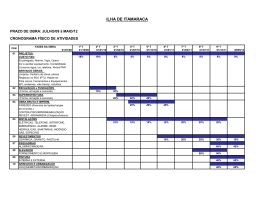
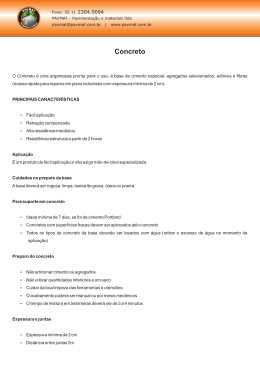
Coletânea de Artigos Técnicos ASSOCIAÇÃO NACIONAL DE PISOS E REVESTIMENTO DE ALTO DESEMPENHO ANAPRE Coletânea de Artigos Técnicos ANAPRE - Associação Nacional de Pisos e Revestimentos de Alto Desempenho Diretoria Diretoria Executiva Presidente: Wagner Edson Gasparetto Vice-presidente: Ademar Paulino de Arantes Filho Diretor Administrativo: Hernando Macedo Faria Diretor de Comunicação: Eduardo Guida Tartuce Diretor Técnico: Levon Hagop Hovaghimian Diretores Adjuntos Ademir Teixeira dos Santos Ariovaldo Paes Junior Georgia Palermo Cunha Jefferson Bomfim dos Reis Julio Portella Montardo Paulo Roberto Grimaldi Conselho Claudio Pinheiro de Freitas Leandro Tadeu Bittencourt Lara Marco Antonio Pereira Fagim da Silva Públio Penna Firme Rodrigues Roberto José Falcão Bauer Apoio: 1 Coletânea de Artigos Técnicos ANAPRE - Associação Nacional de Pisos e Revestimentos de Alto Desempenho Apresentação Caros participantes do mercado de pisos e pavimentos, Temos feito um grande esforço para apresentar ao mercado informações sempre compatíveis com as necessidades técnicas dos nossos associados e dos profissionais atuantes no mercado de pisos e revestimentos de alto desempenho. Justamente pela constante e necessária evolução do conhecimento técnico, desenvolvemos um formato para publicar os artigos técnicos produzidos pela ANAPRE que facilita a inclusão futura de novas produções textuais, que estão sendo planejadas para os próximos anos. A coletânea de artigos técnicos, que ora editamos e temos a honra de fazer chegar às suas mãos com o apoio da BASF, contendo textos produzidos por profissionais do mercado e que, com sua bagagem de conhecimento, têm muito a contribuir para o aprofundamento do conhecimento técnico. Por outro lado, a contribuição de todos na ampliação da coletânea dos artigos é sempre bem-vinda e deveria ser uma constante. Assim, convido a todos que participem deste projeto da ANAPRE, apresentando temas e artigos a serem apreciados pelo corpo diretivo da associação. Conhecimento este que deve ser, diante da alta competitividade do mercado de trabalho, cada vez mais aperfeiçoado e embasado em novos recursos e tecnologias, ferramentas fundamentais para o desenvolvimento e progresso do setor de pisos e revestimentos de alto desempenho e da própria cadeia da construção civil. Nos últimos anos, temos percebido uma evolução significativa da formalidade e notado a crescente busca pelo uso da melhor técnica para o alcance dos objetivos de qualidade dos clientes e investidores. Este importante marco demonstra que a ANAPRE está no caminho certo e que devemos incrementar cada vez mais o uso de práticas adequadas e promover a capacitação do mercado. Agradeço, sobremaneira, o apoio de todos nesta importante iniciativa em difundir o conhecimento técnico sobre o mercado de pisos e revestimentos de alto desempenho e também a confiança no trabalho que a ANAPRE está desenvolvendo. Espero que façam bom proveito do conteúdo desta coletânea. Cordialmente, Wagner Gasparetto Presidente da ANAPRE Biênio 2008-2010 3 Coletânea de Artigos Técnicos ANAPRE - Associação Nacional de Pisos e Revestimentos de Alto Desempenho Índice Cura do concreto................................................................................................................................ 01 Teste de abrasão Taber....................................................................................................................... 03 Concreto com finos recuperados: uma opção na construção civil.................................................... 05 Especificação e medição de F-Numbers............................................................................................ 07 O sistema pavimento industrial........................................................................................................... 09 Concreto borrachudo.......................................................................................................................... 11 O solo do subleito e sua importância para os pavimentos industriais............................................... 13 Projeto de piso industrial..................................................................................................................... 15 A nova norma brasileira sobre fibras de aço para concreto............................................................... 17 Revestimentos especiais para salas de baterias................................................................................ 19 Salas limpas, entenda esse conceito.................................................................................................. 21 Concreto para pisos industriais.......................................................................................................... 23 Posicionamento de armaduras em pisos e pavimentos de concreto................................................. 25 Lapidação em pisos cimentícios......................................................................................................... 27 Subleito e sub-base: suas especificações.......................................................................................... 29 A retração do concreto........................................................................................................................ 31 Revestimentos cura UV....................................................................................................................... 33 Procedimentos executivos de um piso ou pavimento de concreto.................................................... 35 Ensaios de tenacidade para concreto reforçado com fibras.............................................................. 37 Pisos protendidos - processo executivo............................................................................................. 39 Fibras sintéticas para concreto e argamassa..................................................................................... 41 Inibidores de corrosão......................................................................................................................... 43 A tal da retração autógena.................................................................................................................. 45 5 Coletânea de Artigos Técnicos ANAPRE - Associação Nacional de Pisos e Revestimentos de Alto Desempenho Autor: Públio Penna Firme Rodrigues Data: Julho/2006 Cura do concreto A cura do concreto é sempre um assunto em pauta, pois uma boa parcela de patologias, como fissuras e desgaste superficial, acabam sendo imputadas a ela. Na realidade, ela é, de fato, capaz de promover essas patologias, principalmente as fissuras, mesmo quando o executor afirma que efetuou a cura do concreto. As fissuras estão muitas vezes associadas à perda de água do concreto, que promove a retração hidráulica, hoje subdividida em retração hidráulica inicial, que acontece nas primeiras 24 horas, e a retração complementar. Observamos, atualmente, que o conceito de cura está bastante disseminado nas obras, mas o pecado que se comete muitas vezes está ligado ao tempo em que os processos de cura são efetivamente iniciados. Nesta figura podemos observar que com a concretagem efetuada sob ação de vento, a retração inicial pode ser muitas vezes mais elevada do que em ambientes fechados. Portanto, a alternativa que o executor tem para controlar a fissuração é trabalhar sempre protegendo o concreto do vento, principalmente no período em que se está aguardando que ele tenha rigidez para receber as operações de acabamento. Essa proteção pode ser, por exemplo, com aplicação de produtos de cura especialmente formulados para esta fase da concretagem, que retardam a evaporação da água ou, mais simplesmente, cobrindo-se a placa de concreto com um plástico (lona plástica) até que o acabamento possa ser feito. Este atraso acontece principalmente porque, em pisos, há um longo período de trabalho de acabamento, que acaba durando de 8 a 12 horas, onde o concreto fica normalmente desprotegido, e o que pode acontecer com a retração hidráulica pode ser visto na figura abaixo: Fonte: Holt, Erika: Where did These Cracks Came From? Concrete International Mag, Sept, 2000 1 * O conteúdo do artigo reflete a opinião do autor. Coletânea de Artigos Técnicos ANAPRE - Associação Nacional de Pisos e Revestimentos de Alto Desempenho 2 Coletânea de Artigos Técnicos ANAPRE - Associação Nacional de Pisos e Revestimentos de Alto Desempenho Autor: Selmo Soares Data: Setembro/2006 Teste de abrasão Taber O ensaio de Abrasão Taber é utilizado para avaliar a resistência a abrasão de diversos materiais, tais como couro, papel e revestimentos orgânicos. No caso de Revestimentos de Alto Desempenho (RAD), os valores obtidos pelo teste de Taber são utilizados mundialmente como um dos dados para avaliação de desempenho de sistemas baseados em resinas epoxídicas. A = Peso da amostra antes da abrasão, mg. B = Peso da amostra depois da abrasão, mg. C = Número de ciclos de abrasão. 2. Perda de Peso: L=A-B O equipamento consiste de 1 ou 2 pratos giratórios, sobre o(s) qual(is) são colocadas as amostras aplicadas do revestimento. Sobre a amostra são colocados 2 discos abrasivos. Completa o equipamento o sistema de vácuo que tem como objetivo remover as partículas geradas durante a abrasão. O peso que os abrasivos exercem também é controlado, sendo o mais comum para revestimentos o peso total de 1 kg. Para revestimentos de alto desempenho a base de epóxi a perda de peso é utilizada em conjunto com a indicação do disco abrasivo, do número de ciclos e do peso; por exemplo: 170 mg (CS17, 1000 ciclos, 1000 g). Os resultados obtidos no ensaio podem ser expressos de diversas formas: 1. Índice de desgaste I = (A – B) X1000 C Os ensaios são de difícil reprodução e, portanto, os seus valores são considerados apenas como indicadores. Quando necessário comparar com maior exatidão, os ensaios devem ser realizados no mesmo aparelho e pelo mesmo operador. O equipamento dotado de dois discos permite uma comparação mais eficiente entre produtos diferentes. Ref: ASTM D 4060. 3 * O conteúdo do artigo reflete a opinião do autor. Coletânea de Artigos Técnicos ANAPRE - Associação Nacional de Pisos e Revestimentos de Alto Desempenho 4 Coletânea de Artigos Técnicos ANAPRE - Associação Nacional de Pisos e Revestimentos de Alto Desempenho Autor: Eduardo Guida Tartuce Data: Novembro/2006 Concreto com finos recuperados: uma opção na construção civil No mercado atual da construção civil, os valores dos produtos e serviços dependem cada vez mais do percentual de inovações e tecnologias a eles incorporados. Inúmeras dificuldades são encontradas no gerenciamento destas inovações e, por tal motivo, a empresa que souber tratálos de forma eficiente estará sempre em posição de vantagem em relação à concorrência e será mais competitiva. Neste ambiente onde há a presença de inúmeros concorrentes, inclusive multinacionais, o ciclo de inovação tem que ser cada vez mais curto. A empresa precisa desenvolver produtos e processos com custos baixos, que sejam competitivos e possuam maior valor agregado. Desta forma há a exigência da empresa em assumir um papel inovador no desenvolvimento de suas atividades, como afirma Santiago & Kalintzis (2004). A Resolução do Conselho Nacional do Meio Ambiente CONAMA nº. 307 de 5 de julho de 2002, em vigor desde o dia 2 de janeiro de 2003, impõe às geradoras de resíduos um período máximo de 24 meses para se enquadrarem nesta resolução. Estabelece diretrizes, critérios e procedimentos para a Gestão dos Resíduos da Construção Civil e cria a cadeia de responsabilidades: gerador/transportador /municípios. As responsabilidades dos resíduos gerados na construção civil serão: dos geradores que são “pessoas físicas ou jurídicas, públicas ou privadas, responsáveis por atividades ou empreendimentos que gerem os resíduos”; dos transportadores que são “as pessoas físicas ou jurídicas, encarregadas da coleta e do transporte dos resíduos entre as fontes geradoras e as áreas de destinação” e dos municípios. A preocupação ambiental tornou-se fator crítico no desenvolvimento dos processos de qualquer empresa. O resíduo de concreto fresco originado da produção nas centrais de concreto e no transporte via caminhões betoneiras é um assunto muito questionado na construção civil. Habitualmente o processo de produção de concreto nas grandes concreteiras contemplava o uso de centrais dosadoras, cuja função era efetuar apenas a dosagem dos agregados, cimento e água, componentes básicos do concreto, para a posterior mistura em caminhões betoneiras. A aplicabilidade deste tipo de equipamento em projetos de hidrelétricas era muito questionada, principalmente devido à necessidade de produção de concreto com maior resistência e menor variabilidade, fatos que não aconteciam com o uso de centrais dosadoras. Segundo o Sindicato Nacional da Indústria do Cimento (SNIC), o consumo de cimento no setor em 2003, foi de 33.561.690 toneladas de cimento no Brasil, deste montante somente 4.665.489 toneladas foram utilizadas nas concreteiras. Se adotado o traço médio, resistência 25 MPa no Brasil, cujo consumo médio é de 300 kg/m³ de cimento, deduzse que a produção brasileira é de 15.551.630 m³ de concreto por ano. Com os dados citados anteriormente, a respeito da perda de concreto em seu estado fresco, seu volume pode atingir o equivalente a 1.299.646 m³ por ano em todo o Brasil. Conforme Rezende, Levy & Djanikian (1996), algumas estimativas fornecidas pela ABESC (Associação Brasileira das Empresas de Serviços de Concretagem), para a região metropolitana de São Paulo apontam um volume de aproximadamente 3500m³ a 7000m³ de concreto residual gerados mensalmente nas centrais dosadoras, isto equivale de 4,5 a 9,5% da sua produção mensal. Para atender a Resolução do Conselho Nacional do Meio Ambiente - CONAMA nº. 307 de 5 de julho de 2002 e reverter este quadro, perda mensal de resíduo de concreto, existe hoje, uma tecnologia mundialmente reconhecida e já disponível para o mercado brasileiro. Esta técnica consiste na separação de agregados e reuso de finos do concreto por meio de um equipamento denominado Separador de Agregado. O concreto residual e a água utilizada para a limpeza das betoneiras são escoados para o equipamento, por meio de uma calha de alimentação (figura1). 1. Entrada do concreto fresco a ser reciclado, 2.Saída de água de lavagem com finos, 3.Processo de lavagem e separação dos finos dos agregados e 4. Saída dos agregados. Figura 1 – Equipamento utilizado para a reciclagem do concreto fresco. (FONTE: SCHWING STETTER, 2000) Em seguida o processo de separação água de lavagem/ agregado é executado no tambor, que possui uma espiral girando no sentido contrário ao fluxo de água, até a chegada dos agregados, já lavados, à calha de descarga e posteriormente reclassificados e encaminhados à central de concreto onde são reutilizados. A água de lavagem é escoada para um tanque de armazenagem que possui um agitador para manter os finos em suspensão, a mesma é bombeada para a central de concreto, onde é utilizada na produção de concreto que juntamente com a água potável forma-se a água total de mistura do traço. A seguir ensaios laboratoriais são realizados para a verificação da resistência à compressão e o tempo de pega do 5 Coletânea de Artigos Técnicos ANAPRE - Associação Nacional de Pisos e Revestimentos de Alto Desempenho concreto, cujos resultados foram semelhantes aos concretos produzidos somente com água potável. ser avaliados para a reutilização da água de lavagem na produção do concreto. No entanto, não há até o momento normas brasileiras quanto aos requisitos para a reutilização da água de lavagem. Contudo, trabalhos desenvolvidos nos Estados Unidos, Noruega e outros países europeus convergem basicamente para os mesmos requisitos que necessitam A reciclagem de materiais na construção civil é uma tecnologia pouco explorada e com reais possibilidades para contribuição à preservação ambiental. A metodologia aplicada demonstrou ser um possível processo produtivo e um campo a ser explorado. 6 * O conteúdo do artigo reflete a opinião do autor. Coletânea de Artigos Técnicos ANAPRE - Associação Nacional de Pisos e Revestimentos de Alto Desempenho Autor: Marcel Aranha Chodounsky Data: Maio/2007 Especificação e medição de F-Numbers Certamente que pisos mais planos e nivelados são esteticamente melhores. Entretanto, o controle da qualidade da superfície do piso com relação a planicidade e nivelamento tem um fundamento muito mais funcional do que estético. A operação de equipamentos de precisão, tais como as empilhadeiras tipo tri-lateral e veículos tipo AGV (auto guided vehicles), é fortemente influenciada pelas características da superfície do piso. Pisos com problemas no nivelamento e planicidade acarretam menor perfomance das operações de logística: perda de produtividade (menor velocidade de operação na movimentação de cargas), menor segurança (risco de colisões das empilhadeiras contra a estrutura de porta-pallets em corredores estreitos), além de maior manutenção dos veículos. em duas medidas sucessivas de elevações diferenciais, tomadas a cada 300 mm; • FL para nivelamento (levelness), definido pela conformidade relativa da superfície com um plano de referência (geralmente o plano horizontal), medido a cada 3 m. Até 1987, o sistema empregado para certificação da qualidade da superfície do piso consistia na verificação da máxima abertura entre o piso e uma régua de 3 m. Com base nos resultados das aberturas classificava-se o piso com relação a planicidade: • Superfície plana – até 5 mm • Superfície muito plana – até 3 mm Este método de avaliação apresenta as seguintes restrições: não avalia o nivelamento da superfície do piso; avaliação imprecisa da planicidade, pois não avalia a frequência das imperfeições (ondulações); só avalia a amplitude; dificuldade em reproduzir os resultados e em ensaiar grandes áreas. Uma grande inovação surgiu com a introdução do conceito F-Number (F-Number system) em 1987. A partir daí, passou-se a realizar a especificação e medição da planicidade e do nivelamento dos pisos industriais, com base nesta metodologia denominada F-Numbers, que é detalhadamente descrita pela norma ASTM E 1155 / 96i . De acordo com esta norma, pode-se definir F-Numbers como sistema normalizado (ACI 117, 1990)iii de especificação e medição da planicidade e nivelamento de pisos de concreto sujeitos ao tráfego randômico. A especificação dos F-Numbers deve contemplar dois parâmetros: • FF para planicidade (flatness), definido pela máxima curvatura no piso em 600 mm, calculada com base Nos casos de pisos inclinados ou em lajes suspensas (por causa de eventuais deformações) não faz sentido especificar ou medir o FL para controle da execução. No caso de lajes, se realizada, a medição para avaliação do executor deverá, obrigatoriamente, ser feita com a estrutura ainda escorada. Quando empregado o sistema F-Numbers, devem-se adotar dois requisitos para cada F-Number (FF ou FL): • Valor global (specified overall value – SOV), que é o valor do índice de planicidade ou nivelamento a ser atingido, calculado com base na média ponderada com a área dos resultados individuais de cada faixa de concretagem (seção de teste); • Valor mínimo local (minimum local value – MLV), que representa o menor valor aceitável de planicidade ou nivelamento para qualquer trecho do piso, faixa de concretagem ou parte dela. Este parâmetro não deve ser confundido com o conceito de Fmín empregado exclusivamente na medição de pisos sujeitos ao tráfego definido de veículos. A principal função do valor mínimo local é garantir ao cliente que todas as partes do piso estejam em conformidade com uma qualidade mínima, que garanta sua funcionalidade. As áreas (a placa como um todo ou parte dela) que apresentarem resultados de F-Numbers inferiores aos va7 Coletânea de Artigos Técnicos ANAPRE - Associação Nacional de Pisos e Revestimentos de Alto Desempenho lores mínimos, deverão obrigatoriamente ser reparadas ou reconstruídas (Tipping, 1996) . Um procedimento prático é definir um valor mínimo que representa uma qualidade mínima exigida pelo cliente e/ ou que garanta a funcionalidade do piso (operações dos equipamentos), e então definir os valores médios (valores globais) com certa margem de segurança. Recomenda-se que os valores médios sejam 50% maiores que os valores mínimos, ou inversamente, que os valores mínimos sejam 2/3 dos valores globais. Como há uma sensível diferença entre os valores mínimos e os valores globais, uma especificação que contenha apenas um valor para FF ou FL deixa margem de dúvidas quanto a qualidade realmente objetivada (Fricks, 1996). Por exemplo, um projeto que especifique apenas FF > 50 pode causar grandes confusões nas empresas executoras no momento do orçamento, e pior, pode gerar grandes transtornos durante a execução. O número e qualidade dos operários, de equipamentos e dos procedimentos executivos são totalmente diferentes para se executar um piso com valor mínimo exigido de 50 ou um piso com valor global (médio) de 50. Para a medição dos F-Numbers comumente se emprega equipamento específico denominado dipstick floor profiler, enquadrado no item 3.1.5 da norma ASTM E 1155 como equipamento inclinômetro tipo II. perpendiculares às juntas ou em diagonais (45º) conforme a largura da faixa. A área de medição deve, salvo uma exceção descrita na norma, estar afastada de 60 cm das juntas construtivas e das interferências (pilares, caixas de passagem). As linhas de medida podem cruzar as juntas serradas. Para cada linha de medida são determinados valores de FF e FL, que por sua vez são combinados para obtenção do valor final que caracterizará a placa em questão. A avaliação não é feita em 100% da placa, o que seria impossível. São tomadas linhas de medida (amostras) distribuídas ao longo de toda a placa, admitindo-se que o piso em uma pequena distância ao redor (dos dois lados) da linha apresente a mesma qualidade. Podemos então, ter duas situações de não conformidade. A primeira, com áreas do piso que não atendem aos valores mínimos. Medidas corretivas, como a recuperação ou reconstrução destas áreas, devem ser exigidas. No segundo caso, podemos ter um piso em que todas as áreas atendem aos valores mínimos, mas o resultado global é inferior ao especificado. Uma vez garantida a funcionalidade do piso (de acordo com o conceito de valor mínimo local), considera-se justo que o executor seja penalizado em razão da deficiência executiva. O ACI 302 apresenta alguns valores típicos de F-Numbers em função da utilização do piso e que podem ser utilizados como uma referência inicial: Aplicação típica FF FL Pisos de garagens, estacionamentos, contra-piso para pisos elevados 20 15 Edifícios comerciais e industriais, pisos com revestimento de carpete 25 20 Depósitos convencionais 35 25 Depósitos especiais (estrutura de portapallets com grande altura), pistas de patinação 45 35 Estúdios de cinema ou televisão 50 50 Além deste guia, para especificação dos valores mais adequados a uma obra específica podem ser buscadas referências extras através: • Dos fabricantes de equipamentos (empilhadeiras, trans-elevadores, etc) que serão utilizados na operação do galpão; Figura - Equipamento para medição dos F-Numbers (dipstick) Quanto às medições da planicidade e nivelamento, é altamente recomendável que sejam realizadas dentro de 24 horas após o término das operações de acabamento superficial do concreto, ou no máximo, até 72 horas, conforme orientação da ASTM, permitindo que ajustes e alterações nos procedimentos de execução sejam efetuados em tempo hábil. Outra razão é que o empenamento (curling) da placa de concreto afeta o resultado do nivelamento, o que poderia indicar um problema de projeto, de material (concreto com retração excessiva) ou de cura inadequada, e não uma deficiência da execução, que é o objetivo principal da avaliação. A norma ASTM citada define todos os procedimentos para a tomada de medidas, quer para linhas de medida • De empresas de consultoria em pisos industriais que realizem as medições dos F-Numbers; • Da obtenção direta dos F-Numbers pela medição de pisos existentes que operem satisfatoriamente e com equipamentos similares à obra em questão. American Society for Testing and Materials ASTM E 1155-96: Standard Test Method for Determining FF Floor Flatness and FL Floor Levelness Numbers. American Concrete Institute ACI 117-90: Standard Specifications for Tolerances Concrete Construction and Materials. Eldon Tipping: Using the F-Number system to manage floor installations. Concrete Construction Magazine, January, 1996. Terry Fricks: Misunderstandings and abuses in flatwork specifications. Concrete Construction Magazine, June, 1996. American Concrete Institute ACI 302.1R-96: Guide for Concrete Floor and Slab Construction – Floor flatness and levelness (section 8.15). 8 * O conteúdo do artigo reflete a opinião do autor. Coletânea de Artigos Técnicos ANAPRE - Associação Nacional de Pisos e Revestimentos de Alto Desempenho Autores: Levon Hagop Hovaghimian Públio Penna Firme Rodrigues Data: Maio/2008 O sistema pavimento industrial As pessoas têm enorme facilidade de julgar as coisas pelo seu exterior e quando se trata de pavimentos industriais essa avaliação subjetiva é ainda mais fácil, pois o que está à mostra é apenas a sua superfície: por exemplo, um piso com o RAD solto quem é imediatamente rotulado é o aplicador, quando na realidade podem haver outros fatores importantes que conduzem a essa patologia, sem que seja necessariamente culpa da aplicação, ou quando vemos uma fissura de ordem estrutural, como uma quebra de canto de placa, automaticamente o projetista é o alvo das críticas. Mas a realidade é outra; o piso industrial é um elemento estrutural bastante complexo composto por diversas camadas superpostas, compostas por materiais bastantes distintos, como podemos ver na figura abaixo e que geralmente é composto de: subleito, sub-base (ou base), barreira de vapor, placa de concreto e revestimento. Muitas vezes, outras camadas são introduzidas para resolver problemas específicos, como uma drenagem sub-superficial, camada de bloqueio, etc e outras vezes algumas são suprimidas, como o subleito de um piso estaqueado. Finalmente, para completar, temos que olhar o piso sob o ponto de vista horizontal para então vermos outro componente muito importante: as juntas. A falha de um desses componentes estruturais não é necessariamente compensado por outro; assim, se o subleito é mal compactado, uma placa de concreto bem dimensionada pode romper com carga muitas vezes bem abaixo da prevista em projeto e, embora o defeito se apresente de forma estrutural, na realidade foi causado por uma falha executiva. Neste artigo, vamos fazer uma breve introdução dos principais componentes, que no futuro serão melhor detalhados. Subleito O subleito é composto pelo terreno de fundação do piso sendo, portanto, o solo local. Em países de clima quente e úmido como o Brasil e, portanto de grande atividade de decomposição de rochas, solos de mesma origem podem ter comportamentos muito distintos quando são formados, por exemplo na Serra do Mar ou no planalto central. Portanto, suas propriedades devem ser previamente conhecidas e lembrando que nem sempre o mesmo tipo de ensaio é adequado: solos de natureza laterítica, típicos de partes bem drenadas de regiões tropicais úmidas, são melhor caracterizados pelos ensaios MCT, enquanto que os saprolíticos, oriundos da decomposição in situ de rocha, são caracterizados pela metodologia tradicional. Sub-base (ou base) A sub-base, que no passado foi muito controversa, hoje é um elemento fundamental para o piso, seja sob o ponto de vista estrutural, homogeneizando a condição de suporte e controlando o bombeamento, como funcional, agindo como uma camada de isolamento restringindo a ascensão de umidade, facilitando as aplicações do RAD. Podem ser cimentadas, como brita graduada tratada com cimento, concreto compactado com rolo, solo-cimento, etc, mas mais comuns são as estabilizadas granulometricamente, como as britas graduadas. Barreira de vapor As barreiras de vapor formadas por camadas impermeáveis, tais como lonas plásticas ou imprimações impermeabilizantes são geralmente empregadas quando o projeto prevê aplicação de RAD ou quando o local apresenta problemas crônicos oriundos de umidade ascendente. De fato, a única garantia de não ocorrência de patologias decorrentes de umidade, tais como bolhas, é a presença deste componente, mas a sua adoção deveria ser generalizada por proteger o próprio concreto. Placa de concreto É, sem dúvida, o elemento estrutural mais importante, pois é ela que vai absorver todos os carregamentos do piso, transferindo-os para a fundação, de modo que esta trabalhe sempre no regime elástico, isto é, sem deformações permanentes. Além disso, é a responsável pela ancoragem dos revestimentos. Pode ser de concreto simples ou reforçada, sendo este tipo o preferido no nosso meio, já que nele a quantidade de juntas é bem menor. Os reforçados podem ser com armaduras de aço, tipo as telas soldadas, fibras ou protendido. Como o concreto é um material que durante as primeiras idades apresenta variações causadas pela retração hidráulica e de outros tipos, estas têm que serem consideradas no dimensionamento e comportamento da placa em serviço e, a tecnologia do concreto é matéria obrigatória, tanto no projeto como na execução. Revestimento Os revestimentos de alto desempenho ou RADs tem como objetivo acrescentar características específicas ao sistema piso, conforme a necessidade do projeto em questão; entre outros agregam melhoria das condições de higienização, da resistência superficial e mecânica em geral, resistência química, facilitam as demarcações de áreas e a estética. De um modo geral, os RADS se dividem em três grandes 9 Coletânea de Artigos Técnicos ANAPRE - Associação Nacional de Pisos e Revestimentos de Alto Desempenho grupos: os autonivelantes, os multicamadas e os argamassados ou espatulados. As bases químicas adotadas com maior frequência são a resina epóxi e o poliuretano. tar a característica de permitir a continuidade estrutural do piso, mas mesmo assim são sempre a parte mais fraca e quando há problemas estruturais, é nela que eles se manifestam inicialmente. Juntas As juntas são elementos introduzidos para o controle das variações higro-térmicas do concreto além de servirem como elementos auxiliares na execução. Devem apresen- 10 * O conteúdo do artigo reflete a opinião do autor. Coletânea de Artigos Técnicos ANAPRE - Associação Nacional de Pisos e Revestimentos de Alto Desempenho Autor: Marcel Aranha Chodounsky Data: Junho/2008 Concreto borrachudo Esta patologia é caracterizada pelo enrijecimento prematuro da camada superficial do concreto (daí o termo em inglês “crusting” que significa “casca”), sendo que as camadas inferiores não apresentam a mesma rigidez ou resistência, fazendo com que haja grandes deformações da “casca” superficial com a entrada das acabadoras mecânicas. Este fenômeno conhecido como “borrachudo” descreve o comportamento elástico do concreto, semelhante ao que ocorre na compactação de solos com excesso de umidade. O problema ocorre com o ressecamento superficial do concreto, que cria a falsa impressão de que é o momento correto para início da flotação. Tentando-se então, iniciar as operações de acabamento neste momento, verifica-se que o concreto das camadas inferiores não suporta os pesos das acabadoras, tendo como conseqüência a ruptura desta casca, resultando em uma superfície bastante fissurada e ondulada (há perda acentuada de planicidade). Na grande maioria das vezes, há comprometimento estético (fissuras e ondulações) e funcional (níveis de planicidade extremamente baixos). Figura 1: Aspecto da superfície fissurada do concreto devido a ocorrência de borrachudo. Esta patologia está associada ao emprego de acabadoras mecânicas, que, devido ao grande peso, conduzem à ruptura da camada superficial nos casos de borrachudo. Portanto, é pouco provável que este tipo de problema seja verificado em concretagens de pisos ou pavimentos de concreto com acabamento “vassourado” ou “lonado”, no qual não há a utilização de equipamentos pesados sobre o concreto recém-endurecido. A origem desta patologia está relacionada com fatores que conduzem a um endurecimento diferencial, entre a fina camada superficial e o restante do concreto. Temperatura da sub-base, condições climáticas (temperatura, umidade relativa, vento e sol) e a própria dosagem do concreto integram a lista de fatores que podem gerar condições para a ocorrência do fenômeno do “borrachudo” (Suprenant, 1997,a). Concretagens sobre sub-bases frias acarretam em um endurecimento mais lento da camada inferior do que o concreto próximo da superfície. Na parte inferior, além da temperatura menor (causada pela baixa temperatura da base), no caso de lançamento do concreto diretamente sobre uma camada deslizante (lona plástica), não ocorre a perda de água o que conduz a uma velocidade menor de endurecimento. Na superfície exposta do concreto (face superior), ocorre a subida de água de exsudação com posterior perda por evaporação, além do aumento da temperatura gerada pela temperatura ambiente. Temperatura elevada do ar, baixa umidade relativa, exposição direta da placa ao sol e vento, podem conduzir para o aparecimento do problema de “borrachudo” com o ressecamento prematuro e rápido da superfície do concreto. Logo, em concretagens a céu aberto há uma probabilidade maior de ocorrência deste tipo de patologia. Algumas características do traço do concreto podem contribuir para a ocorrência de “borrachudo”, particularmente àquelas relacionadas à exsudação do concreto. Concretos com baixa taxa de exsudação tendem a favorecer o aparecimento desta patologia (Suprenant, 1997,a). A exsudação do concreto é reduzida com incorporação de ar, elevado teor de finos, uso de adições minerais de elevada finura (sílica ativa ou metacaulim, por exemplo) e com a utilização de concretos com consistência mais seca (às vezes associado ao emprego de aditivos superplastificantes). Os aditivos retardadores podem ser úteis para atrasarem o início de pega do concreto ou para estender o tempo disponível para realização das operações de acabamento (“janela de acabamento”). Contudo, o retardamento excessivo pode causar o aparecimento de “borrachudos” (crusting) ou fissuras de retração plástica. A recuperação do piso com problemas de fissuração e perda de planicidade ocasionada pelo fenômeno de “borrachudo”, compreende na remoção parcial (reparos de pequena profundidade) ou na remoção total do concreto na área afetada, sendo ambas as soluções bastante onerosas. Algumas medidas podem ser tomadas com intuito de minimizar o risco de aparecimento da patologia, ou mesmo como forma de minimizar a sua incidência. Com relação à questão da temperatura baixa da base (em regiões frias), pode-se adotar o procedimento de atrasar as concretagens para o período de temperatura maior. Em situações de temperatura elevada e baixa umidade relativa do ar, pode-se realizar aspersão de água (ou preferencialmente aditivo redutor de evaporação) sobre o concreto (nebulização) com objetivo de elevar a umidade ao redor da placa de concreto, atentando-se para não lançar água diretamente sobre o concreto, mas sim para cima (o objetivo não é “molhar” o concreto e sim aumentar a umidade no entorno do piso). Após o lançamento, com o concreto ainda fresco e antes do acabamento, pode-se cobrir com lona plástica a placa, evitando a incidência direta de sol e vento, além de reduzir a perda de água do concreto (Suprenant, 1997,a) (Suprenant, 1997,b). Estas medidas além de contribuírem para redução do risco de ocorrência de “borrachudo”, minimizam a ocorrência de fissuras de retração plástica. 11 Coletânea de Artigos Técnicos ANAPRE - Associação Nacional de Pisos e Revestimentos de Alto Desempenho Concretos com tempo de início de pega longo são mais susceptíveis aos efeitos das condições climáticas (sol, vento, temperatura e umidade relativa). Recomenda-se neste caso, reduzir o tempo de início de pega do concreto ao mínimo, tempo este compatível com o processo de lançamento e acabamento. Referências: • SUPRENANT, Bruce A, “Troubleshooting Crusted Concrete”, Concrete Construction Magazine, April, 1997. • SUPRENANT, Bruce A, “Curing during the pour”, Concrete Construction Magazine, June, 1997. • CHODOUNSKY, Marcel. A. & VIECILI, Fábio A., “Pisos Industriais de Concreto: Aspectos Teóricos e Executivos”, Editora Reggenza, 2007. 12 * O conteúdo do artigo reflete a opinião do autor. Coletânea de Artigos Técnicos ANAPRE - Associação Nacional de Pisos e Revestimentos de Alto Desempenho Autor: José Henrique de Oliveira Data: Julho/2008 O solo do subleito e sua importância para os pavimentos industriais A correta interpretação das características do solo ocorrentes em uma obra, vão nos auxiliar no desenvolvimento de um projeto otimizado de pavimento industrial. Paralelamente à execução, o acompanhamento tecnológico se torna fundamental para a garantia do bom funcionamento do pavimento ao longo de sua vida útil. Para análise das características do terreno sobre o qual estará assentado o pavimento, é necessária a realização de ensaios que fornecerão números que permitirão a avaliação de seu comportamento frente às solicitações impostas pelo pavimento industrial. Alguns dos ensaios mais corriqueiros são: • Sondagem de simples reconhecimento com SPT ABNT NBR 6484: 2001 • Ensaio de Índice de Suporte Califórnia ( CBR ) ABNT NBR 9895: 1987 • Ensaio de compactação ( PN ) - ABNT NBR 7182: 1986 • Ensaio de análise granulométrica - ABNT NBR 7181: 1984 • Ensaio de determinação dos limites de Liquidez (LL) e Plasticidade (LP) - ABNT NBR 64590: 1984 e ABNT NBR 7180: 1984 mos obter o melhor desempenho do solo que constituirá o sub-leito do pavimento. Existem solos problemáticos para os quais muitas vezes é necessário o emprego de técnicas de estabilização para neutralizar efeitos indesejáveis como, por exemplo, a expansão volumétrica. Alguns tipos de solos mesmo que bem compactados não têm boa capacidade de suporte (CBR). O controle tecnológico da compactação dos aterros (ABNT NBR 5681: 1980) bem como das camadas superficiais em áreas de corte, devem seguir rigorosos critérios de inspeção. A freqüência de análise deverá levar em consideração principalmente o grau de homogeneidade do solo (ABNT NBR 12307: 1991). Um bom controle deve estender sua atividade ao acompanhamento dos processos executivos de forma a adequar os procedimentos à obtenção de um produto final dentro dos parâmetros assumidos no projeto da obra. Ainda na fase construtiva dos aterros podem se estudadas formas de exploração dos materiais nos cortes fazendo com que os solos de melhor qualidade sejam reservados para as camadas finais onde o pavimento estará apoiado. Geralmente, os investimentos feitos na melhoria do subleito são menos onerosos, acarretando economia para as camadas mais nobres (base e sub-base). A interpretação dos resultados desses ensaios permitirá a definição da estratégia mais adequada para que possa- 13 * O conteúdo do artigo reflete a opinião do autor. Coletânea de Artigos Técnicos ANAPRE - Associação Nacional de Pisos e Revestimentos de Alto Desempenho 14 Coletânea de Artigos Técnicos ANAPRE - Associação Nacional de Pisos e Revestimentos de Alto Desempenho Autor: Marcel Aranha Chodounsky Data: Agosto/2008 Projeto de piso industrial A execução de um piso industrial compreende a realização de uma série de etapas e serviços e envolve uma equipe de profissionais multidisciplinares. O projetista do piso de concreto deve possuir um conhecimento amplo de todas essas etapas e serviços de modo que ele possa com essa visão holística, especificar os parâmetros de desempenho e critérios de aceitação de cada elemento do sistema. De modo simples pode-se dizer que o projeto do piso deve contemplar no seu dimensionamento e detalhamento quatro questões básicas que determinam o desempenho do piso industrial: Fissuras e recalques: A ocorrência de recalques e fissuras estruturais pode envolver problemas relacionados ao solo, sub-base, dimensionamento do piso e ao carregamento atuante. O projetista deve ser capaz de identificar em cada obra todos os carregamentos atuantes e mediante à análise profunda do solo, definir pela necessidade de reforço do subleito e o tipo de sub-base, avaliar os diferentes sistemas construtivos e dimensionar o piso para cada uma das alternativas possíveis. Deve ainda conhecer as características e limitações de cada um destes sistemas a fim de que a fissuração por retração seja minimizada. Isto requer um conhecimento das propriedades do concreto além do emprego de detalhes construtivos específicos. Por outro lado, a falta de experiência de campo na execução de pisos industriais em diferentes condições tem se mostrado responsável por projetos pouco detalhados, materiais inadequados e incompatíveis com o processo de execução adotado. Tolerâncias superficiais: A qualidade da superfície do concreto (ou revestimento) definida pelo tipo de acabamento, resistência mecânica e pelas exigências com relação aos níveis serão fatores determinantes no desempenho do piso. Desta forma, o projetista deve ser municiado pelo cliente/usuário de todas as exigências do piso para que a operação fabril ou logística sejam garantidas. Os fornecedores dos equipamentos devem ser consultados e interagir com o projetista do piso. O conhecimento da futura utilização do piso, suas necessidades e tolerâncias em termos de nivelamento e planicidade, bem como o conhecimento extenso dos procedimentos executivos necessários para superação dessas necessidades e da capacidade dos diferentes executores, permite ao projetista definir o melhor sistema construtivo (piso de concreto simples, armado, com fibras ou protendidos) e a forma de execução (em faixas estreitas, largas ou jointless) mais adequada em cada caso. Não são raras as situações onde o projeto mal concebido define sistemas e formas de execução conflitantes com as condições de execução e as tolerâncias exigidas. Sabendo-se que o empenamento das placas é uma patologia presente na maioria dos pisos e que interfere na utilização do piso, o projetista deve ter conhecimento dos fatores envolvidos e das ferramentas disponíveis para minimização do problema e das suas conseqüências. Resistência à abrasão: Não basta um grande conhecimento das teorias de dimensionamento para que o projetista garanta um elevado nível de serventia de um piso de concreto ao longo de sua vida útil. O desgaste superficial é uma patologia muito mais frequente em pisos industriais do que os recalques ou fissuras estruturais, e podem facilmente comprometer seu valor funcional ou estético. Ainda assim, muitos profissionais preocupam-se exageradamente somente com o cálculo da espessura do piso. Por isso, uma boa noção de tecnologia de materiais (cimento, adições minerias, aditivos, etc), das propriedades do concreto, de diferentes sistemas de endurecimento superficial e dos procedimentos executivos é fundamental para que o piso seja corretamente projetado. O projeto deve contemplar materiais e procedimentos executivos que sejam apropriados às condições da obra. Por exemplo, enquanto que na maioria das situações a utilização das adições minerais pode resultar num grande incremento do desempenho do concreto, especificamente em condições climáticas muito adversas as desvantagens podem igualar os benefícios na aplicação em pisos industriais desempenados mecanicamente. Da mesma forma, os endurecedores cimentícios (minerais ou metálicos) que proporcionam grande incremento da durabilidade da superfície do piso devem ser especificados somente quando há condições para que sejam devidamente lançados e incorporados na superfície do concreto. Esse discernimento do projetista dos diferentes materiais e seu comportamento em condições distintas de execução ajuda a evitar que problemas de concepção equivocada do piso sejam transferidos para a obra. Durabilidade das juntas: Mais do que calcular ou definir as dimensões das placas, o projetista deve saber avaliar as consequências de tal escolha. A simples execução de um piso com placas grandes não garante que os problemas de juntas sejam minimizados. Cuidados especiais na especificação, seleção de materiais e dosagem do concreto devem ser tomados a fim de que a retração seja reduzida, e com ela os problemas de fissuração e empenamento. A retração excessiva pode acarretar a abertura excessiva das juntas bem como causar o empenamento demasiado de bordas e cantos das placas. Em placas empenadas as juntas muito abertas são difíceis de tratar e normalmente apresentam desempenho insatisfatório frente ao tráfego de veículos. O projetista deve se basear no layout da futura utilização do galpão para definição do projeto geométrico, procurando esconder as juntas, principalmente as construtivas, dos corredores de maior tráfego. No projeto do piso devem 15 Coletânea de Artigos Técnicos ANAPRE - Associação Nacional de Pisos e Revestimentos de Alto Desempenho estar indicados claramente os materiais e procedimentos para o tratamento das juntas. O esborcinamento de juntas, em parte, é fruto de um projeto geométrico falho e do selamento inadequado, é talvez a mais frequente e séria patologia em galpões logísticos. Todas as questões abordadas anteriormente são influenciadas tanto pelo projeto do piso industrial como pela execução em si. Ao longo das publicações da Anapre procurar-se-á discutir os elementos de projeto e de construção que podem maximizar o desempenho do piso e minimizar a possibilidade de ocorrência das situações abordadas acima. Dada a complexidade e particularidade do tema que consideramos que o projeto de piso é uma especialidade diferente do projeto de edificações verticais. Envolve conhecimentos específicos que o calculista de concreto armado comum normalmente não possui. Ao passar a projetar pisos industriais tal profissional deve buscar a especialização necessária para que projetos bem detalhados possam ser elaborados e as necessidades dos clientes e usuários dos pisos sejam superadas. Além dos aspectos abordados, espera-se do projetista: apresentação de soluções otimizadas conciliando redução de custo e segurança (durabilidade), imparcialidade (independência de fornecedores e aplicadores) e busca contínua de novas tecnologias (aprimoramento). Dados de caracterização do solo Informações das solicitações mecânicas Informações da agressividade química Projeto arquitetônico (planta baixa) Lay-out de utilização do piso Projeto de fundações e de hidráulica Dados de entrada (informações mínimas necessárias para elaboração do projeto) Projeto do piso industrial Dados de saída (informações mínimas a serem contempladas no projeto do piso) Espessuras de piso, sub-base e reforço do subleito Apresentação de alternativas estruturais (tipos) de pisos Projeto geométrico (lay-out de juntas) Materiais e procedimentos de cura Materiais e procedimentos de tratamento superficial Especificação das tolerâncias superficiais (F-Numbers) Procedimentos mínimos de controle tecnológico Materiais e procedimentos de tratamento das juntas Figura 1: Fluxograma de informações para elaboração do projeto do piso industrial. 16 * O conteúdo do artigo reflete a opinião do autor. Coletânea de Artigos Técnicos ANAPRE - Associação Nacional de Pisos e Revestimentos de Alto Desempenho Autor: Antonio Domingues de Figueiredo Data: Outubro/2008 A nova norma brasileira sobre fibras de aço para concreto A utilização do concreto reforçado com fibras de aço ocorre no Brasil há vários anos. As aplicações são bem variadas, indo da utilização em concreto para revestimento de túneis, passando pelo concreto para pavimentos e chegando mais recentemente ao concreto pré-moldado (como os tubos de esgoto). No entanto, isto vem acontecendo sem que se tivesse à disposição qualquer norma nacional sobre o assunto. Ou seja, a produção de fibras não precisava atender nenhum requisito e o controle do material em si era praticamente inexistente. Naturalmente, esta condição expunha o mercado a riscos de insucesso causados pela falta de parâmetros mínimos que servissem de referência para balizar a especificação e seleção do material. Esta situação mudou ao final de 2007, quando a ABNT publicou a norma NBR 15530:07 “Fibras de aço para concreto - Especificação” que estabelece parâmetros de classificação das fibras de aço de baixo teor de carbono. Nesta classificação estão previstos três tipos básicos de fibras, divididos segundo a geometria da mesma. O primeiro, Tipo A, é o das fibras com ancoragem em gancho, que é um dispositivo utilizado para melhorar a ancoragem da mesma dentro do concreto. O segundo é a fibra Tipo C, corrugada, e o terceiro é a fibra Tipo R, que possui uma geometria reta. Esta classificação geométrica, associada a cada tipo de fibra, não contempla o formato da seção transversal, mas somente o perfil da fibra. O formato da seção transversal irá depender do tipo de aço utilizado na produção da fibra que pode ser trefilado ou laminado. Assim, além dos tipos de fibras, a especificação para fibras de aço prevê três classes de fibras, as quais foram associadas ao tipo de aço que deu origem às mesmas: Associada a esta classificação, são definidos também, os requisitos mínimos de forma geométrica, tolerâncias dimensionais, defeitos de fabricação, resistência à tração e dobramento. Procurou-se garantir que qualquer produto em conformidade com estes requisitos tenha potencial para proporcionar um desempenho adequado ao concreto reforçado com fibras de aço. A norma se atém ao produto fibra, sem regular a verificação de desempenho da mesma no concreto, o que deverá ser objeto de normalização futura. No entanto, a nova especificação de fibras de aço para concreto, que foi produzida pela ABNT, pode ser considerada um marco da tecnologia do CRFA no Brasil. Isto porque ela traz alguns avanços tecnológicos incorporados, como o nível elevado de exigência para a resistência do aço, o que é perfeitamente compatível com a condição de produção de fibras hoje instalada no país. Além disso, os requisitos especificados, além de atenderem a condição nacional, podem ser considerados em conformidade com o mercado externo, ou seja, uma fibra produzida no Brasil e que atenda aos requisitos desta especificação, estará em condições de ser aceita em qualquer mercado internacional. No entanto, a recíproca não é verdadeira, pois as normas internacionais são mais flexíveis que a brasileira no que diz respeito a vários fatores como as tolerâncias dimensionais e a resistência mínima do aço. • Classe I: fibra oriunda de arame trefilado à frio; • Classe II: fibra oriunda de chapa laminada cortada à frio; • Classe III: fibra oriunda de arame trefilado e escarificado. 17 * O conteúdo do artigo reflete a opinião do autor. Coletânea de Artigos Técnicos ANAPRE - Associação Nacional de Pisos e Revestimentos de Alto Desempenho 18 Coletânea de Artigos Técnicos ANAPRE - Associação Nacional de Pisos e Revestimentos de Alto Desempenho Autor: Marcus Cortines Laxe Data: Dezembro/2008 Revestimentos especiais para salas de baterias Para um bom projeto de revestimentos especiais de proteção dos pisos de salas de baterias, temos que passar pela análise do substrato existente e posteriormente análise do futuro revestimento. 2) Para a questão “ataque mecânico”, deveremos obter a informação de quais tipos de veículos estarão tendo acesso ao local, tipos de rodízios (roda maciça ou pneumática) e análise de choques mecânicos. Análise do substrato: 1) Substratos Antigos: Devemos verificar o nível da estabilidade e resistência estrutural, analisando as contaminações e degradações ocorridas pelas solicitações mecânicas, químicas e térmicas que este piso sofreu no período antes da nova utilização. Todas as anomalias e patologias encontradas, deverão ser sanadas antes da aplicação do novo revestimento. 2) Substratos Novos: A análise passa a ser mais simples uma vez que detém-se o conhecimento do material e sistema de aplicação utilizado. Análise do revestimento: Para um bom desempenho do revestimento quatro são as análises a serem feitas: 1) Ataque químico - Levantar junto ao cliente final quais produtos estarão em contato com o revestimento, sua concentração, e tempo de exposição. 3) Para a questão “temperatura” é sabido que determinados tipos de produtos químicos em contato com a atmosfera ou com outros produtos químicos reagem e são geradores de calor, então deveremos neste caso escolher um revestimento que suporte este tipo de solicitação. 4) Vida útil desejada – Está associada ao investimento que se propõe a fazer. Isto será determinante no desempenho e tempo de vida da proteção do substrato existente. Por exemplo: Uma simples pintura poderá atender uma necessidade de tempo curto com baixo investimento, mas exigirá uma manutenção mais constante em contrapartida a um revestimento argamassado especial. Somente após todas estas análises é que poderemos especificar um revestimento correto, buscando sempre especificadores técnicos, produtos e aplicadores comprovadamente capacitados à realização dos trabalhos. 19 * O conteúdo do artigo reflete a opinião do autor. Coletânea de Artigos Técnicos ANAPRE - Associação Nacional de Pisos e Revestimentos de Alto Desempenho 20 Coletânea de Artigos Técnicos ANAPRE - Associação Nacional de Pisos e Revestimentos de Alto Desempenho Autores: Levon Hagop Hovaghimian Ariovaldo Paes Junior Data: Fevereiro/2009 Salas limpas, entenda esse conceito A evolução dos padrões de qualidade e aceitação transformou muitas atividades da sociedade moderna e gerou uma constante busca por produtos cada vez mais sofisticados, com índices de rejeição reduzidos, aliada à alta produtividade de um modo geral. O reflexo imediato deste quadro foi o surgimento de processos de alta performance, utilizando equipamentos de alta precisão, com controles eletrônicos de última geração operando, muitas vezes, em áreas livres de contaminantes particulados. Este “efeito colateral” do progresso criou a necessidade de “Salas Limpas”, ambientes livres de impurezas, onde partículas contaminantes, velocidade do ar, temperatura, pressão e umidade são mantidos e controlados sob rígidas especificações. Surgidas inicialmente nos centros cirúrgicos, hoje são adotadas nos mais diversos setores de atividade: da indústria de semicondutores à indústria farmacêutica, passando por áreas e processos onde partículas em suspensão e demais elementos contaminantes podem comprometer o processo produtivo acarretando inúmeros prejuízos materiais, financeiros e até mesmo humanos. Na Europa, o “British Standard 5295:1989” e o “WHO Technical Report Series 902/2002” se destacam entre os mais utilizados, sendo este último, editado pela “World Health Organization”, voltado exclusivamente à área farmacêutica e adotado, também , pela legislação regulatória brasileira, que o transcreve na RDC 210/2003. A tabela abaixo apresenta a classificação segundo “WHO Technical Report Series 902/2002”. Grau Em descanso Em operação Número máximo permitido de partículas/ m3 Número máximo permitido de partículas/ m3 0,5 – 5,0µm Acima de 5,0µm 0,5 – 5,0µm Acima de 5,0µm A 3.500 0 3.500 0 B 3.500 0 350.000 2.000 C 350.000 2.000 3.500.000 20.000 20.000 Não definido Não definido Classificação D As Salas Limpas são classificadas pela pureza do ar (número de partículas presentes por unidade de volume de ar) e dependem da natureza e procedimentos de operação da sala, assim como dos materiais de sua construção. Atualmente a norma ISO 14644-1 as classifica em nove classes, embora o método ainda mais comum seja a classificação mais antiga do Federal Standard: US.FED STD 209D e US.FED STD 209E (SI – Sistema Internacional). A ABNT adota desde abril de 2005 a NBR ISO 14644-1 em substituição a antiga NBR 13700 – Classificação e Controle de Contaminação. A tabela abaixo compara a classificação das salas nesses diferentes sistemas. Classe Limite de contagem Padrão ISO de partícula* US.FED 209D US.FED 209E Class 1 M 1.5 ISO 3 1 Class 10 M 2.5 ISO 4 10 Class 100 M 3.5 ISO 5 100 Class 1000 M 4.5 ISO 6 1000 Class 10.000 M 5.5 ISO 7 10.000 Class 100.000 M 6.5 ISO 8 100.000 * partículas de 0,5 microns ou maiores em um pé cúbico de ar 3.500.000 No Brasil é frequente adotar pelas indústrias farmacêuticas, cosméticas e alimentícias as recomendações do FDA – Food and Drog Administration e da ANVISA na forma das RDCs que estabelecem guias gerais para elaboração de projeto, construção e práticas de fabricação em diversos ambientes, inclusive as salas limpas. Para as diferentes indústrias, a classificação requerida para uma sala limpa depende do tipo de atividade e concentração de partículas permitidas. A relação a seguir exemplifica, baseado na Federal Standard, as diferentes classes de concentração pela natureza da atividade industrial e científica. Classe 1 – Utilizadas para manufatura de circuitos integrados com desenvolvimento de geometrias sub-mícron. Classe 10 – Classe destinada à fabricação de semicondutores produzidos em larga escala e circuitos integrados com linhas menores que 2 µm. Classe 100 – Utilizada quando se deseja ambientes livres de partículas e bactérias como no caso de manufatura de produtos farmacêuticos injetáveis e de Biotecnologia. Requerido para operações médicas de implantes ou transplantes cirúrgicos. Fabricação de circuitos integrados e de Satélites. Isolamento de pacientes imunodeprimidos e pacientes com operações ortopédicas. 21 Coletânea de Artigos Técnicos ANAPRE - Associação Nacional de Pisos e Revestimentos de Alto Desempenho Classe 1000 - Fabricação de equipamento de alta qualidade. Montagem e teste de giroscópios de precisão. Montagem de mancais miniaturizados Classe 10.000 - Montagem de equipamentos hidráulicos e pneumáticos de precisão, válvulas servocontroladas, dispositivos de relógios de precisão, engrenamento de alto grau. Classe 100.000 - Trabalhos óticos em geral, montagem de componentes eletroeletrônicos, montagem hidráulica e pneumática, linhas de embalagem. Construção A construção de uma sala limpa começa com o piso, paredes e teto e esses componentes devem assegurar o máximo de limpeza e um mínimo de contaminação. O piso é um dos mais importantes: o processo produtivo acaba acontecendo sobre o mesmo, elevando sobremaneira sua relevância. Os pisos para salas limpas precisam ser de fácil limpeza e manutenção, possuir aparência atrativa e cores claras de modo a facilitar a visualização de sujidades, apresentar superfície lisa com porosidade o mais próximo quanto possível de 0% e estar isenta de juntas e trincas que evitem acúmulo de partículas e germes. Em determinadas situações, o piso necessita também, de características adicionais, tais como controle de eletricidade estática (pisos condutivos e antiestáticos), resistências químicas específicas e índices adequados de planicidade e nivelamento. Outro fator importante é que durante o uso, a formação de poeira pela abrasão deve ser mínima. Por estas e outras razões tais como inexistência de juntas e rapidez da aplicação e liberação de áreas os revestimen- tos monolíticos a base de resinas sintéticas, tais como o epóxi e o poliuretano são, atualmente, os sistemas mais adotados para revestimentos de piso em salas limpas. Para a sua aplicação, inspeções prévias acabam sendo de grande importância de modo a eliminar o risco de falta de capacidade de suporte, irregularidades e saliências localizadas no substrato, que podem colocar em risco toda a condição operacional pelo aparecimento de trincas, fissuras, impregnação de sujidades e consequente proliferação de microorganismos nestes locais. Variando conforme a classificação das salas, a tendência é a adoção de sistemas com textura final mais lisa, tal como os autonivelantes em salas com limite de partículas abaixo de 100. Além destas características, a realização de ensaios de desempenho básicos como resistência à compressão, à abrasão, flexão na tração, índices de permeabilidade e demais testes que podem ser encontrados na NBR 14050, que regulamenta o uso de revestimentos monolíticos a base de resinas epóxi, são pontos importantes para assegurar sua performance e adequação em ambientes controlados. Operação Um ponto relevante quando a sala estiver pronta e posta em operação é a manutenção, com limpeza periódica do local. Assim, é comum, pelo pessoal de limpeza, empregar os mesmos sanitizantes utilizados nos procedimentos de limpeza e higienização dos equipamentos e utensílios que dela fazem parte. Muitas vezes, essas substâncias são agressivas ao revestimento do piso causando degradações e reduzindo sua vida útil. Embora seja parte do processo, o piso não participa diretamente do mesmo e deve haver procedimentos específicos para essa área da sala. Desse modo, é importante que ao término da instalação, o aplicador forneça ao usuário um guia geral de procedimentos de resistência química do revestimento utilizado. 22 * O conteúdo do artigo reflete a opinião do autor. Coletânea de Artigos Técnicos ANAPRE - Associação Nacional de Pisos e Revestimentos de Alto Desempenho Autor: Paul Horst Seiler Data: Março/2009 Concreto para pisos industriais O melhor traço de concreto para pisos é aquele que consegue incorporar a combinação mais econômica de materiais com a trabalhabilidade, resistências à abrasão e compressão, durabilidade e retração requeridas no projeto. contrabalanceada com a retração natural sofrida pelo concreto ao longo de seu processo de cura. Segundo o Instituto Americano do Concreto, em seu Comitê de número 302, em sua introdução cita que a qualidade de um piso de concreto depende da obtenção de uma superfície plana, relativamente livre de fissuras, na inclinação e nível desejados. As propriedades da superfície são determinadas pelo traço em si assim como pelas operações de lançamento, acabamento e corte de juntas. O tempo, especialmente nas operações de acabamento e corte de juntas, é crítico. Não dar a devida atenção a estes pontos pode fatalmente levar a diversos tipos de patologias, entre elas o fissuramento, baixas resistências à abrasão, desplacamentos, desnivelamentos, empenamentos acima do esperado e excesso de formação de pó na superfície. A quantidade ideal de agregados miúdos no concreto está diretamente relacionada com a trabalhabilidade e resistência à abrasão que se deseja obter. O concreto deverá ser coeso e plástico suficiente para mitigar exsudação e segregação. O Concreto As fibras de aço são utilizadas para substituir parcial ou completamente as armaduras em pisos de concreto. Tal qual ocorre com as armaduras, estas fibras não irão prevenir eventual fissuramento, mas, quando em quantidade suficiente poderão manter as fissuras que surgirem fechadas. Quando se desenvolve traços de concreto especificamente direcionados às aplicações de pisos, deve-se procurar sempre: Os Agregados Menores quantidades de agregados miúdos tipicamente levam a resistências à abrasão mais elevadas caso o concreto não apresente exsudação significativa. A exudação fragiliza a camada superficial do concreto por alterar a relação água/cimento naquela região. As Fibras • Minimizar a retração; • Adicionar uma quantidade de finos que seja somente suficiente para permitir uma bombeabilidade adequada e facilitar as operações de acabamento, lembrando sempre que uma parte destes finos podem ser substituídos por aditivos modificadores de viscosidade; Por outro lado, as fibras sintéticas, sejam elas de Polipropileno, Polietileno ou Poliamida (Nylon), têm como principais características trazidas ao concreto a redução da segregação e da formação de fissuras enquanto o concreto ainda está em seu estado plástico. À medida que o módulo de elasticidade aumenta, a maioria das fibras disponíveis no mercado, nas dosagens recomendadas pelos fabricantes não oferecerão restrição suficiente para manter as fissuras fechadas. • Minimizar o uso de aditivos que promovam retardos, evitando-se assim a pega diferencial e os consequentes “borrachudos”. Existem também as chamadas Macrofibras, que são fibras sintéticas com as características estruturais semelhantes ao de fibras metálicas. • Maximizar a resistência à abrasão; Sempre é indicada a realização de uma placa teste, seja na própria área que será concretado o piso em si, seja em outro ponto do terreno. Na placa teste, todos os envolvidos no processo poderão avaliar se o concreto especificado atende aos requisitos necessários pelo cliente final, empresa aplicadora e eventualmente o fabricante de endurecedores de superfície. No caso específico do combate à retração, duas alternativas estão disponíveis em nosso mercado. Uma delas é o uso de aditivos redutores de retração. Estes atuam ao diminuir a tensão superficial da água e consequentemente reduzir as tensões geradas dentro dos capilares do concreto. A outra é o emprego de cimentos, ou aditivos, expansivos. Estes atuam por meio da formação adicional de etringita na matriz causando uma expansão inicial que é Os Aditivos Normalmente, para traços elaborados para pisos de concreto emprega-se plastificantes ou plastificantes polifuncionais. Os aditivos têm como principal função reduzir a quantidade de água de amassamento necessária para se obter uma determinada trabalhabilidade. Com isto, a quantidade de cimento do traço também pode ser reduzida, uma vez que o fator a/c também é menor. Com menos cimento no traço, para uma mesma resistência, a retração potencial do concreto também é reduzida. Superplastificantes também podem ser empregados em traços para pisos de concreto, observando, porém, que o corte de água e a redução nos potenciais de retração não estão relacionados linearmente. Outro ponto a observar 23 Coletânea de Artigos Técnicos ANAPRE - Associação Nacional de Pisos e Revestimentos de Alto Desempenho quando do emprego dos aditivos superplastificantes é a eventual segregação que pode ser incorporada às características do concreto. Aditivos retardadores de pega podem e devem ser utilizados em concretagens em climas quentes, visando estender o tempo de trabalhabilidade do concreto. As dosagens dos aditivos e, especialmente, o retardo devem ser cuidadosamente estudados em laboratório e acompanhados em obra para evitar assim o aparecimento de pontos com pega diferencial, assim como fissuras de retração plástica, pelo tempo em que o concreto perde água por evaporação, antes de ter resistências mecânicas suficientes para suportar esta perda de volume. Um cuidado especial deve ser tomado também em relação ao ar incorporado nos concretos para pisos. Recomendase que este não ultrapasse os 3% quando se desejar um acabamento polido, de superfície mais dura e densa. Este ar pode formar pequenas bolsas sob a superfície sendo acabada que levará a desplacamentos significativos no piso. Por fim, recomenda-se também que, caso mais de um aditivo seja utilizado no mesmo traço de concreto, a adição de ambos seja feita em separado, após a compatibilidade entre ambos, comprovada em testes laboratoriais. 24 * O conteúdo do artigo reflete a opinião do autor. Coletânea de Artigos Técnicos ANAPRE - Associação Nacional de Pisos e Revestimentos de Alto Desempenho Autor: Jefferson Bomfim dos Reis Data: Abril/2009 Posicionamento de armaduras em pisos e pavimentos de concreto O controle de qualidade é uma atividade de extrema importância na garantia da qualidade dos pisos e pavimentos de concreto, ocorrendo em diversos momentos da obra, inclusive com uso de recursos laboratoriais. Enfocaremos apenas o controle efetivo na obra, quanto ao posicionamento e preparo das armaduras. É importante ressaltar que diversos outros fatores devem ser observados durante o processo de construção de um piso, como o de preparo do solo e da sub-base, a qualidade do concreto, além das espessuras das camadas e outras etapas. O acompanhamento técnico na obra por profissional capacitado é indispensável para a obtenção da qualidade desejada. Devemos atentar ao posicionamento de todas as armaduras, respeitando as especificações dos projetistas e das condições executivas. Nesse momento, é importante considerar que não são recomendadas algumas práticas e soluções de obra, tais como: • Posicionar armadura e posteriormente tentar puxá-la; • Lançar o concreto até a cota da armadura, lançar a armadura e completar o lançamento do concreto; • Concretar toda espessura e depois tentar empurrar a armadura para a posição adequada. Estas práticas têm se mostrado inadequadas, pois não garantem o posicionamento correto e tão pouco são factíveis em alguns casos. Armadura Inferior No caso dos pisos e pavimentos estruturalmente armados, a armadura inferior tem fundamental importância na capacidade estrutural. A tendência natural, neste caso, é de que a armadura fique muito próximo da face inferior da placa de concreto, posicionamento este condenável. Esta armadura deve ser posicionada entre 20 e 40 mm da face inferior conforme especificado em projeto, lembrando que os pisos de concreto devem ser compostos com uma camada de sub-base, normalmente em brita graduada, que estará oferecendo importante contribuição à proteção da armadura. A não observância do adequado cobrimento representa fator comprometedor da vida útil das estruturas, sendo este reduzido significativamente. Para que o cobrimento seja respeitado não basta a especificação em projeto; é necessário ainda a utilização de espaçadores adequados. Dentro das alternativas mais utilizadas estão as pastilhas argamassadas, espaçadores plásticos e espaçadores soldados. Os de argamassa, produzidos na obra, geralmente não possuem qualidade suficiente e normalmente se rompem ao passar de equipamentos e andar de operários, além de ser necessário longo espaço de tempo para o preparo de milhares de espaçadores. Já os espaçadores plásticos e os espaçadores soldados contribuem decisivamente para a garantia de posicionamento das armaduras disponíveis no mercado em grande escala. Para decidir pelo tipo de espaçador, o profissional deverá levar em consideração o tipo de apoio (brita, brita graduada, solo, concreto, etc), o diâmetro do fio ou barra e o cobrimento especificado. Armadura Superior Sendo responsável pelo controle de retração nos pisos armados, a armadura superior deve ter seu posicionamento controlado e verificado durante todo o processo de concretagem, principalmente naqueles em que o slump do concreto for reduzido e ainda nos casos de grandes espessuras. Diversas literaturas internacionais tratam deste tema; porém nossa recomendação é de caráter prático, dentro das possibilidades reais das obras e equipamentos utilizados. O posicionamento destas armaduras não deve variar mais do que 10 mm do seu posicionamento especificado em projeto. Cuidado especial deverá ser tomado na região de emendas para o caso de uso das telas eletrosoldadas, defasando, quando possível, as emendas dos painéis. Quando o projeto do piso prevê a utilização de armadura dupla, normalmente com a utilização de tela eletrosoldada, o posicionamento pode se dar, normalmente por uso de espaçadores soldados entre elas. Essa solução tem sido muito utilizada desde o fim da década de 90 e consiste em distribuir linhas ou colunas de espaçadores soldados, afastados aproximadamente 80 cm uma das outras. 25 Coletânea de Artigos Técnicos ANAPRE - Associação Nacional de Pisos e Revestimentos de Alto Desempenho Dentro de suas principais características, vantagens e benefícios, estão: • Disponibilidade nas obras, principalmente na proximidade dos grandes centros urbanos; • Baixo custo; • Não requer mão-de-obra para preparar os espaçadores; • Disponível em diversas alturas; • Altura é reduzida com a presença de armadura inferior; • Consome 1 metro a cada 0,8/m², ou seja, 1,25 m de espaçadores por m²; • Possuem alta estabilidade, permitindo pouca ou nenhuma amarração com arame recozido; As barras de transferência são dispositivos de transferência de carga vertical e restrição ao empenamento que permitem a movimentação horizontal entre placas de concreto. Devem ser preparadas em aço liso, sejam em CA 25 ou barras mecânicas, retilíneas, isentas de rebarbas nas extremidades, com aplicação de graxa ou óleo lubrificante em metade de seu comprimento adicionado de 5 cm e a outra metade protegida contra oxidação. O emprego de barras de transferência produzidas industrialmente é recomendado por possuírem padrão de produção adequado para as necessidades dos pisos ou pavimentos de concreto. Na utilização, as barras devem ser posicionadas paralelamente uma das outras mantendo um distanciamento e comprimento, conforme especificado em projeto, e a tolerância deve ser de 25 mm. Para que não ocorram deficiências localizadas de transferência de carga em relação ao plano horizontal, as barras devem estar no plano médio, com tolerância de 7 mm (ACI, 1990). • Alta produtividade para posicionamento da armadura. Atualmente não há dúvidas, sob o ponto de vista executivo e de garantia da qualidade do piso, que a utilização dos espaçadores soldados traz uma grande contribuição para a obtenção dos parâmetros almejados. Barras de Transferência 26 * O conteúdo do artigo reflete a opinião do autor. Coletânea de Artigos Técnicos ANAPRE - Associação Nacional de Pisos e Revestimentos de Alto Desempenho Autor: Angelo Roncalli de Oliveira Data: Abril/2009 Lapidação em pisos cimentícios Lapidar um diamante é possível pela utilização da ciência e arte milenar e, claro, pelo talento do profissional. No processo de lapidação, é inspecionada a qualidade do mineral (diamante bruto), estudados quais e a qualidade das ferramentas de corte e polimento a serem utilizadas para obter a lapidação ideal e o resultado final: ter o melhor brilho do diamante. Isto não é nada diferente da lapidação como sistema: parte mecânica e parte química. Lançado comercialmente nos EUA em 2004 para pisos cimentícios (concreto, placa vibro-prensada e revestimentos de alta resistência), vem ganhando espaço cada vez maior no Brasil. Vale ressaltar que para o desempenho ideal dos processos de lapidação de pisos cimentícios torna-se obrigatória a utilização de máquinas próprias de lapidação, unidades aspiradoras sofisticadas com filtros auto-limpantes e outros acessórios que possibilitam obter um brilho próximo ao porcelanato, sistema a seco sem poeira e lama, que torna possível trabalho em áreas de atividades comerciais com liberação rápida das mesmas. Faz-se necessária a utilização de ferramentas diamantadas metálicas e diamantadas resinadas de excelente qualidade e rendimento, responsáveis diretas pela qualidade do brilho na lapidação do piso. A parte química do sistema também deve ser de excelente qualidade e aplicada corretamente conforme instruções do fabricante. É ela que tem o menor custo por m² e tem a função primordial de enriquecer o brilho e mantê-lo por proporcionar resistência à abrasão por pedestres (lojas) até empilhadeiras (fábricas e centros de distribuição). Em pisos novos, temos oportunidade de controlar a granulometria, formato e cor dos agregados e a planicidade; porém, em pisos velhos, a parte crítica é a qualidade da especificação e execução da recuperação do piso por empresas certificadas e bem treinadas adotando os materiais mais adequados para cada caso. O custo-benefício destes sistemas que não são formadores de películas dispensam seladores, ceras, etc. A manutenção e limpeza se dão pela simples lavagem com produtos adequados e formulados para este sistema com o custo bem baixo e sem tornar o piso escorregadio, conforme testes feitos no NFSI National Floor Safety Institute (EUA). Mais recentemente, foram lançados também no Brasil os produtos de tingimento para pisos, especialmente para pisos velhos, uma vez que como “acid stain” é capaz de realizar esta tarefa sem formação de película. No entanto, ao contrário do “acid stain”, eles não dependem da reação química pigmento – reagente - agregado - cimento obtendo cores vivas e uniformes. Estão disponíveis em base d´agua e solvente, com 24 cores e suas derivações. Finalmente, para maior qualidade, é de suma importância que os pisos cimentícios a serem lapidados tenham a recomendação de um projetista e uma relação planicidade e nivelamento de qualidade. 27 * O conteúdo do artigo reflete a opinião do autor. Coletânea de Artigos Técnicos ANAPRE - Associação Nacional de Pisos e Revestimentos de Alto Desempenho 28 Coletânea de Artigos Técnicos ANAPRE - Associação Nacional de Pisos e Revestimentos de Alto Desempenho Autor: Ioel Levy Data: Maio/2009 Subleito e sub-base: Suas especificações Denominamos subleito o terreno de fundação preparado para receber o pavimento industrial. No Brasil, que segue a escola européia de trabalhar com pisos delgados, o subleito, que na maioria das vezes exerce o papel de fundação direta, é uma camada bastante exigida pela transmissão de esforços do pavimento industrial ao solo. Elas podem ser divididas em dois grupos: granuladas e estabilizadas. As granulares podem ter granulometria fechada ou aberta, sendo a última mais usual em pisos industriais. Quanto às estabilizadas as mais comuns são constituídas por solo cimento e brita graduada tratada com cimento (B.G.T.C.). Na fase preliminar ou de projeto do pavimento é importante realizar ensaios com intuito de se conhecer as características do terreno, através de sondagens (SPT), e ensaios de caracterização do solo superficial através da realização de ensaios de limites de liquidez (NBR 6459), limite de plasticidade (NBR 7180), análise granulométrica por peneiramento e/ou sedimentação (NBR 7181), Índice de Suporte Califórnia (C.B.R.) (NBR 9895) e coeficiente de recalque (K), sendo que esses dois últimos podem ser correlacionados através de tabelas bastante usuais para esse tipo de serviço. É importante que a eficiência do material a ser utilizado na sub-base, independentemente do tipo, seja controlada em laboratório especializado, visando a verificação dos parâmetros de projeto. Os ensaios de controle tecnológicos a serem realizados nas sub-bases granulares são análise granulométrica (DNER ME083) e Índice de Suporte Califórnia (C.B.R.) (NBR 9895). Na fase de execução é fundamental o controle tecnológico, com a realização dos ensaios de laboratório especializado para comprovar exigências de projeto e acompanhamento da compactação da camada através dos ensaios de compactação (NBR 7182), densidade “in situ” (NBR 7185 ou 12102) e umidade “in situ” (DER M28), ocorrendo a liberação da camada somente quando os parâmetros de projeto forem alcançados. Sub-bases são elementos estruturais intermediários entre o piso em concreto e o subleito, e dentre diversas funções tem como principal o controle de deformações oriundas do piso, de forma a compatibilizar o comportamento mecânico das placas com o subleito. Em outras palavras a sub-base é responsável pela transferência dos esforços gerados pelo piso para a fundação - subleito. Quando os parâmetros são estipulados em projeto, além dos ensaios já citados, as sub-bases estabilizadas devem ser ensaiadas à resistência a compressão axial (NBR 5739). Na fase de execução é fundamental o controle tecnológico, com a realização dos ensaios de laboratório especializado para comprovar exigências de projeto e acompanhamento da compactação, ensaios de compactação (NBR 7182), densidade “in situ” (NBR 7185) e umidade “in situ” (DER M28) e desde que solicitado moldagem de corpos de prova para a realização dos ensaios a compressão axial. A liberação das respectivas camadas dar-se-á somente quando os parâmetros de projeto forem alcançados. Caso seja solicitado pelo projeto, pode ser realizado o ensaio de placa para determinar o coeficiente de recalque (K) no topo da sub-base para avaliar o conjunto sub-base e subleito. 29 * O conteúdo do artigo reflete a opinião do autor. Coletânea de Artigos Técnicos ANAPRE - Associação Nacional de Pisos e Revestimentos de Alto Desempenho 30 Coletânea de Artigos Técnicos ANAPRE - Associação Nacional de Pisos e Revestimentos de Alto Desempenho Autor: Júlio Portella Montardo Data: Maio/2009 A retração do concreto O tema “retração do concreto” é complexo. Tal complexidade se deve em função dos tipos de retração existentes, suas respectivas causas e consequências, estruturas mais suscetíveis a sofrerem os danos da retração, além dos meios de minimizá-la. Embora controverso, o assunto não é novo. Por fazer parte do dia-a-dia dos profissionais que atuam no setor do concreto, a retração já foi amplamente discutida em todos os fóruns pertinentes à área. Mas então... por que escrever este artigo? A ANAPRE tem como uma de suas bandeiras a divulgação e disseminação do conhecimento formal e das boas práticas de engenharia. Neste contexto, é sempre bom relembrar alguns conceitos deste que é um tema sempre tão atual e que afeta nosso cotidiano. Este artigo é técnico, mas não é científico. Propomos uma leitura fácil e rápida, com algumas simplificações conceituais e de interesse do leitor do segmento de pisos industriais. De maneira geral, pode-se dizer que o concreto retrai em dois momentos distintos: primeiramente no estado plástico e depois no estado endurecido. Quando o concreto ainda se encontra na fase plástica, a secagem rápida do concreto fresco provoca retração quando a taxa de perda de água da superfície, por evaporação, excede a taxa disponível de água de exsudação. Nesta fase, o concreto apresenta baixíssima resistência à tração, e as fissuras podem facilmente aparecer nestas situações. Por ocorrer no concreto ainda no estado plástico, esta retração é denominada retração plástica. Mesmo no estado endurecido, o concreto continua a perder água para o ambiente. Inicialmente, a água perdida não está presa à estrutura dos produtos hidratados por ligações físico-químicas fortes e, portanto, sua retirada do concreto não causa retração significativa. No entanto, quando a maior parte desta água livre é perdida, prosseguindo a secagem, observa-se que uma perda adicional de água passa a resultar em retração considerável, que por sua vez causa fissuras e o empenamento das bordas. Esta retração é denominada de retração por secagem. Sob uma perspectiva ampla, três são as características que combinadas levam o concreto a retrair: 1) a geometria da estrutura, 2) o traço do concreto e 3) as condições climáticas. Então vejamos: 1) Geometria da estrutura: nas peças com elevada relação entre a superfície exposta e o volume total da peça, tais como pisos, pavimentos e lajes de concreto, a perda de água para o ambiente se dá de maneira muito rápida. Ora, se a retração do concreto está relacionada à perda da água e se este tipo de estrutura está mais vulnerável a esta perda é intuitivo pensar que lajes, pisos e pavimentos de concreto naturalmente sofrem mais com a retração do concreto. As dimensões das placas (distâncias entre juntas) cada dia maiores e a execução de placas cada vez mais esbeltas tornam os pisos e pavimentos extremamente suscetíveis aos efeitos da retração do concreto; 2) Traço do concreto: diversos fatores relacionados aos materiais que compõem o concreto e suas combinações podem influenciar a retração do concreto, principalmente a retração por secagem. O tipo, a granulometria e a dimensão máxima do agregado, a relação água-cimento, a quantidade de água de amassamento e o emprego de adições minerais e aditivos químicos são variáveis importantes que afetam fortemente a retração do concreto. A literatura e a prática do dia-a-dia apontam que agregados com maior módulo de deformação conduzem a um menor grau de retração. Deve-se empregar a menor quantidade de água de amassamento possível, assim como deve-se evitar agregados com excesso de material pulverulento e argila. A distribuição granulométrica contínua reduz a retração do concreto quando comparada com uma combinação de agregados miúdos e graúdos inadequada; 3) Condições climáticas: a retração do concreto está intimamente relacionada à perda de água para o ambiente. Os principais fatores climáticos que sequestram a água do concreto são a alta temperatura, a baixa umidade relativa do ar e a velocidade do vento que incide sobre a peça recém concretada. Segundo a Portland Cement Association (PCA, 1995), uma condição climática com temperatura do ar em 25ºC, umidade relativa do ar de 40%, temperatura do concreto de 30ºC e velocidade de vento de 15 km/h é suficiente para se atingir um nível de evaporação de 1litro/m²/hora, capaz de provocar importante grau de retração plástica. Acima expusemos uma breve explicação do fenômeno retração do concreto, suas características, causas e consequências técnicas. Mas... o que a retração do concreto tem a ver com nossos clientes? Muito. Basicamente, a retração do concreto leva a dois problemas principais: fissuras e empenamento da placa. As fissuras ocorrem porque ao retrair o concreto encontra restrições à variação volumétrica. Os elementos de restrição podem ser o atrito com a base, a armadura e os agregados graúdos. Tais restrições geram tensões de tração no concreto em uma fase em que ele ainda não tem resistência mecânica suficiente para absorvê-las e por isso surgem as fissuras de retração. Estas fissuras causam de pronto um comprometimento estético ao piso. A médiolongo prazo pode haver comprometimento da durabilidade da placa fissurada e, até mesmo, dependendo das tensões de utilização - aquelas oriundas dos carregamentos - podem conduzir a um comprometimento estrutural do piso. 31 Coletânea de Artigos Técnicos ANAPRE - Associação Nacional de Pisos e Revestimentos de Alto Desempenho O empenamento ocorre quando a placa sofre distorção das bordas e cantos para cima, gerado por um gradiente de umidade e/ou temperatura entre as faces superior e inferior da placa. O empenamento das bordas está bastante relacionado com o fenômeno da retração do concreto. O empenamento excessivo pode conduzir à perda de aderência de revestimentos, fissuras estruturais devido à perda de contato da placa com a sub-base, piora do nivelamento do piso e mau funcionamento das juntas. A retração do concreto deve ser minimizada para que seus malefícios também sejam. Como não temos condições de controlar as condições climáticas devemos saber trabalhar adequadamente os outros fatores que favorecem a retração do concreto como a geometria da peça (espaçamento das juntas, por exemplo) e o traço do concreto. Além disso, pode-se adotar práticas executivas como proceder a cura do concreto e alterar o horário das concretagens para períodos de menor temperatura, sol e vento. Medidas como o borrifamento de neblina de água, a aplicação de agentes redutores de evaporação, a adição de fibras sintéticas e o emprego de armadura de combate a retração, combinadas ou utilizadas isoladamente, são benéficas para a redução da fissuração por retração e/ou empenamento das bordas. 32 * O conteúdo do artigo reflete a opinião do autor. Coletânea de Artigos Técnicos ANAPRE - Associação Nacional de Pisos e Revestimentos de Alto Desempenho Autor: Alexis Joseph Steverlynch Fonteyne Data: Junho/2009 Revestimentos Cura UV No Word of Concrete 2009, realizado em Las Vegas, a grande novidade para o setor de revestimentos foi a apresentação dos sistemas de pintura de piso utilizando a tecnologia da cura por raios Ultra Violeta, ou simplesmente Cura UV. A tecnologia de tintas por cura UV não é novidade em si. Desde os anos 70 ela é usada no exterior, e no Brasil na década de 90. Atualmente, é largamente utilizada e dominante na indústria moveleira, gráfica, de embalagem e eletrônica. A inovação para o nosso setor é a sua empregabilidade no revestimento de pisos industriais e comerciais. O princípio das tintas e vernizes por cura UV é a polimerização (entenda-se endurecimento) quando submetidas a uma intensa luz com espectro predominante de raios Ultra Violeta. As tintas tradicionais para revestimentos possuem dois componentes que reagem entre si. O primeiro, composto por uma resina epóxi, poliuretanos, metacrílica ou poliéster; e o segundo, por um catalisador ou agente de cura e, por este motivo, são denominadas bi componentes. O tempo de cura inicial de uma tinta bi componente varia entre 2 e 24 horas, sendo que a cura completa dá-se em sete dias, dependendo da resina e do agente de cura. As tintas baseadas em cura UV não possuem dois componentes; são mono componentes e quem desempenha o papel do segundo componente são os raios Ultra Violeta. A consequência é uma cura instantânea, pois assim que a resina/tinta for aplicada e receber o bombardeio de raios UV, a tinta cura e já pode ser pisada/utilizada. máquina. Para resolver a questão, foram desenvolvidos dispositivos móveis com luz UV que passam sobre o piso curando a resina/tinta aplicada. Dispositivo móvel UV com lâmpadas tradicional de mercúrio As dificuldades iniciam-se no controle da exposição, tanto na velocidade como na intensidade que deve ser homogênea; caso contrário teremos uma pintura com diferentes graus de cura. Outro ponto que gera muita dificuldade é a sensibilidade do equipamento. As lâmpadas geradoras de intensos raios UV são a base de mercúrio, consomem muita energia, requerem alta refrigeração e são muito sensíveis à vibração, pois geram igualmente muitos raios Infravermelhos (calor), sendo que a qualquer movimento brusco podem queimar. Esta limitação poderá ser eliminada, em alguns anos, com o avanço dos LED (Light Emitting Diode) que, gradativamente, já estão substituindo as tradicionais lâmpadas na indústria gráfica e moveleira. Para o mundo dos revestimentos de alto desempenho para pisos as vantagens são inúmeras: 1- Liberação das áreas pintadas em minutos; 2- Execução de várias cores e faixas em um mesmo dia; 3- Verificação dos defeitos antes da cura; 4- Mono componente, não necessita fazer mistura na obra; 5- Execução de revestimentos com a linha de produção em funcionamento. Como toda nova tecnologia, o revestimento de pisos com tintas por cura UV possui suas limitações. A primeira é justamente a luz UV. Na indústria moveleira, gráfica ou eletrônica, a luz UV fica instalada em uma máquina denominada túnel de luz, totalmente protegida de vibração e fuga de raios. Neste caso, é a peça resinada que passa pela luz a uma velocidade controlada e permite uma exposição perfeita de intensidade e potência, produzindo uma cura também perfeita. No caso da pintura do piso, ocorre exatamente o inverso. O piso é estático, não tem como ele “passar” por uma Emissor de UV com LED No campo dos sistemas, as tintas e vernizes por cura UV só têm aplicação em revestimentos de baixa espessura, como pinturas e Top Coats, de, no máximo, 50 Micra por demão, pois os raios UV, mesmo com espectro de ondas mais longas como as UV C e UV V, não conseguem penetrar profundamente e curar toda a resina, principalmente se esta for pigmentada. A super exposição da tinta ou verniz para garantir a cura das partes mais internas “queimaria” o filme superficial por excesso de exposição a raios UV ou, simplesmente, pelo superaquecimento devido à presença dominante de raios infravermelhos. Apesar das limitações, não devemos ignorar o avanço desta tecnologia, principalmente no campo da manutenção e recuperação de revestimentos existentes em linhas de produção, com grandes limitações de paradas como na indústria automobilística e de alimentos. 33 * O conteúdo do artigo reflete a opinião do autor. Coletânea de Artigos Técnicos ANAPRE - Associação Nacional de Pisos e Revestimentos de Alto Desempenho 34 Coletânea de Artigos Técnicos ANAPRE - Associação Nacional de Pisos e Revestimentos de Alto Desempenho Autor: Ademir Teixeira dos Santos Data: Junho/2009 Procedimentos executivos de um piso ou pavimento de concreto Uma empresa executora de pisos consegue “sobreviver” quando fatura mensalmente, no mínimo, um valor correspondente ao seu custo. Quando o faturamento se torna maior do que o seu custo, ela começa a dar lucro e atinge, então, o seu objetivo básico. Grosso modo, chamamos de lucro o quanto sobra no caixa após o pagamento de todas as despesas, desde o cafezinho até a manutenção dos equipamentos e investimento em novas máquinas e tecnologias. A saúde de um procedimento executivo depende desta teoria básica e, assim sendo, torna-se imperativo que ao fazer uma venda e fechar um contrato, o departamento comercial da empresa saiba exatamente o que está fazendo quando trabalha na composição do preço final dos serviços. Durante as negociações é muito comum ouvir do cliente que ele tem preços de concorrentes muito mais baixos. Normalmente, trata-se do “bom concorrente mal informado”: tem boa apresentação, mas é mal informado técnica e administrativamente; não conhece a diferença entre sobrevivência e crescimento com sucesso, ou seja, só percebe que os seus preços estão errados quando não consegue mais pagar os seus “colaboradores braçais autônomos” e nem comprar o combustível para os equipamentos que ainda funcionam. Na maioria das vezes, o cliente não entende de construção civil e, logicamente, não sabe o que é piso em concreto; portanto, antes da execução, tudo deve ser minuciosamente explicado para que ele não crie uma falsa expectativa sobre o resultado final. Um bom piso depende, antes de tudo, de um bom projeto específico e o projetista, por sua vez, necessita de um bom executor para respeitá-lo e atendê-lo em todas as suas especificações. Para que isto aconteça, o executor tem de ter competência para compreendê-lo, ou seja, não basta saber “ler” o projeto; tem que saber o por quê das juntas construtivas e serradas estarem ali, como funcionam os reforços de armadura, etc. Um piso de qualidade é aquele que atende às especificações de projeto quanto à resistência solicitada e índices de planicidade e nivelamento, aliadas a um bom resultado estético quanto ao acabamento superficial. Para tanto, tem de ser executado observando-se o cumprimento e aplicação das operações realmente necessárias, passo a passo e sem supressões. Antes da execução, todas as dúvidas sobre a obra, operações e materiais devem estar dirimidas. O sucesso depende da boa execução e de equipamentos e ferramentas adequadas. Uma boa execução depende, fundamentalmente, de um bom concreto. Concretos podem ter diferentes cartas de traço e todos chegarem a um mesmo resultado final de resistências à compressão e tração à flexão, porém os caminhos serão diferentes e poderão proporcionar características diferentes quanto à resistência à abrasão, tempo de pega, exsudação, retração, etc. Características estas muito importantes no desempenho de um piso. Durante a execução de um piso, o concreto fornecido pode ter atendidas as características básicas normalmente solicitadas pelo cliente que o compra diretamente da fornecedora sem a ajuda de um projetista, tais como o famoso slump 8 com pedra 1 e 2, e aos 28 dias atingir a resistência mínima contratada de 30 Mpa. Assim, podemos dizer que o concreto não apresenta problemas e atende ao contratado. Porém, o piso tem um resultado final muito ruim porque um concreto “normal” comprado pelo cliente causa problemas durante a operação devido ao seu comportamento totalmente inadequado para uma concretagem de pisos. O concreto indevidamente especificado, ou embora com especificação correta teoricamente mas na prática fora das especificações por qualquer motivo, sofre interferências no seu comportamento após o lançamento que culminarão no insucesso do resultado. Para que o sucesso seja garantido, a promoção de uma reunião técnica com todos os envolvidos na execução do piso, além do cliente, no mínimo uma semana antes do início da obra, tem importância superlativa, pois nela o executor irá explanar seus métodos e suas necessidades. Tudo isto só se consegue com boas estruturas e estas são obtidas com trabalho duro e persistente na busca dos bons resultados. A conscientização do cliente quanto à prática do preço justo ajuda bastante. 35 * O conteúdo do artigo reflete a opinião do autor. Coletânea de Artigos Técnicos ANAPRE - Associação Nacional de Pisos e Revestimentos de Alto Desempenho 36 Coletânea de Artigos Técnicos ANAPRE - Associação Nacional de Pisos e Revestimentos de Alto Desempenho Autor: Marcelo Toledo Quinta Data: Julho/2009 Ensaios de tenacidade para concretos reforçados com fibras Os pavimentos industriais de concreto reforçados com fibras utilizam, comumente, os seguintes materiais: 1. Microfibras PP (Fibras sintéticas de polipropileno, Nylon ou Vidro que têm como principal objetivo o combate a retração hidráulica do concreto; O método de determinação da tenacidade mais empregado no Brasil, que também é o de concepção mais simples, é o ensaio prescrito pela Japan Society of Civil Engineers (JSCE-SF4, 1984). Trata-se de um ensaio realizado em corpos-de-prova prismáticos carregados segundo quatro cutelos. (ver fig. 2) 2. Macrofibras PP (Fibras sintéticas estruturais de poliolefina/polipropileno) como reforço estrutural para pavimentos industriais, revestimentos de túneis e peças pré-fabricadas que possuam significativa redistribuição de esforços. As Fibras de aço ou as de Macro PP (estas sempre com módulo de elasticidade > 5 GPa e resistência à tração adequada) conseguem então atuar no concreto quando este passa da fase plástica para fase endurecida. A adição destes materiais nas dosagens usuais 20 a 30 kg/m³ para as de aço e 3 a 5 kg/m³ para as Macro PP não aumentam a resistência à tração na flexão do concreto, que continua dependendo única e exclusivamente da matriz concreto, porém garantem ao compósito um comportamento dúctil, não frágil, ou seja, capacidade de absorver e resistir carregamentos pós-fissuração da matriz concreto. Para medir este comportamento pós-fissuração, utilizamos os ensaios de TENACIDADE, que significa capacidade de absorver carga mesmo sofrendo deformações, ou seja, com este parâmetro importante podemos quantificar a influência do tipo de fibra e dosagem no comportamento estrutural do compósito com fibras. A definição mais aceita atualmente interpreta a tenacidade como a área sob a curva carga por deformação, que representa o trabalho dissipado no material até certo nível de deformação. (ver fig. 1) Figura 2 O controle da tenacidade do concreto com fibras é o ensaio de flexão com deformação controlada. Uma condição básica para a realização desse ensaio é a utilização de prensas com capacidade de controle da velocidade de deslocamento. É também exigida a utilização do controle eletrônico de deslocamento por meio de um transdutor do tipo LVDT. O transdutor deve ser apoiado num suporte denominado “yoke”, o qual se encontra apresentado na figura acima. Não há norma brasileira sobre o assunto e existem outros fatores complicadores para a realização do ensaio de determinação da tenacidade em prismas. As variações relacionadas ao ensaio podem influenciar no resultado final, comprometendo tanto a repetibilidade quanto a reprodutibilidade do ensaio; portanto, o laboratório de controle tecnológico e a equipe técnica têm de ser qualificados. Existem ainda outros métodos que são largamente utilizados na Austrália, EUA e EUROPA em geral: EFNARC, 1996 - European Federation of Producers and Applicators of Specialist Products for Structures - Ensaio de punção de placas muito utilizado para revestimentos de túneis, pois mede a energia dissipada em JOULES; Tal valor (Re3) normalmente em percentual (%) é utilizado na avaliação dos compósitos e utilizado para dimensionamento dos pavimentos industriais segundo diversas publicações internacionais como, por exemplo: TR 34 Technical report concrete industrial floors;TR 65 Technical Report Guidance on the use of MACRO SYNTHETIC-FIBRE REINFORCED CONCRETE e TR 66 Technical Reposrt External in Situ Concrete Paving. RILEM TC162-TD,2002 - International Union of Laboratories and Experts in Construction Materials, Systems and Structures - Ensaio europeu de concepção distinta dos ensaios aqui mencionados. Consiste no ensaio de tração na flexão de uma viga dotada de entalhe na sua base. Obtêm-se também valores em tenacidade e é considerado um dos ensaios mais promissores, pois faz associação a uma norma de dimensionamento de estruturas de concreto reforçadas com fibras; 37 Coletânea de Artigos Técnicos ANAPRE - Associação Nacional de Pisos e Revestimentos de Alto Desempenho ASTM C 1609 - American Society for Testing and Materials - Substituiu o ensaio ASTM C1018 e também é um ensaio de tração na flexão com corpos-de-prova prismáticos. A principal diferença entre este e o JPCE-SF4 é que elimina a instabilidade pós-pico através de um dispositivo chamado de “closed loop servo-controlled machine”. A instabilidade pós-pico prejudica a verdadeira performance do concreto reforçado com fibras e sempre que possível deve ser evitada; ASTM C 1399, 2002 - American Society for Testing and Materials - Este ensaio normalmente é efetuado em laboratórios que não possuem equipamentos para realização dos testes ASTM C1609 ou JSCE-SF4. Prescreve a utilização de uma placa de aço sob o corpo-de-prova durante o carregamento inicial até uma deflexão de 0,5 mm, induzindo a fissura sem instabilidade. Após a indução, é removida a placa e o corpo-de-prova é novamente carregado, obtendo-se então uma nova curva de carga por deflexão. Neste ensaio, obtemos uma resistência residual média (ARS). Estes valores de ARS podem caracterizar desempenho entre diferentes fibras, porém de forma alguma serve como parâmetro para obtenção do Re3 utilizado no dimensionamento de pavimentos industriais, pelo motivo de desprezar a área imediata após a primeira fissura do compósito, não determinar o comportamento do compósito para pequenas aberturas de fissuras, não definir a resistência do concreto, além do que só é adequado para peças de concreto com dimensões de até 10 cm de espessura, uma vez que as dimensões do prismático utilizadas neste ensaio são de 100 mm x 100 mm x 350 mm, enquanto que na ASTM C 1609 o prismático tem usualmente 15 cm. “Para medir desempenho é importante que as dimensões do prismático sejam próximas com as da aplicação. Sabemos também que as Macrofibras trabalham melhor em seções maiores, enquanto que as fibras de aço em secções menores” (STEFAN BERNANRD); corpos-de-prova prismáticos, pois apresentam diversas vantagens, como pequena variação dos resultados devido ao fato de que o padrão de fissuração se repete em todos ensaios, eliminação do corte induzido no corpo-de-prova, não ocorrência do efeito de borda e distribuição randômica e não direcionada das fibras. O teste prescreve aplicar uma carga pontual no centro de um painel que mede 800 mm de diâmetro e 75 mm de espessura.(fig. 3) Obtém-se então um gráfico carga x deformação, no qual a área debaixo da curva representa a energia absorvida em JOULES. Infelizmente, muitos destes ensaios não estão disponíveis no Brasil, porém, como foi dito anteriormente, para o dimensionamento de pavimentos industriais temos duas alternativas: utilizarmos a norma Japonesa JSCE-SF4 ou a ASTM C1609. Vale ressaltar que para estes ensaios serem realizados com frequência precisaríamos de uma quantidade maior de laboratórios capacitados e que fossem exigidos ensaios de tenacidade como exigimos os ensaios de compressão, mas este seria assunto para outro artigo. ASTM C 1550, - American Society for Testing and Materials . Round panel test - É citado em algumas publicações (Bekaert-Tunneling the Word vol 2) como o teste ideal para determinar o comportamento das fibras no concreto, substituindo, então, o clássico teste de vigas realizado em 38 * O conteúdo do artigo reflete a opinião do autor. Coletânea de Artigos Técnicos ANAPRE - Associação Nacional de Pisos e Revestimentos de Alto Desempenho Autor: Hernando Macedo Faria Data: Agosto/2009 Pisos protendidos - processo executivo De dez anos pra cá houve um aumento do volume de obras construídas com a finalidade de abrigar centros logísticos. Estas obras possuem algumas características em comum, como estocagem vertical através da utilização de estantes metálicas (porta-pallets, racks, etc), o que gera grandes esforços pontuais (apoio das estantes), e uso intenso de empilhadeiras, muitas vezes com rodas rígidas (poliuretano), para a movimentação interna das mercadorias. Os elementos do piso mais agredidos pela passagem ininterrupta das empilhadeiras são as juntas, sendo que a agressão nas rodas e, consequentemente, no eixo e demais peças da empilhadeira ocorre severamente a cada passagem do equipamento por uma junta no piso. ao concreto. No processo de armação da placa de concreto protendido também estão inseridas as placas de ancoragem e acessórios de protensão, responsáveis pelo posicionamento, fixação e transferência da carga dos cabos de protensão à placa de concreto. Os cabos de protensão deverão ser cortados em conformidade com os comprimentos indicados em projeto e para a garantia do seu correto posicionamento e das demais armaduras deverão ser utilizados espaçadores plásticos. Os cabos devem estar alinhados e com suas extremidades posicionadas e ancoradas conforme definições de projeto. Frente a estas considerações, a utilização do concreto protendido para execução de pisos industriais é a solução mais adequada e tecnicamente superior, pois propicia elevada resistência estrutural com a possibilidade de se executar placas enormes sem juntas (a placa recorde no Brasil possuí 6200 m2 sem juntas) com elevada durabilidade e economicamente competitiva. Como toda solução, o piso protendido deve atender rigorosamente as etapas essenciais descritas abaixo para que o resultado final seja satisfatório: O lançamento e espalhamento do concreto precedem as operações de adensamento e acabamento e são da mesma forma importantes para obtenção de uma boa homogeneidade da massa. O lançamento do concreto deve ser feito, preferencialmente, lateralmente à faixa a executar, independentemente da largura da pista, pois dessa maneira não interfere na armadura posicionada na placa que será concretada. Deverá ser exigido fornecimento contínuo do concreto, a fim de evitar problemas de juntas frias ou emendas de acabamento, garantindo-se uma superfície final homogênea. Lançamento e espalhamento do concreto Assentamento de formas Adensamento e nivelamento do concreto. A função básica das formas é de contenção lateral do concreto lançado ou de término de jornada de trabalho, além, logicamente, de em certos processos de adensamento do concreto, servirem de suporte para o equipamento utilizado para adensamento e nivelamento do concreto (réguas vibratórias). As formas podem ser de madeira ou aço e permitir a passagem das cordoalhas, posicionadas no eixo médio do piso. A finalidade básica do adensamento é obter-se a máxima densidade do concreto, garantindo-se elevada resistência mecânica. Deve ser realizado obrigatoriamente por vibração superficial através de Laser Screed ou régua vibratória, exigindo-se, entretanto, o emprego de vibradores de imersão em pontos onde a vibração superficial é insuficiente, principalmente próximo às bordas das juntas construtivas e de encontro. Colocação da Camada de Deslizamento Acabamento Superficial A camada de deslizamento é executada mediante a colocação de folhas de polietileno (habitualmente chamada de lona plástica) sobre toda a área a ser concretada e tem como função principal reduzir o atrito entre a placa de concreto e a sub-base, otimizando o dimensionamento do piso. Armação da Placa A armação da placa de concreto protendido recebe duas nomenclaturas: “armação ativa” (composta pelos cabos de protensão – no caso em estudo, as cordoalhas plastificadas engraxadas) e “armação passiva” (composta pelas demais ferragens - de fretagem e de reforço – constituídas de aço CA50 e CA60/Telas). A função das armaduras ativas e passivas é transmitir a força de protensão dos cabos As operações de acabamento do concreto devem ser executadas sequencialmente em tempo adequado dentro do período de endurecimento do concreto e têm por finalidade proporcionar uma superfície densa, com resistência mecânica e textura superficial adequadas à futura utilização do piso ou pavimento, sendo que o tipo mais comum de acabamento final nos ambientes internos é o espelhado ou vitrificado. Cura do concreto A realização da cura do concreto visa impedir a perda de água pela superfície exposta do concreto - possibilitando que o cimento se hidrate uniformemente e completamente, diminuindo a possibilidade de empenamento por 39 Coletânea de Artigos Técnicos ANAPRE - Associação Nacional de Pisos e Revestimentos de Alto Desempenho ressecamento da face superior – e evitar o surgimento de fissuras por retração, garantindo a resistência superficial à abrasão. A cura poderá ser feita com água durante sete dias e/ou através de agentes químicos. Protensão A protensão dos cabos deverá ser executada em etapas, visando combater o aparecimento de fissuras, seguindo a sequência determinada pelo projetista. A primeira etapa é aplicada poucas horas após a concretagem da faixa. A protensão inicial dos cabos longitudinais, da ordem de 20% da carga total (para a cordoalha de 12,5 mm tem-se um total de 15 toneladas força por cordoalha), deve ser aplicada quando o concreto atingir a resistência especifi- cada em projeto (habitualmente da ordem de 10MPa). Para a execução da protensão, devem ser seguidos critérios como força de protensão e alongamento para cada cabo, resistência mínima do concreto na ocasião da protensão, número de etapas e ordem de protensão, valor e variação admitida para o alongamento de cada cabo. A protensão final deve ser executada quando o concreto atingir resistência à compressão mínima especificada em projeto (habitualmente da ordem de 30MPa), enquanto a protensão dos cabos longitudinais somente após a concretagem de todas as faixas que compõem a placa. Deverão ser tomados cuidados especiais na instalação do macaco e colocação das cunhas para que o mesmo fique perfeitamente apoiado nas ancoragens, eliminando os riscos de problemas no momento da protensão. 40 * O conteúdo do artigo reflete a opinião do autor. Coletânea de Artigos Técnicos ANAPRE - Associação Nacional de Pisos e Revestimentos de Alto Desempenho Autor: Júlio P. Montardo Data: Setembro/2009 Fibras sintéticas para concreto e argamassa A utilização comercial de fibras sintéticas no Brasil teve seu início no fim dos anos 90 e hoje existem diferentes players em nível internacional. O que chama a atenção no mercado de fibras sintéticas para concreto é a grande variedade de produtos disponíveis, de diferentes tecnologias, devido à versatilidade da indústria do plástico. As alternativas de produtos são bem-vindas em qualquer segmento da atividade produtiva, porém devem ser apresentadas e utilizadas com responsabilidade. Há cerca de três anos, quando se especificava a incorporação de fibras de polipropileno em um concreto de piso industrial, os engenheiros, compradores, executores de pisos e as centrais de concreto logo identificavam o produto do qual se estava falando. Hoje a simples descrição do produto “fibras de polipropileno” já não é mais suficiente para definir o produto. A partir da nossa experiência entendemos que o principal aspecto a ser definido quando se utilizam as fibras sintéticas em um projeto é a função a ser desempenhada pela fibra, individualmente, ou em conjunto. Uma vez definida a função que deve ser exercida pelas fibras sintéticas em um determinado projeto, outros aspectos devem ser considerados para que se possa eleger adequadamente a fibra a ser utilizada: 1. Composição do material: as fibras de polipropileno, nylon, poliéster e vidro apresentam visualmente a mesma aparência. No entanto, deve-se atentar para dois aspectos importantes: a durabilidade frente o ambiente alcalino e a densidade da fibra. As fibras de poliéster degradam-se no meio alcalino. As fibras sintéticas plásticas têm densidade menor que as de vidro. Isto sugere que a quantidade de fibra por quilo é bem maior para as fibras plásticas do que para as de vidro; 2. Dimensões: as fibras podem apresentar diâmetros e comprimentos distintos. O comprimento é uma grandeza facilmente medida. Já o diâmetro, quando se trata das microfibras, a medição não é possível a olho nu. Assim, uma microfibra de 12m de diâmetro apresenta o dobro do número de fibras por quilo quando comparada com uma de 18m de diâmetro; 3. Formato: as fibras podem ser onduladas, torcidas ou retilíneas, corrugadas, texturizadas ou lisas, fibriladas ou monofilamentos, com seção transversal arredondada ou retangular. O desempenho da fibra depende da sua ancoragem no concreto; Microfibra de polipropileno para evitar fissuras de retração plástica no concreto e na argamassa. Macrofibra sintética estrutural. Alternativa às telas soldadas e fibras de aço. Fibra de polipropileno corrugada para evitar fissuras de retração de secagem no concreto endurecido. Alternativa à armadura de retração. 4. Características mecânicas: este aspecto está ligado ao material de constituição da fibra e ao processo de fabricação. Fibras constituídas de um mesmo polímero podem apresentar diferentes módulos de deformação e resistência à tração em função do grau de estiramento do fio durante a produção. Quando comparadas com outras fibras, de maneira geral, as fibras sintéticas plásticas apresentam módulo e resistência à tração inferiores às fibras de vidro e às metálicas. Pelo exposto, percebe-se a complexidade na abordagem deste assunto. A comparação entre as fibras não pode ser feita de maneira direta. Não será somente através da análise dos seus aspectos físico-mecânicos que poderemos apontar a fibra mais adequada. Deve-se levar em conta o desempenho esperado e o custo correspondente. Nossa expectativa é que com a atuação responsável e pró-ativa de todos os partícipes do processo e, após as discussões, experiências práticas e testes laboratoriais, possamos definir critérios técnicos, mensuráveis e transparentes que permitam o desenvolvimento sustentável deste setor. 41 * O conteúdo do artigo reflete a opinião do autor. Coletânea de Artigos Técnicos ANAPRE - Associação Nacional de Pisos e Revestimentos de Alto Desempenho 42 Coletânea de Artigos Técnicos ANAPRE - Associação Nacional de Pisos e Revestimentos de Alto Desempenho Autor: Mauricio Luiz Grochoski Garcia Data: Outubro/2009 Inibidores de Corrosão Largamente utilizados em pavimentos nos EUA, onde os sais de degelo provocam grande dano às estruturas de concreto armado, estes materiais apresentam grande potencial de uso no Brasil, principalmente em pisos e instalações industriais localizadas na faixa litorânea (ambiente marinho). Inibidores de corrosão, como o próprio nome diz, são substâncias químicas capazes de inibir e/ou reduzir o processo de corrosão do aço. Na década de 60, em pesquisas que visavam o desenvolvimento de aceleradores de pega que não possuíssem efeitos negativos na corrosão (como os aceleradores de base cloreto), foram desenvolvidos produtos, que além de acelerar a pega do cimento, também possuíam a capacidade de inibir e/ou retardar o processo de corrosão do aço (LIMA, 1996). Vale ressaltar que uma parte dos inibidores comercializados atualmente tem como característica serem aceleradores de pega. Os inibidores de corrosão agem basicamente de três formas distintas, que podem ocorrem, ou não, concomitantemente: 1. Interferem nas reações anódicas e/ou catódicas, alterando a velocidade com que o processo corrosivo se desenvolve (formam nós complexos com os íons cloreto); 2. Alteram a camada de passivação do aço, aumentando a sua estabilidade; 3. Adsorvem-se na superfície do metal, formando um filme que impede as reações na superfície do mesmo. A forma de atuação dessas substâncias interfere diretamente na resposta eletroquímica do sistema concretoaço. Segundo WRANGLÉN (1972) apud LIMA (1996), uma das formas de classificação dos inibidores é segundo sua forma de atuação, ou seja, como estes interferem na polarização do sistema: catódicos, anódicos, ou mistos. E E Ec,0 Ea,0 Ea,0 Log(i) Atualmente, são encontrados no mercado diversos tipos de inibidores de corrosão. Estes podem ser vendidos na forma de pó ou líquido para ser adicionado ao concreto e/ ou argamassa quando da execução de uma obra nova ou reparo. Mais recentemente novos produtos têm sido desenvolvidos e pesquisados, os quais podem ser aplicados diretamente sobre a superfície do concreto, onde estes penetram e migram até a superfície do aço, protegendo-o. Estes são os chamados MCI (migrating corrosion inhibitors). Entretanto, existe muita controvérsia a respeito da capacidade destes últimos realmente alcançarem a superfície do aço (JAMIL et AL., 2005; HOLLOWAY et AL., 2004;). Dos inibidores existentes no mercado, a maioria tem como base as seguintes substâncias químicas: • Nitrito de sódio e de cálcio; • Aminas, amino-álcool, amino-carboxilato; • Mono-flúor fosfato de sódio; • Óxido de zinco; • Silano organo-funcional base flúor. Destes produtos, os mais utilizados atualmente são os de base nitrito de cálcio e sódio. O uso destes materiais em concretos e argamassas, além de economicamente viável, contribui significativamente para o aumento da durabilidade das estruturas de concreto armado. Referências Bibliográficas JACOB, T.; HERMANN, K. Protección de las superficies de concreto: Impregnaciones hidrófobas. Construcción y Tecnología, p. 17-23, 1997. E Ec,0 Ec,0 A Figura 1 mostra claramente como a interferência promovida por estes produtos nas reações de corrosão altera o equilíbrio eletroquímico do sistema concreto-aço, resultando em diferentes situações. Em todos os casos, observamos a redução da corrente de corrosão, como era esperado, porém em cada caso, o potencial de corrosão assume valores diferentes, ora maiores, ora menores que o valor inicial. Essa informação é muito importante, pois o desconhecimento destes mecanismos pode levar a interpretações erradas sobre o funcionamento destes materiais. LIMA, M.G. Inibidores de corrosão: avaliação da eficiência frente à corrosão de armaduras provocada por cloretos. São Paulo, 1996. Tese (Doutorado). Escola Politécnica, Universidade de São Paulo. p. 34-36 Ea,0 Log(i) Log(i) Figura 1 – Esquema simplificado das diferentes formas de polarização promovidas pelos inibidores de corrosão (adaptado de LIMA, 1996). 43 * O conteúdo do artigo reflete a opinião do autor. Coletânea de Artigos Técnicos ANAPRE - Associação Nacional de Pisos e Revestimentos de Alto Desempenho 44 Coletânea de Artigos Técnicos ANAPRE - Associação Nacional de Pisos e Revestimentos de Alto Desempenho Autor: Públio Penna Firme Rodrigues Data: Novembro/2009 A tal da retração autógena Há ainda muita confusão quanto aos tipos de retração e como elas ocorrem no concreto. De maneira resumida, podemos citar dois: a por secagem e a autógena. O primeiro tipo é o mais conhecido pois, como o próprio nome sugere, a retração está ligada à perda de água do concreto, ou seja, aquela água que teoricamente não reage com o cimento por estar em excesso. A pergunta óbvia é: quanto de água o cimento precisa para reagir e hidratar completamente? A resposta nos remete ao conhecimento de como a água está presente no concreto. Pode ser de três maneiras: • Água ligada quimicamente: é aquela que faz parte das moléculas dos produtos de hidratação e que está fortemente ligada a eles; ela é aproximadamente 28% da massa de cimento, isto é a/c=0,28; • Água adsorvida: é muito importante, pois fica “molhando” os produtos da hidratação. Você pode imaginar a mesma situação quando molha a mão e fica com aquela água, “adsorvida” sobre ela. Esta água é cerca de 12% da massa de cimento, ou seja, a/c=0,12; • Água capilar: é aquela que fica nos poros da pasta de cimento ou do concreto após toda a hidratação se processar. Para que o cimento hidrate completamente é necessário uma relação a/c mínima de 0,4 (não é um número absoluto, mas pode variar dependendo do cimento). Quando ela é maior que isso, formará a água capilar. Portanto, quando um concreto é preparado, por exemplo, com relação a/c=0,55, hidrata-se completamente; a água restante, cerca de 15% da massa de cimento, sairá durante a secagem do concreto, provocando sua retração, que é chamada de retração por secagem ou, como antes era denominada, retração hidráulica. Então, será que se eu fizer um concreto com relação a/c=0,4 ele não irá retrair? Errado! Vai retrair e muito, provavelmente mais do que um concreto convencional, com relação a/c=0,6. Mas por quê? Por conta da tal da retração autógena, este componente da retração que vem atormentando todos os tecnologistas e executores de piso. é completamente selada de modo a não permitir a evaporação da água. Este sistema é formado por partículas sólidas – o cimento – e póros cheios de água, formando pequenas bolsas. À medida que o cimento vai hidratando, a água vai sendo consumida e surgem forças capilares nestes póros, que antes estavam completamente cheios de água e que agora vai se ligando aos produtos formados. A regra básica da força capilar é o diâmetro do póro. Quanto menor, mais intensa é a força. Assim, quanto menor for a relação água/cimento, menores serão os póros formados e maiores as tensões capilares e, portanto, maior a retração, mesmo que não haja perda de água para o ambiente. Por isso é chamada de retração autógena. Simplificadamente é isso que ocorre, mas como evitá-la? Bem, os fatores que mais interferem na sua intensidade são: 1. Baixas relações a/c, inferiores a 0,45; não é recomendável o emprego de adições, do tipo sílica ativa, em concretos para pisos devido à possibilidade do aumento da retração autógena; 2. Cimentos com adições, como a escória de alto forno; nestes, a retração autógena pode ser intensa até com relações a/c da ordem de 0,5 ou talvez até maiores e dependerá muito da composição do clinquer; 3. Finura do cimento; neste quesito, não há muito que fazer, pois os cimentos nacionais são muito finos; 4. Composição química do cimento, principalmente C3A (aluminato tri-cálcico) e teor de álcalis. Há ainda outros fatores que dependem do tipo do concreto, mas não há indícios, nos poucos dados encontrados na literatura, de que aditivos do tipo redutor de água, incluindo os superplastificantes, aumentem a retração autógena. Ela está ligada a fenômenos complexos, como forças capilares, mudanças de água capilar para adsorvida, pressões de separação entre outros, que seriam impossíveis de se apresentar neste texto tão curto e que fugiria dos propósitos deste boletim. Pode-se reduzir a retração autógena, mas não evitá-la. Um caminho que está sendo perseguido pelos pesquisadores é o emprego de uma fonte interna de cura, que vá liberando água gradativamente para a hidratação do cimento. Consegue-se este resultado com uso de agregados porosos ou polímeros super absorventes, mas isto é uma outra história, para outro boletim. Lembre-se: não adianta reduzir a relação a/c, ela só piora este tipo de retração. Mas é possível compreendê-la se você imaginar uma mistura de água com cimento, formando uma pasta, que Procure sempre manter uma quantidade de água baixa no concreto, por exemplo, inferior a 190 L/m³. 45 * O conteúdo do artigo reflete a opinião do autor. Coletânea de Artigos Técnicos ANAPRE - Associação Nacional de Pisos e Revestimentos de Alto Desempenho 46 O caminho do sucesso Investir em parcerias e pesquisas é criar soluções para cada caso específico na construção civil. Por isso, a BASF apoia a ANAPRE em seus artigos e pesquisas, que tanto contribuem para o mercado de pisos e revestimentos de alto desempenho. Hoje, a BASF conta com milhares de pesquisadores espalhados pelo mundo todo e inúmeras parcerias com órgãos e universidades que vislumbram a descoberta de soluções que fazem a diferença para a evolução do mercado e, principalmente, para cada um de nossos clientes. Realização: Apoio:
Download