do dano e compor os níveis de risco utiliza-se o critério descrito a seguir: Levemente prejudicial (estágio G1) - São os danos cujas conseqüências não impeçam o retorno imediato ao trabalho e/ou gerem doenças ocupacionais nas quais, após a interrupção da exposição ao perigo, as conseqüências não se prolonguem por mais de 24 horas e/ou gerem perdas materiais de pequenas proporções. Prejudicial (estágio G2) - Apresentam danos cujas conseqüências impliquem no afastamento temporário do trabalho e/ou gerem doenças ocupacionais nas quais, após a interrupção da exposição ao perigo, as conseqüências prolonguem-se por mais de 24 horas e/ou gerem perdas materiais de medias proporções. Extremamente prejudicial (estágio G3) - Classificação do dano que apresente conseqüências que impliquem na incapacidade permanente para o trabalho e/ou que gerem doenças ocupacionais nas quais, após a interrupção da exposição ao perigo permaneçam seqüelas que impliquem na incapacidade permanente para o trabalho ou que gerem perdas materiais de grandes proporções. Classificação da probabilidade do dano De acordo com a probabilidade do danos os níveis de risco podem ser classificados como: 42 Altamente improvável (estágio P1) - Diz-se de situações em operações cujos controles existentes sejam suficientemente eficientes para garantir segurança, sendo plenamente cumpridos pelas pessoas envolvidas, podendo ocorrer uma vez ao ano ou menos que uma vez ao ano. Improvável (estágio P2) - Compreende situações onde os controles existentes não são totalmente confiáveis para gerar segurança e/ou pessoas envolvidas não possuem total conhecimento sobre os riscos envolvidos, podendo ocorrer até uma vez por semestre ou mais que uma vez por semestre. Provável (estágio P3) - Nestas situações não existem controles específicos para gerar segurança e/ou as pessoas envolvidas não possuem qualquer conhecimento sobre os riscos, podendo ocorrer até uma vez ou mais em um mês. Classificação dos níveis de risco (NR4) Os níveis de risco são estabelecidos através da soma dos pesos dados para a gravidade e para a probabilidade, sendo que devem ser consideradas as seguintes ações para o gerenciamento e controle dos riscos: Risco Trivial (NR2) - Caracterizado por possuir gravidade levemente prejudicial somada a probabilidade altamente improvável. Nenhuma ação ou controle é requerido. Risco Aceitável (NR3) - Compreende risco com gravidade prejudicial somada 4 Níveis de risco a probabilidade altamente improvável ou gravidade 43 levemente prejudicial somado a uma probabilidade improvável. Não é requerido nenhuma ação ou controle específico, mas pode-se considerar uma ação mais econômica ou aperfeiçoamento. Os controles existentes devem ser mantidos. Risco Moderado (NR4) - Risco que se caracteriza por possuir gravidade extremamente altamente improvável prejudicial ou somada gravidade a prejudicial probabilidade somada a probabilidade improvável ou gravidade levemente prejudicial somada a probabilidade provável. Devem ser realizadas ações para a redução do risco, sem deixar de medir e limitar os custos para a prevenção; as medidas devem ser planejadas e implementadas dentro de um período de tempo coerente, definido com clareza. Quando um risco moderado for associado a uma gravidade G3, é necessária a definição de ações preventivas. Risco Elevado (NR5) - Risco classificado por possuir gravidade extremamente prejudicial somado a probabilidade improvável ou gravidade prejudicial somada a probabilidade provável. Quando uma atividade for classificada neste nível de risco, devem ser estabelecidas ações para redução do risco. Caso o risco esteja associado à gravidade G3 fica necessário definir e implementar ações corretivas de imediato e ações preventivas. Risco Intolerável (NR6) - Risco caracterizado por uma gravidade extremamente prejudicial somada a probabilidade provável. Atividades relacionadas ao nível de risco intolerável não devem ser executadas, nem ter continuidade de qualquer espécie até que o risco 44 tenha sido reduzido no mínimo a condição de risco moderado. Se isso não for possível através de operações de melhoria o trabalho necessariamente permanecerá proibido. 6.4 ANÁLISE DE OCORRÊNCIAS INSEGURAS Considerando como ocorrências inseguras tanto os acidentes quanto os incidentes a empresa utiliza a mesma ferramenta para fazer a análise destes acontecimentos. O formulário de identificação e análise de ocorrência do trabalho (IAOT) é preenchido de forma que contenha todas as informações sobre a ocorrência, entre elas a área, a data, o horário, a gravidade, o que causou o acontecimento, a descrição. No mesmo documento são avaliadas as causas que levaram à ocorrência e estipuladas ações corretivas e de melhoria para que seja evitado a reincidência. 6.5 IDENTIFICAÇÃO DA ÁREA DE ESTUDO Os dados utilizados para a geração dos gráficos representados nas Figuras 8, 9 e 10 são referentes as ocorrências inseguras que aconteceram nos anos de 2001 a 2009. 45 Distribuição de Acidentes - 2001- 2009 4 3 Impressora Laminadora 2 Corte Deposito Outros 1 0 2001 2002 2003 2004 2005 2006 2007 2008 2009 Figura 8 – Acidentes ocorridos nas áreas do processo de fabricação de embalagens cartonadas longa vida. Na Figura 8 são demonstrados os acidentes que aconteceram desde 2001 em cada uma das principais áreas do processo produtivo de embalagens cartonadas longa vida. Na Figura 9 podem ser observados os incidentes ocorridos em cada uma das principais áreas no período compreendido entre os anos de 2001 e 2009. Distribuição de Incidentes - 2001- 2009 23 22 21 20 19 18 17 16 15 14 13 12 11 10 9 8 7 6 5 4 3 2 1 0 Impressora Laminadora Corte Deposito Outros 2001 2002 2003 2004 2005 2006 2007 2008 2009 Figura 9 – Incidentes ocorridos nas áreas do processo de fabricação de embalagens cartonadas longa vida. 46 Considerando todas as ocorrências do período mencionado, o gráfico da Figura 10 representa a somatória de acidente e incidentes demonstrando o total de ocorrências inseguras nas áreas produtivas. Ocorrencias Totais - 2001- 2009 25 24 23 22 21 20 19 18 17 16 15 14 13 12 11 10 9 8 7 6 5 4 3 2 1 0 Impressora Laminadora Corte Deposito Outros 2001 2002 2003 2004 2005 2006 2007 2008 2009 Figura 10 – Ocorrências inseguras ocorridas nas áreas do processo de fabricação de embalagens cartonadas longa vida. Com os dados obtidos é possível verificar que a área com maior número de ocorrências inseguras é a laminadora, uma das áreas mais complexas do processo de produção de embalagens cartonadas longa vida e com grande número de atividades de risco. Tendo como base estas informações, na continuidade do estudo em questão serão detalhadas as atividades da área de laminação identificando os níveis de risco das atividades e demonstrando controle adequado estabelecido na unidade fabril de produção de embalagens cartonadas longa vida. 7. RESULTADOS E DISCUSSÃO 7.1 IAR DA LAMINADORA Como já foi mencionado o IAR visa identificar e gerenciar os riscos que os colaboradores e as instalações ficam expostas durante a execução de suas 47 atividades. Na laminadora foram levantados 315 atividades no ano de 2008. Na Tabela 1 está a classificação dos níveis de risco das atividades deste setor. Tabela 1 - Distribuição das atividades de acordo com os níveis de risco. Níveis de Risco NR 2 NR 3 NR 4 NR 5 NR 6 Número de Atividades 99 166 46 4 0 Porcentagem 31,4 52,7 14,6 1,3 0,0 As atividades relacionadas sugerem danos caso a situação de risco aconteça. Entre os principais danos estão a ocorrência de cortes, fraturas, dores lombares, queimaduras e até óbito. Na Tabela 2 estão relacionados os danos com os níveis de risco. Tabela 2 – Relação entre níveis de risco (NR) e supostos danos ao realizar uma atividade. Dano Fratura Dores musculares Lesões leves Hematoma Corte Queimadura Irritação na pele Choque elétrico Doença ocupacional Lesões graves Prensagem Dano ao patrimônio Lesão olhos Acidente Batida Contra Irritação Nasal Mal estar Óbito Amputação Incêndio Intoxicação Queda NR2 10 17 15 12 16 7 11 2 0 1 1 0 1 2 0 2 0 0 1 0 0 1 NR3 28 21 23 20 20 18 5 4 5 4 4 3 2 0 2 0 2 2 0 0 0 1 NR4 14 6 5 8 4 5 0 0 1 0 0 1 0 0 0 0 0 0 0 1 1 0 NR5 0 1 0 1 0 1 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 NR6 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 Total 52 45 43 41 40 31 16 6 6 5 5 4 3 2 2 2 2 2 1 1 1 1 Porcentagem 16,7 14,5 13,8 13,2 12,9 10,0 5,1 1,9 1,9 1,6 1,6 1,3 1,0 0,6 0,6 0,6 0,6 0,6 0,3 0,3 0,3 0,3 Observando a Tabela 2 um item que chama atenção é a ocorrência de um mesmo dano, seja ele um dano grave ou leve em diferentes níveis de risco. Como já 48 foi visto anteriormente, os níveis de risco são provenientes da soma da gravidade do dano com a sua probabilidade de ocorrência. Na Tabela 3 estão relacionados os danos com a gravidade dos mesmos. Tabela 3 – Relação entre os danos e a gravidade dos riscos. Dano Fratura Dores musculares Lesão leve Hematoma Corte Queimadura Irritação da pele Doença ocupacional Choque elétrico Lesão grave Prensagem Dano ao patrimônio Lesão nos olhos Queda Óbito Acidente Irritação Nasal Batida Contra Amputação Mal estar Incêndio Intoxicação G1 11 19 16 20 17 7 11 0 2 1 2 0 1 1 0 2 2 0 1 0 0 0 G2 32 25 23 17 20 20 5 5 4 4 3 4 2 1 3 0 0 2 0 1 0 1 G3 13 2 2 3 2 4 0 2 0 0 0 0 0 1 0 0 0 0 0 0 1 0 Total 56 46 41 40 39 31 16 7 6 5 5 4 3 3 3 2 2 2 1 1 1 1 Porcentagem 17,8 14,6 13,0 12,7 12,4 9,8 5,1 2,2 1,9 1,6 1,6 1,3 1,0 1,0 1,0 0,6 0,6 0,6 0,3 0,3 0,3 0,3 Outro ponto que chama atenção é a classificação da gravidade em relação ao dano. Na Tabela 3 observa-se um dano fatal, óbito, classificado como gravidade G2, prejudicial. Com isso nota-se como a classificação dos níveis de risco é subjetiva. Para diminuir a margem de erros decorrentes desta subjetividade a revisão do IAR é feita por uma equipe multidisciplinar formada por operadores da área, técnico prevencionista, especialistas em segurança, entre outros. O IAR é a principal ferramenta para o gerenciamento dos riscos das áreas, mas pode apresentar alguns pontos ineficientes, pois os riscos levantados e os danos são identificados através de hipóteses; para que esta ferramenta seja efetiva deve ter suas informações alimentadas e atualizadas pelas demais ferramentas de 49 segurança como a IAOT, que possui em seu formulário um campo que alerta para a necessidade ou não de encaminhar o IAR para revisão. Segundo o procedimento de utilização da ferramenta IAR a classificação em relação às condições de ocorrência do perigo pode ser em normal, anormal e emergencial; onde normal é utilizada para situações intrínsecas, corriqueiras e habituais; anormal para situações não corriqueiras às atividades e emergencial possíveis em situações de emergência decorrentes das atividades, serviços e produtos existentes provenientes de uma condição anormal. Na Tabela 4 verifica-se a relação de classificação das condições de ocorrências do perigo com as gravidades dos danos levantados. Tabela 4 – Relação da classificação das condições de perigo com as gravidades dos danos. Classificação da situação da ocorrência Normal Anormal Emergencial G1 61 46 6 G2 52 100 18 G3 6 10 14 Total 119 156 38 Porcentagem 38,0 49,8 12,1 De acordo com o que está descrito no procedimento quando a ocorrência é emergencial a gravidade deveria ser considerada como G3 (extremamente prejudicial), mas na Tabela 4 observa-se gravidade extremamente prejudicial para os três tipos de ocorrência. 8. CONCLUSÕES Analisando a ferramenta do IAR percebe-se que ela funciona para gerenciar os riscos existentes nas atividades das áreas produtivas, O procedimento para utilização da ferramenta não é claro quando explica o uso da classificação de situações de ocorrência. Os níveis de risco são obtidos de forma subjetiva, através da sugestão dos pesos de gravidade e probabilidade pela equipe revisora. 50 Percebe-se que a classificação das situações normal, anormal e emergencial não foi revisada com base no procedimento da ferramenta IAR. Sugere-se que as revisões sejam realizadas com maior clareza, para aumentar a confiabilidade da ferramenta. A equipe participante da revisão deve ser melhor orientada para que os itens do IAR sejam avaliados de forma segura e os riscos possam ser gerenciados para evitar a ocorrência de atividades de forma insegura; utilizar o procedimento da ferramenta para esclarecer a importância de todos os itens do IAR. Outro ponto a ser avaliado é a subjetividade da pontuação de gravidade e da probabilidade de ocorrência dos danos ao executar as atividades produtivas da área de laminação. Levando em consideração a metodologia do FMEA, esta subjetividade poderia diminuir se outros itens fossem adicionados ao cálculo dos níveis de risco, como a freqüência de execução da atividade. 51 9. REFERÊNCIAS ABNT NBR 14280. Cadastro de acidentes do trabalho – Procedimento e classificação. Fev 2001. ABS QUALITY EVALUATIONS. Treinamento: Normas ISO 9001:2000, ISO 14001:2004, OHSAS 18001:2007 e ISO 19011:2002. Maio/2008. AGUIAR, L. A. Metodologias de análise de riscos APP & HAZOP. UFRJ: Rio de Janeiro. Disponível em: <http://www.saneamento.poli.ufrj.br/documentos/APP_e_HAZOP.pdf>. Acesso em: 10 de janeiro de 2009. ALMEIDA, I. M. (Org.) . Caminhos da Análise de Acidentes do Trabalho. 1. ed. Brasília: Ministério do Trabalho e Emprego, 2003. v. 01. 105 p. BITENCOURT, C. L.; QUELHAS, O. L. G. Histórico da Evolução dos Conceitos de Segurança. In: CONGRESSO NACIONAL DE ENGENHARIA DE PRODUÇÃO, 18., 1998, Niterói. Anais... Niterói: ENEGEP, 1998. v. 1. p. 1-6. BOBSIN, M. A. Gestão de segurança, meio ambiente e saúde: ma proposta de estrutura de sistema e metodologia de avaliação de desempenho. 2005, 154f. Dissertação (Mestrado em Sistemas de Gestão), Universidade Federal Fluminense, Niterói, 2005. BRASIL. Lei Federal nº 8.213, de 24 de julho de 1991. Dispõe sobre os Planos de Benefícios da Previdência Social e dá outras providências. Sistema de Legislação, Jurisprudência e Pareceres. Disponível em: <http://www3.dataprev.gov.br/SISLEX/paginas/42/1991/8213.htm>. Acesso em: 28 de junho de 2009. BRASIL. Ministério do Trabalho e Emprego. Norma Regulamentadora nº 4 atualização de 21 de novembro de 2008. Dispõe sobre serviços especializados em engenharia de segurança e em medicina do trabalho. Diário Oficial da União. Brasília, 25 nov. 2008a. Disponível em: <http://www.mte.gov.br/legislacao/normas_regulamentadoras/nr_04a.pdf>. Acesso em 28 de junho de 2009. BRASIL. Ministério do Trabalho e Emprego. Norma Regulamentadora nº 15 atualização de 11 de março de 2008. Dispõe sobre atividades e operações insalubres. Diário Oficial da União. Brasília, 13 mar. 2008b. Disponível em: <http://www.mte.gov.br/legislacao/normas_regulamentadoras/nr_15.pdf>. Acesso em 28 de junho de 2009. BRASIL. Ministério do Trabalho e Emprego. Portaria Nº 3.275, de 21/09/1989. Define as atividades do Técnico de Segurança do Trabalho. 1989. 52 CAMARGO JR, J. B.; ALMEIDA JR, J. R. de; CUGNASCA; P. S. Análise de risco de um sistema de controle de transporte público. Revista dos Transportes Públicos. São Paulo, n. 110, ano 28, 2006. Disponível em: <http://portal1.antp.net/rep/RTP/RTP2006-110-02.pdf>. Acesso em: 28 de junho de 2009. CARVALHO, E. Política de Segurança e Saúde do Trabalho. Camaçari: CETEBCA. Disponível em: http://www.cetebca.com.br/Arquivos/apostilas/st/modulo_ii/prevencao_e_controle_de_perdas.pdf. Acesso em: 13 de junho de 2009. CONFEA. Resolução no 359, de 31 de julho de 1991. Dispõe sobre o exercício profissional, o registro e as atividades do Engenheiro de Segurança do Trabalho e dá outras providências. Disponível em: <http://normativos.confea.org.br/downloads/0359-91.pdf>. Acesso em 13 de julho de 2009. DET NORSKE VERITAS. Interpretation Guide to BS 7799. Disponível em: <http://www.educ.di.unito.it/~merlo/documenti/BS7799/BS7799_DNV_GUIDE.pdf>. Acesso em 24 de março de 2009. FEPAM. Manual de Análise de Riscos Industriais. Porto Alegre: Fundação Estadual de Proteção Ambiental Henrique Luis Roessler, mar/2001. Dispon[ivel em: <www.fepam.rs.gov.br/central/formularios/arq/manual_risco.pdf>. Acesso em: 10 de janeiro de 2009. MAHLE. Comunicação de Acidentes, Incidentes e Não Conformidades. Disponível em: <http://www.mahle.com/C1256F7900537A47/vwContentByKey/W27PDQAG229STU LEN/$FILE/Comunicação%20de%20Acidentes,%20Incidentes%20e%20Não%20Co nformidades.pdf>. Acesso em 23 de março de 2009. MARTINS, M. E. A. PDCA. TetraPak: Ponta Grossa, 2001. MORETTI, D. de C.; BIGATTO, B. V. Aplicação do FMEA: estudo de caso em um; a empresa do setor de transporte de cargas. Nortegubisian. Disponível em: <http://www.moscoso.org/pub/info/books/fmc2.graco.unb.br/eletronorte2005/fmea/fm ea.pdf>. Acesso em: 19 de abril de 2009. PANDAGGIS, L. R. Uma leitura da árvore de causas no atendimento de demanda do poder judiciário: um fluxograma de antecedentes. 2003, 166f. Dissertação (Mestrado em Engenharia Mineral) - Escola Politécnica, Universidade de São Paulo, São Paulo, 2003. PORTO, M. F. de S. Análise de riscos nos locais de trabalho: conhecer para transformar. Cadernos de Saúde do Trabalhador. São Paulo: Instituto Nacional de Saúde no Trabalho, jun/2000. Disponível em: <http://www.scribd.com/doc/7839887/Caderno3-Analise-de-Risco>. Acesso em: 10 de janeiro de 2009. 53 SERPA, R. R. (Coord). Manual de orientação para a elaboração de estudos de análise de riscos. Cetesb, 2000. Disponível em: <http://www.grupos.com.br/group/sintesc/Messages.html?action=download&year=07 &month=10&id=1192446701267321&attach=ACIDENTES%20%20Apostila%20de%20analise%20de%20risco%20-%20CETESB%20iramaya.doc>. Acesso em 10 de janeiro de 2009. SILVA, E. L. da; MENEZES, E. M. Metodologia da pesquisa e elaboração de dissertação. 3. ed. Florianópolis: Laboratório de Ensino a Distância da UFSC, 2001. 121p. SOUZA, E. A. O treinamento industrial e a gerência de riscos – uma proposta de instrução programada. Dissertação de Mestrado. Universidade Federal de Santa Catarina-UFSC, Florianópolis, 1995. Disponível em:<http://www.eps.ufsc.br/disserta/evandro/indice/index.htm #index>. Acesso em 04 abril de 2009. TETRA PAK. Embalagens cartonadas. Disponível em: <http://www.tetrapak.com.br/negocios/embalagens/familias.asp>. Acesso em: 19 de abril de 2009a. TETRA PAK. História. Disponível em: < http://www.tetrapak.com.br/sobre/historia/index_historia.asp>. Acesso em: 14 de junho de 2009b. TOLEDO, J. C. ; AMARAL, D. C. FMEA - Análise do Tipo e Efeito da Falhas. São Carlos: UFSCar, 2006. Disponível em: <http://www.gepeq.dep.ufscar.br/arquivos/FMEA-APOSTILA.pdf>. Acesso em: 19 de abril de 2009. TRENDS. BS 8800: Diretrizes para Sistemas de Gerenciamento de Segurança e Saúde Ocupacional. Disponível em: <http://www.trendsconsultoria.com.br/trends/artigos/BS8800.pdf>. Acesso em: 1 de junho de 2009.
Download