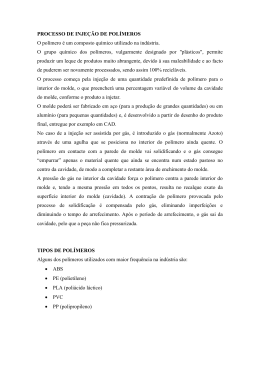
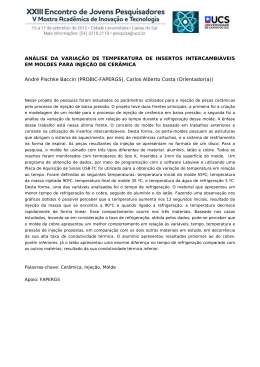
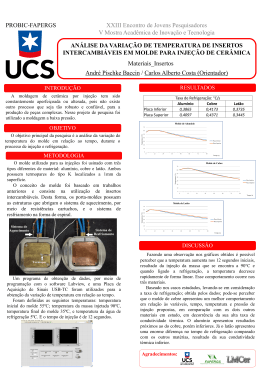
INFLUÊNCIA DAS CONDIÇÕES TÉRMICAS NO COEFICIENTE DE TRANSMISSÃO DE CALOR NA INTERFACE METAL/MOLDE NA SOLIDIFICAÇÃO DA LIGA Sn-10%Pb EM MOLDES DE COBRE DE DIFERENTES ESPESSURAS Tavares, G.L.(1); Soares, E.J.F.(2); Cavalcante, H.F.(3); Sá, F.A.(4); Quaresma, J.M.V.(5). Universidade Federal do Pará, Centro Tecnológico, Departamento de Engenharia Mecânica Rua Augusto Correa, 1, Guamá, 66075-900, Belém – Pará – Brasil e-mail: [email protected] RESUMO Com base na técnica da comparação dos perfis térmicos obtidos teórica e experimentalmente, pretende-se determinar a dinâmica do coeficiente de transferência de calor da interface metal/molde durante a solidificação unidirecional da liga Sn-10%Pb em moldes de cobre com diferentes espessuras. Os perfis térmicos experimentais foram obtidos com o auxílio de termopares localizados estrategicamente ao longo do sistema metal/molde. Utilizou-se moldes de cobre com diferentes espessuras e superaquecimento de 40 0C acima da temperatura liquidus da liga Sn-10%Pb. Palavras Chave: Condutância Térmica Metal/Molde e Molde/Ambiente; Condições de Solidificação; Espessura do Molde e Modelagem Matemática. 1. INTRODUÇÃO Sob o ponto de vista físico, a solidificação é um processo de mudança de fase no qual um metal puro ou uma liga metálica passa do estado líquido para o estado sólido. Essa mudança ocorre envolvendo troca de calor e massa, super resfriamento, liberação de calor latente e mudanças nas propriedades termofísicas das fases [Quaresma, 1998; Santos et all, 1996]. Sendo a fase líquida mais energética que a fase sólida, para que haja a mudança de estado, é necessário que se retire energia do sistema metal/molde aumentando as forças coesivas entre CONGRESSO BRASILEIRO DE ENGENHARIA E CIÊNCIA DOS MATERIAIS, 14., 2000, São Pedro - SP. Anais 32301 os átomos do metal. Essa energia é o calor latente de solidificação cujo significado é a diferença na energia térmica (entalpia) entre os dois estados [Huang & Wang, 1996; Caran & Garcia, 1995]. Sendo a solidificação um processo envolvendo transferência de calor, a rapidez com que ocorre determina a velocidade de solidificação que por sua vez irá interferir nas propriedades do metal solidificado [Krane, 1996; Spim & Garcia, 1997; Hammouda et all, 1992]. Assim, a análise do processo de transferência de calor, a identificação das variáveis significativas, o estabelecimento e a determinação dos parâmetros de solidificação, tornam-se essencialmente importantes tanto sob o ponto de vista acadêmico como prático [Quaresma et all, 1997; Quaresma, 1998]. Assim, o presente trabalho visa a determinação do coeficiente de transmissão de calor metal/molde ( hi ) pelo confronto teórico/experimental de perfis térmicos que consiste medir experimentalmente as temperaturas em pontos específicos do sistema completo de solidificação ambiente/molde/metal e, posteriormente, confrontar os perfis de temperatura ou curvas de resfriamento experimentais com as curvas teóricas simuladas por um modelo numérico de solidificação previamente aferido [Quaresma, 1998; Santos et all, 1996]. Para tanto, admitiu-se a solidificação segundo transferência de calor unidirecional, utilizando a liga Sn-10%Pb com espessuras variáveis de 6, 17, 28, 39 e 50 mm bem como definiu-se o Método não Analítico das Diferenças Finitas (MDF) [Quaresma, 1998; Santos et all, 1996] que basicamente discretiza o tempo e o espaço para simulação das curvas representativas dos parâmetros de solidificação para efeito das comparações pretendidas com os resultados experimentais. Isto, foi devido a natureza do processo de solidificação que dá-se segundo uma transmissão de calor do tipo não estacionária, cuja a análise matemática do problema conduz a equações diferenciais de soluções complexas ou mesmo impossíveis. A literatura cita “Métodos Analíticos Exatos” e “ Métodos Analíticos Aproximados” para solução das equações [Quaresma, 1998; Krishnam & Sharma, 1996; Santos et all, 1996]. Entretanto, tais métodos admitem condições de contorno que levam a soluções limitadas sob o ponto de vista prático porque afastam o problema de sua realidade física. 2. ANÁLISE MATEMÁTICA DA SOLIDIFICAÇÃO A análise da transferência de calor nos sistemas metal/molde e molde/ambiente durante a solidificação foi desenvolvida a partir da Equação Geral da Condução de Calor e resolvida pelo método das diferenças finitas. CONGRESSO BRASILEIRO DE ENGENHARIA E CIÊNCIA DOS MATERIAIS, 14., 2000, São Pedro - SP. Anais 32302 i) Fluxo de Calor. Seja a equação da condução de calor em regime não estacionário dada por: ρ(T).c(T). ∂ ∂T ∂ ∂T ∂ ∂T ∂T = k ( x, y , z , T). + + q& + ∂t ∂x ∂x ∂y ∂y ∂z ∂z (1) onde: • ρ = densidade do material [ kg/m3]; • c = calor específico do material [ J/kg.K ]; • k = condutibilidade térmica do material • ∂ ∂T ∂ ∂T ∂ ∂T + = variação do gradiente térmico nos eixos; + ∂x ∂x ∂y ∂y ∂z ∂z • q& = representa o termo de geração interna de calor na transformação de fase. [ W/m.K ]; No caso da solidificação de uma liga binária, q&pode ser aproximado por: q&= ρL ∂FS ∂t ∂F Nesta Equação, L é o calor latente de fusão do material e S ∂t (2) corresponde a variação da fração solidificada no tempo, podendo ser aproximada por: ∂FS ∂FS ∂T = ∂t ∂T ∂t (3) Aplicando-se (3) em (2) e o resultado em (1), considerando o meio isotrópico e admitindo-se um fluxo de calor unidirecional na direção x, a Equação (1) pode ser escrita na forma: ρc ∂ 2T ∂F ∂T ∂T = k 2 + ρL S ∂T ∂t ∂t ∂x CONGRESSO BRASILEIRO DE ENGENHARIA E CIÊNCIA DOS MATERIAIS, 14., 2000, São Pedro - SP. Anais (4) 32303 ∂F · como pseudo calor específico, pode-se reescrever a Definindo-se c′ = c − L§¨ S ¸ ∂ T © ¹ equação acima na forma: § ∂ 2T · § ∂T · ′ ρc ¨ ¸ = k ¨¨ 2 ¸¸ © ∂t ¹ © ∂x ¹ ii) (5) Interface Molde/Ambiente: Considera-se que a variação da temperatura externa da parede do molde é dependente da sua espessura durante o processo. Desta forma podese estimar por cálculos analíticos o valor de h amb na interface molde/ambiente através da equação “6”(literatura) h amb = h rad + h conv , onde (6) h amb = coeficiente de transferência de calor da interface molde/ambiente [W/m2.K]; h rad = coeficiente de transferência de calor por radiação [W/m2.K]( ε = 0,82 - Emissividade para uma parede de cobre oxidada); h conv = coeficiente de transferência de calor por convecção [W/m2.K]. iii) Interface metal/molde: O fluxo de calor através da interface metal/molde é dado por: q = h i .A t (Tmetal − Tmolde ) , onde (7) At - área de troca térmica [ m2 ]; hi - coeficiente de transferência de calor na interface metal/molde [W/m2.K], variável durante o processo, necessitando de métodos particulares para sua determinação, como o método utilizado ao longo do trabalho; Ri - Resistência térmica metal/molde [K/W], depende da análise do conjunto de resistências térmicas atuantes no sistema metal/molde, sendo determinada por: Ri = 1 A t .h i CONGRESSO BRASILEIRO DE ENGENHARIA E CIÊNCIA DOS MATERIAIS, 14., 2000, São Pedro - SP. Anais (8) 32304 A figura 1 mostra as interfaces citadas em ii) e iii). hi hamb. Calor Molde Metal Sólido Interface molde /ambiente Líquido Interface metal/molde Figura 1 - Esquema ilustrativo das interfaces metal/molde e molde/ambiente iv) Modelo Matemático de Diferenças Finitas: Aplicando-se as aproximações por diferenças finitas aos termos ∂T ∂x , ∂T ∂t 2 e ∂ T ∂x 2 da Equação (5), para o ponto i , esta pode ser obtida na forma do modo explícito do MDF e dada por: T n +1 − Tin ρc′ i ∆t T n − 2Tin + Tin+1 = k i −1 ∆x 2 (9) Utilizando-se a analogia físico/numérica entre um sistema térmico e um sistema elétrico que transforma a malha de diferenças finitas de elementos térmicos à elementos elétricos; e manipulando algebricamente a Equação (9), chega-se a Equação (10) que corresponde a solução do MDF na forma explícita. ∆t Tin +1 = τ Qi n .Ti +1 + 1 − ∆t τ QDi n ∆t n .Ti + τ .Ti −1 Di (10) τ Qi = c arg a onde, τ Di = desc arg a τ QDi = c arg a / desc arg a CONGRESSO BRASILEIRO DE ENGENHARIA E CIÊNCIA DOS MATERIAIS, 14., 2000, São Pedro - SP. Anais 32305 3. PROCEDIMENTO EXPERIMENTAL Foi utilizada a liga Sn-10% Pb, cujas as propriedades termofísicas se encontram apresentadas na tabela 1, e molde de cobre com geometria regular, plano com secções transversais retangulares, espessuras variando nas medidas: 6, 17,28,30 e 50 milímetros, cujas características constam da tabela 2. Tabela 1. Propriedades termofísicas da liga Sn-10%Pb. Propriedades cL cS ρL J/kg.K J/kg.K kg/m3 Valores 243 209 7480 ρS kL kS kg/m3 W/mK W/mK 7840 32 63 L TL TS TF J/kg K K K 56140 488 456 505 Tabela 2. Propriedades termofísicas do molde de cobre analisado [Literatura]. Propriedades k ( W/mK ) c ( J / kgK ) Valores 398 384 ρ ( kg / m 8960 Simbologia: c: calor específico; ρ: densidade; k: condutividade térmica; L: calor latente de fusão; T: temperatura. Subescrito: s: sólido; L: líquido, F: fusão. Adotou-se em todos os experimentos superaquecimento de 40 C acima da temperatura de início de solidificação da liga Sn-10%Pb. Para determinação dos coeficientes na interface metal/molde, o molde foi disposto com uma das faces atuando como condutora enquanto que as outras faces foram construídas com material isolante à base de sílica para que o fluxo de calor no sistema fosse unidirecional. O ensaio consistiu na obtenção dos valores de hamb e hi e na determinação dos perfis de temperatura durante a solidificação, estando o molde inicialmente mantido a temperatura ambiente. As temperaturas nas interfaces metal/molde e molde/ambiente foram medidas através de termopares tipo K, com diâmetro de 1,6 mm e bainha de aço inoxidável, estrategicamente localizados conforme mostra o esquema apresentado na figura 2. CONGRESSO BRASILEIRO DE ENGENHARIA E CIÊNCIA DOS MATERIAIS, 14., 2000, São Pedro - SP. Anais 32306 Figura 2 - Esquema ilustrativo do sistema metal/molde e da posição dos termopares: (A) vista superior evidenciando o plano de calor da leitura térmica; (B) vista lateral do sistema com ênfase para a espessura do molde; posição e profundidade dos termopares e funil e câmara de vazamento. 4. RESULTADOS E DISCUSSÕES Encontram-se apresentados na figura 3 os perfis térmicos resultantes das leituras experimentais e simuladas via computador, por modelo numérico, de um ponto no metal a 20 mm da interface metal/molde, e outro no molde a 3 mm desta mesma interface, cuja maior concordância, simultaneamente para as posições, define uma equação para hi em cada uma das espessuras adotadas. Assim, podemos observar em todos os casos um comportamento contrário das curvas obtidas, ou seja, decrescente com o tempo para as medições resultantes no metal a 20 mm da interface metal/molde e crescente para o caso da medição no molde a 3 mm da referida interface. Nota–se também que a unidirecionalidade na extração de calor cresce com a maior espessura do molde, isto é, à medida que a espessura da parede do molde aumenta o tempo para se obter o volume experimental totalmente solidificado diminui. De fato, isto pode ser evidenciado quando se compara as figura 3.a, ( na qual a temperatura do molde cresce instantaneamente, saturando-se termicamente e necessitando do auxílio do ambiente para por fim a solidificação, circunstância que coloca o hAmb como parceiro eficiente na extração de calor ) e 3.e ( na qual a temperatura é coletada gradativamente e o molde não se satura termicamente, isto é, não deixa de ser molde, dai a menor parceria do hAmb na extração de calor ). A Figura 4, mostra as curvas representativas da variação de hi com o tempo em cada espessura assumida, obtidas segundo os resultados dos confrontos ilustrados na figura 3. De CONGRESSO BRASILEIRO DE ENGENHARIA E CIÊNCIA DOS MATERIAIS, 14., 2000, São Pedro - SP. Anais 32307 maneira geral, podemos verificar valores elevados de hi nos instantes iniciais do processo de solidificação com queda brusca para espessuras de menor dimensão, tendência que, seqüencialmente, vai se tornando mais suave com o conseqüente aumento da espessura da parede do molde. Da mesma forma, nota-se que o coeficiente de transferência de calor metal/molde diminui com o aumento da espessura. Perfis Térmicos 270 Molde: Cobre Esp. = 6 mm Liga: Sn- 10% P ∆Τ = 40 0C Tv = 250 0C To = 26 0C 240 Temperatura ( oC ) 210 270 Perfis Térmicos 240 Molde: COBRE ESP = 17 mm Liga: Sn-10%Pb o o o ∆Τ = 40 C T V = 255 C T o = 22 C 210 180 180 Leitura no Metal à 20 mm da interface M/M Leitura no Molde à 3 mm da interface M/M Leitura Simulada 150 120 150 120 hamb = t0.142 x 8.65 hi = t-0.37 x 14000 90 90 60 60 30 30 0 300 600 900 1200 1500 1800 2100 Tempo [ s ] Perfis Térmicos 270 Molde: Cobre Esp. = 28 mm Liga: Sn- 10% P o o o ∆Τ = 40 C Tv = 255 C To = 27 C Temperatura ( oC ) 240 Molde: Cobre Esp. = 39mm Liga: Sn- 10% P o o o ∆Τ = 40 C Tv = 255 C To = 27 C 210 150 150 90 Leitura no Metal à 20mm da interface M/ Leitura no Molde à 3mm da interface M/ 30 0 0 200 400 600 800 1000 1200 270 Perfis Térmicos Molde: Cobre Esp. = 50 mm Liga: Sn- 10% P 0 0 0 ∆Τ = 40 C Tv = 250 C To = 29 C 240 150 0.135 x 7.26 hamb = t hi = t-0.37 X 8800 60 Leiturar no Metal à 20mm da interface M/ Leiturar no Molde à 3mm da interface M/M Leitura Simulada 30 0 100 200 300 400 500 600 700 800 9001000 120 ham = t0.106 x 8 hi = t-0.37 x 8000 90 60 30 0 Leitura no metal à 20 mm da interface M/ Leitura no molde à 3 mm da interface M/ Leitura simulada 120 240 360 480 600 720 Tempo [ s ] Tempo ( s ) Tempo ( s ) (c) 800 1000 1200 1400 1600 Tempo ( s ) 180 120 0 600 210 90 60 400 Perfis Térmicos 180 hamb = t0.147 x 7.6 hi = t-0.37 x 10200 200 270 180 120 0 (b) (a) 210 Leitura no Metal à 20mm da interface M/ Leitura no Molde à 3mm da interface M/ Leitura Simulada 0 0 240 hamb = t0.13 x 8.4 hi = t-0.37 x 12800 (d) (e) Figura 3. Confronto de perfis térmicos teóricos e experimentais para liga Sn10%Pb vazada com superaquecimento ∆T = 10 o C em moldes de espessuras variáveis: 6 mm(a);17 mm(b); 28 mm(c); 39 mm(d); 50 mm(e). CONGRESSO BRASILEIRO DE ENGENHARIA E CIÊNCIA DOS MATERIAIS, 14., 2000, São Pedro - SP. Anais 32308 5. CONCLUSÃO A diferença do comportamento entre as curvas da figura 4 pode ser melhor compreendida através de uma análise dos dois extremos das espessuras do molde adotadas, isto é, o molde mais espesso permite um escoamento mais fácil de energia por maior tempo, o que não provoca um aquecimento súbito. Estas condições garantem estabilidade ao molde, ao mesmo tempo que permite uma evolução mais rápida da camada de solidificação. A ação mais rápida da contração volumétrica associada à contração térmica provoca a formação gradual de um gap de ar entre metal e molde, o que explica o menor perfil de valores de hi. Por outro lado, o molde de menor espessura, em função do seu rápido aquecimento, satura rapidamente de calor e sofre uma expansão térmica. Esta expansão provoca um melhor contato térmico entre o metal e o molde até que a evolução da camada solidificada provoque a separação gradativa devido à ação das contrações. Como neste caso a solidificação é mais lenta, pois depende mais da troca térmica da superfície externa do molde com o meio ambiente, as contrações ocorrerão para tempos maiores, o que explica o maior perfil de valores de hi observados. Finalmente, os resultados experimentais obtidos e analisados bem como as comparações realizadas permitem concluir que a técnica de confronto de perfis de temperatura teórico e experimentais na determinação dos coeficientes de transferência de calor (hi) demonstrou que o modelo numérico aplicado é extremamente versátil e confiável. Molde de Cobre Coef. de transferência de calor M/M (W/m2.K) 1800 Espessuras adotadas: 6 mm 17 mm 28 mm 39 mm 50 mm 1600 1400 1200 1000 800 600 400 200 0 0 800 1600 2400 3200 4000 Tempo (s) Figura 4. Variação do coeficiente de transferência de calor hi da interface metal/molde para cinco diferentes espessuras de molde. CONGRESSO BRASILEIRO DE ENGENHARIA E CIÊNCIA DOS MATERIAIS, 14., 2000, São Pedro - SP. Anais 32309 REFERÊNCIAS BIBLIOGRÁFICAS • Huang, C. H.; Wang, Y. C.; “The Estimation of Solid-Liquid Phase Moving Front Position During Metal Casting with Mold“; Proc. NATL. Sci, Counc., vol 220, n. 22, pp. 194-203, 1996. • Krane, M. J. M.; Incropera, F. P. ; “A scaling Analysis of the Unidirectional Solidification of a Binary Alloy “; Int. J. Heat Mass Transfer, vol. 39, pp. 3567-3579, 1996. • Quaresma, J. M. V. et alli.; “Influência do Material e da espessura da Parede do Molde nos Coeficientes de Transferência de Calor nas interfaces Metal/Molde e Molde/Ambiente”, Anais do II congresso Internacional de Tecnologia Metalúrgica e de Materiais – ABM, 1997. • Quaresma, J. M. V., Santos, C. A, Cheung N., Garcia, A, “Correlação entre Microestrutura de Solidificação e Propriedades Mecânicas de Ligas Al-Cu “, Trabalho a ser apresentado no530 Congresso Nacional Anual da ABM, 1998. • Santos, C. A et all; “Aplicação de um Modelo Numérico na Determinação Experimental da Condutância Térmica na Interface Metal/Molde em Sistema Estáticos de Fundição”; 9o Seminário de Metais Não-Ferrosos-ABM, pp. 197-202, 1996. • Krishnan, M. & Sharma, D. G.; “Determination of the Interfacial Heat Transfer Coefficient h in the Unidirectional Heat Flow by Beck’s Non Linear Estimation Procedure”; Int Comm. Heat Mass Transfer, vol,. 23, n. 2, p. 203-214,1996. • Spim Jr., J. A & Garcia, A ; “Na optimization of the Finite Difference Method for Modeling Solidification of Complex”; Journal of the Brazilian Society Mechanical Sciences – RBCM; vol. XIX, n. 3, p. 392-409, 1997. • Hammouda, R. M. et alli – “Effect of melt Superheat and Chill Material on Interfacial HeatTransfer Coefficient in End-Chill Al and Al-Cu Alloy Castings”, Journal of Materials Science, vol. 27, pp 3467-3473, 1992. • Caram, R & Garcia, A; “The Use of dendritic microstructure Growth to Evaluate the metal-Mold Heat Transfer Coefficient in the Foundry Process”; ImechE Conference Transacctions, The Institution of Mechanical Engineers, London, vol. 2. Pp. 555-559, (1995). CONGRESSO BRASILEIRO DE ENGENHARIA E CIÊNCIA DOS MATERIAIS, 14., 2000, São Pedro - SP. Anais 32310 INFLUENCE OF THERMAL CONDITIONS ON METAL/MOLD HEAT TRANSFER COEFFICIENT DURING SOLIDIFICATION OF AN ALLOY Sn-10%Pb IN COPPER MOLDS OF DIFFERENT THICKNESS ABSTRACT Recent studies indicate that the structure and consequently the properties of a casting depend on the thermal conditions during the solidification, or in fact, of the cooling rates, that depend on heat thermal coefficients at interfaces metal/mold and mold/ambient interfaces. These two parameters are variable along the contour of the casting, as well as with time, so that only experimental transient values can be considered confident. Heat transfer coefficients depend on a number of factor like; the presence of coolers, thickness of mold wall, superficial finish of the mold internal wall, different rates of thermal contraction along the geometry of the system, better contact due to the casting own weight, etc. The present work determines heat transfer coefficients at the interface metal/mold, by using a method that fits the theoretical and experimental thermal profiles, The experimental thermal profiles were obtained through thermocouples located in areas of interest, and its results compared with those generated by a numeric model based on the finite differences technique. The Sn-10%Pb alloy was used as the reference material and a copper mold with different thickness. Key Words: Metal/Mold and Mold/Ambient Heat Transfer Coefficients; Solidification Conditions; Mold Thickness and Model Mathematical. CONGRESSO BRASILEIRO DE ENGENHARIA E CIÊNCIA DOS MATERIAIS, 14., 2000, São Pedro - SP. Anais 32311
Download