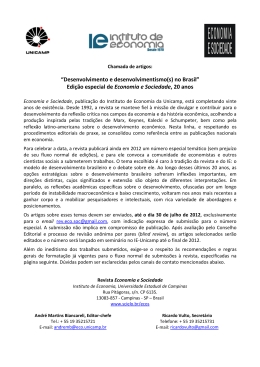
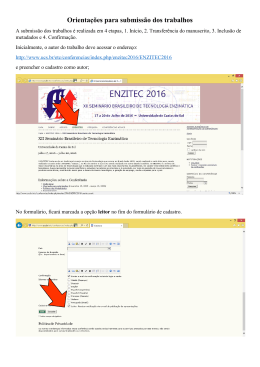
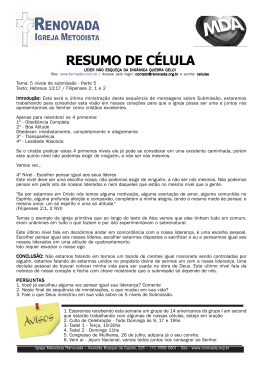
Módulo 2 Identificação dos requisitos do PPAP e reconhecimento de suas aplicações práticas (Seções 1 e 2 do Manual da 4ª. Edição). Seção 1 - Generalidades 1.1 Submissão do PPAP A organização deve obter aprovação completa (ver 5.2.1), do representante autorizado do cliente, para: 1. Uma nova peça ou produto (exemplo: peça específica, material ou cor não fornecida previamente, para um cliente específico); 2. Correção ou discrepância numa peça submetida previamente; 3. Produto modificado por uma alteração de engenharia, ou registro de projeto, especificações ou materiais; 4. Quaisquer situações requeridas pela Seção 3. Nota: Se houver quaisquer questões sobre a necessidade da aprovação da peça de produção, entre em contato com o responsável autorizado do cliente. Seção 2 – Requisitos do processo do PPAP 2.1 Corrida significativa de produção Para peças de produção Produtos para PPAP devem ser tomados de produção significativa. Esta corrida significativa deve ser de 1 até 8 horas de produção, de um total de no mínimo 300 peças consecutivas, a menos que de outra forma especificado pelo representante autorizado do cliente. A corrida significativa de produção deve ser conduzida: No site de produção, na razão de produção (glossário), usando ferramental, dispositivos de medição, processo, materiais e operadores de produção. Com peças de cada processo único de produção, como, por exemplo, linha de montagem duplicada e/ou célula de trabalho, cada posição de uma cavidade múltipla, molde, estampo ou padrão. Devem ser medidas e ensaiadas peças representativas de cada processo único. Seção 2 – Requisitos do processo do PPAP Para materiais à granel: Não há um número específico requerido de "peças". Se uma amostra for requerida para submissão, isto deve ser feito de forma a assegurar que esta represente um estado normal de operação do processo. Notas: • Para material a granel, o histórico de produção dos produtos atuais pode ser freqüentemente usado para estimar a capacidade ou desempenho do processo de produtos, novos ou modificados. • Quando não há histórico de produção, de material a granel similar ou da tecnologia existente, um plano de contenção pode ser utilizado, até que uma produção suficiente demonstre a capacidade ou desempenho, a menos que de outra forma especificado pelo cliente. Seção 2 – Requisitos do processo do PPAP 2.2 Requisitos do PPAP A organização deve atender aos requisitos especificados do PPAP (2.2.1 até 2.2.18), além de também atender a todos os requisitos específicos do PPAP do cliente. As peças de produção devem atender a todos os registros de projeto de engenharia e requisitos especificados (incluindo requisitos de segurança e de regulamentação). Os requisitos do PPAP para material a granel são definidos através do checklist completo de requisitos de material a granel (Apêndice F). Se quaisquer das especificações da peça não puderem ser atendidas, a organização deve documentar seus esforços para resolução de problemas, e contatar o representante autorizado do cliente, para concordância na determinação da ação corretiva apropriada. Nota: Os itens/registros podem não se aplicar, necessariamente, a todas as peças dos clientes, para todas as organizações. Exemplos: algumas peças não têm requisitos de aparência, outras não têm requisitos de cor, peças plásticas podem ter requisitos de marcação de peças em polímero. A fim de determinar, com certeza, quais itens devem ser excluídos, consulte o registro de projeto (exemplos: impressão na peça, documentos relevantes de engenharia ou especificações), com o representante autorizado do cliente. Tabela de requisitos (Parte 1) 2.2.1 Registros de projeto 2.2.1.1 Relatório da composição do material da peça 2.2.1.2 Marcação das peças em polímero 2.2.2 Documentos de autorização de modificações de engenharia 2.2.3 Aprovação da engenharia do cliente, se requerido 2.2.4 FMEA de projeto 2.2.5 Diagramas de fluxo do processo 2.2.6 FMEA de processo 2.2.7 Plano de controle 2.2.8 Estudos das análises do sistema de medição 2.2.9 Resultados dimensionais 2.2.10 Registros de material / Resultados de ensaios de desempenho 2.2.10.1 Resultados de ensaio de materiais 2.2.10.2 Resultados de ensaios de desempenho Tabela de requisitos (Parte 2) 2.2.11 Estudos iniciais do processo 2.2.11.1 Generalidades 2.2.11.2 Índices da qualidade 2.2.11.3 Critério de aceitação para estudo inicial 2.2.11.4 Processos instáveis 2.2.11.5 Processos com especificações unilaterais ou com distribuição não normal 2.2.11.6 Ações a serem tomadas quando o critério de aceitação não for atendido 2.2.12 Documentação do laboratório qualificado 2.2.13 Relatório de aprovação de aparência (RAA), se aplicável 2.2.14 Amostra de peças de produção 2.2.15 Amostra padrão 2.2.16 Meios de Inspeção 2.2.17 Requisitos específicos do cliente 2.2.18 Certificado de submissão da peça (PSW) 2.2.18.1 Peso da peça (massa) 2.2.1 – Registros do projeto A organização deve ter o registro de projeto para o produto/peça vendável, incluindo registros para componentes e detalhes. Se o registro estiver num formato eletrônico (dados matemáticos de CAD/CAM, por exemplo), a organização deve produzir cópia impressa (como folhas de tolerância dimensional e geométrica, GD&T, desenho), para identificar as medições tomadas. Nota 1: Para qualquer produto, peça vendável, peça ou componente, haverá só um registro de projeto, indiferente de quem tenha a responsabilidade pelo projeto. Esse registro pode fazer referência a outros documentos que fazem parte do registro. Nota 2: Um registro único pode representar diversas peças/configurações de montagem, tal como montagem de sub-frame com furos para diferentes aplicações. Nota 3: Para peças identificadas como black box (glossário), o registro de projeto especifica a interface e os requisitos de desempenho. Nota 4: Para peças identificadas de catálogos, o registro pode consistir somente numa especificação funcional ou uma referência a uma norma industrial reconhecida. Nota 5: Para materiais a granel, o registro pode incluir a identificação de matérias primas, formulações, passos e parâmetros de processamento e especificações de produto final ou critério de aceitação. Se os resultados dimensionais não forem aplicáveis, então os requisitos de CAD/CAM também não serão aplicáveis. Registros de projeto - 2.2.1.1 e 2.2.1.2 2.2.1.1 Relatando a composição do material da peça A organização deve fornecer evidência de que o relatório de composição do material/ substância requerido pelo cliente foi completado para a peça e que os dados do relatório atendem a todos os requisitos específicos do cliente. Nota: Este relatório de material pode ser encontrado dentro do IMDS (International Material Data System), ou através de outro método/sistema específico do cliente. O IMDS está disponível no site http:www.mdsystem.com./index.jsp. 2.2.1.2 Marcando as peças em polímero Onde aplicável, a organização deve identificar as peças em polímeros com os símbolos da ISO, tal como especificado na ISO 11469, “Plásticos – Identificação genérica e marcação de produtos plásticos” e/ou ISO 1629, “Borracha – nomenclatura”. O critério por peso, abaixo, deve determinar se o requisito de marcação é aplicável: Peças em plástico, com peso mínimo de 100 g (use a ISO 11469/1043-1) Peças em elastômero, com peso mínimo de 200 g (use a ISO 11469/1629) Nota: As referências de nomenclatura e abreviação, para suportar o uso da ISO 11469, estão contidas na ISO 1043-1, para polímeros básicos, e na ISO 1043-2, para “fillers” e reforçados. Seção 2 - 2.2.2, 2.2.3 e 2.2.4 2.2.2 Documentos de autorização de modificação de engenharia A organização deve ter quaisquer documentos de autorização de modificação de engenharia, para as modificações que ainda não foram registradas no registro do projeto, mas que foram incorporadas ao produto, peça ou ferramental. 2.2.3 Aprovação da engenharia do cliente Onde especificado pelo cliente, a organização deve ter evidência da aprovação da engenharia do cliente. • Nota: Para materiais a granel, este requisito é atendido por uma assinatura na linha do item “Aprovação de Engenharia”, no checklist dos requisitos de material a granel (Apêndice F) e/ou da inclusão na lista de materiais aprovados mantida pelo cliente. 2.2.4 Análise dos efeitos e modos de falha do projeto (FMEA de projeto), se o fornecedor é responsável pelo projeto A organização responsável pelo projeto deve desenvolver um FMEA de projeto, de acordo com os requisitos específicos do cliente, e atendendo aos mesmos (Manual de referência do FMEA). Nota 1: Esse FMEA pode ser aplicável a uma família de peças, ou materiais similares. Nota 2: Para materiais a granel, ver o Apêndice F. FMEA – Análise dos modos de falhas e seus efeitos Conceito de FMEA (Failure Modes and Effects Analysis): É uma ferramenta preventiva, aplicada no desenvolvimento de Projetos (DFMEA) e de Processos (PFMEA). Também aplicado em modificações/melhorias a se introduzir em projetos e processos antigos ou quando existem modificações no ambiente de trabalho. É um método analítico sistemático, para identificar problemas potenciais, suas causas e efeitos, com a execução de trabalho em equipe. É um documento vivo, devendo estar em constante atualização, interagindo com os planejamentos da produção e da qualidade, através dos Planos de Controle. Alguns objetivos do FMEA: Melhorar: qualidade/confiabilidade/segurança dos produtos/processos avaliados. Reduzir o tempo de re-desenvolvimento do produto e de seu custo. Documentar e monitorar as ações tomadas, com o intuito de reduzir riscos nos lançamentos do produto e do processo. Melhorar a satisfação dos clientes e dos consumidores. FMEA – Modelo de trabalho Inspecionar Qual é a função? Detectar Qual é o efeito? O que pode dar errado? Função não realizada Função parcial Função intermitente Função degradada Função exagerada Como isto pode ser detectado? Qual a sua gravidade? Tomar ação Prevenir O que pode ser feito? Como isto pode ser prevenido? Qual é a causa (s)? Com que freqüência ela ocorre? Quão eficiente é este método? Modificações no projeto Controles de projeto DFMEA (2.2.4) – Passo a passo FUNÇÃO AÇÕES RECOMENDADAS PARA REDUÇÃO DO NPR MODO DE FALHA CAUSAS (OCO) CONTROLE PREVENTIVO EFEITOS (SEV) CONTROLE DETECTIVO NPR = SEV x OCOR x DET DFMEA – Formulário sugerido Modo de Falha Potencial e Análise de Efeitos (FMEA de Projeto) FMEA Nr. ___________________ Número da peça: _____________________ Responsável pelo projeto: ____________________________________ Página __________ de ____________ Descrição: ______________________ Data FMEA (original): ________________________________________ Emitente _____________________ Sistema/Subsistema/Seção: ________ Data FMEA (revisâo): ________________________________________ Data emissão ___________________ Participantes do grupo: __________________________________________________________ Item Modo de falha Potencial Função Efeito Potencial da Falha s e v e ri d c Causa(s) l Potencial a Mecanismo(s) s de Falha s o c o r r Plano de Verificação de Prevenção Plano de Verificação de Detecção D e N t P e R c Ações Preventivas Recomendadas Responsabilidade pela ação recomendada & Data da conclusão Resultado das ações Ações tomadas Data efetiva O N S D c e e P o v t R r DFMEA – Colunas do formulário (Parte 1) Item / função: O item expressa as peças ou interfaces identificadas, e a função expressa “a atividade ou uso, para qual o item se destina”. Modo de falha potencial: É a forma pela qual o componente, sub-sistema ou sistema, deixa de atender os requisitos de projeto/expectativas do cliente, da coluna “Item”. Efeito potencial da falha: Descrição das conseqüências da falha, em termos de requisitos de uso, função ou situação do produto. Severidade: Estimativa da gravidade dos efeitos de falha (escala de 1 a 10). Classificação: Usada para delinear, prioritariamente, os modos de falhas e as causas associadas; como características especiais. resultado das análises, a equipe identifica Causa potencial / mecanismo de falha: É a razão pela qual ocorrerá o modo de falha, ou seja, é a indicação do ponto fraco do projeto. Ocorrência: É a estimativa de que uma causa / mecanismo específico, venha a ocorrer, resultando no modo de falha dentro da vida do projeto (escala de 1 a 10). DFMEA – Colunas do formulário (Parte 2) Plano de verificação de prevenção e de detecção: São formas de controle previstas, que devem atuar, sobre o modo de falha e sobre as causas apontadas, assegurando a adequação do projeto, aos modos de falha ou aos mecanismos em consideração. Detecção: É a estimativa da probabilidade de se detectar a falha, baseando-se nas formas de controle detectivos existentes (escala de 1 a 10). NPR: Número de prioridade de risco, sendo calculado como o produto dos índices de Severidade, Ocorrência e Detecção (NPR = SEV x OCOR x DETEC). Ações preventivas recomendadas: São as ações necessárias a serem tomadas, quando os índices de severidade ou ocorrência ou detecção são altos. Responsável pela ação e data da conclusão: Para cada ação recomendada, deve existir um responsável direto e uma data estimada para conclusão dessa ação. Resultados da ação (ação tomada e data efetiva): Representam as observações/análises dos resultados obtidos, com cada ação tomada, bem como a data em que ela foi realmente efetivada. Severidade, Ocorrência, Detecção e NPR: Representam as novas estimativas obtidas, após a tomada de cada ação, bem como o cálculo do novo NPR. DFMEA – Exemplo resumido (1) Item / função / requisito: Item: Sistema de freio a disco. Função: Parar o veículo, quando solicitado, em diferentes condições ambientais, tais como: molhado, seco, etc. Requisitos: Veículo deve parar, em asfalto seco, dentro da distância especificada, com X g’s de força. Modos de falha potencial: O veículo não para; o veículo para, excedendo a distância especificada; o veículo para, com mais de X g´s de força. Efeito potencial da falha: Controle do veículo danificado; não atendimento ao requisito legal. Severidade (Tabela do Manual do FMEA): Nota 9: Modo de falha potencial afeta a segurança na operação do veículo e/ou envolve não-conformidade com a legislação governamental, com aviso prévio. Classificação (exemplos): Característica crítica/segurança, sempre que a severidade for 9 ou 10 (YC, ∇); Característica significativa, sempre que a severidade for de 5 a 8, com ocorrência maior ou igual a 4 (YS, S). DFMEA – Exemplo resumido (2) Causa potencial / mecanismo de falha: Mecanismo de falha: Não há transferência de força, do pedal para as pastilhas. Causa: Quebra da ligação mecânica do freio, devido à proteção corrosiva inadequada. Ocorrência (Tabela do Manual do FMEA): Nota 7: A falha é incerta com o novo projeto, aplicação ou modificação, nas condições de operação, ciclo obrigatório (alta probabilidade de falha, 10 incidentes/1000 veículos). Plano de verificação de prevenção e de detecção: Controle detectivo: DOE, ensaios de confiabilidade; dispositivos usando peças similares; Controle preventivo: Estudos de benchmarking; dispositivos à prova de erro. Detecção (Tabela do Manual do FMEA): Nota 10: Detecção quase impossível; nenhuma oportunidade de detecção; nenhum controle atual de projeto. Não se pode detectar, ou não é analisado. NPR (exemplos): Item A: Sev = 8, Ocor = 2, Detec = 5, então NPR = 90; Item B: Sev = 7, Ocor = 4, Detec = 4, então NPR = 112. Obs.: Se só o NPR for levado em consideração, o Item B seria o escolhido. No entanto, o Manual recomenda que alta nota de severidade deve ter prioridade. DFMEA – Exemplo resumido (3) Ações preventivas recomendadas (exemplos): Severidade alta: Só alterações de projeto, desaparecendo com o modo de falha; Ocorrência alta: Adicionar redundâncias e revisão da especificação do material; Detecção alta: DOE (Delineamento de experimentos). Responsável pela ação e data da conclusão: Engenharia de produto, para alterar projeto; data estimada: 15/06/09; Eng. de manufatura, para executar ensaios de confiabilidade; data estimada: 20/08/09. Resultados da ação (resultados das tomadas das ações, nas datas efetivas): Envolve monitoramento e follow up, das ações recomendadas, até a data estimada. Severidade, Ocorrência, Detecção e NPR: Envolve recálculos dos índices de severidade, ocorrência e detecção, após as ações estarem implantadas, seguidos do cálculo do novo NPR (espera-se que tenha diminuído). 2.2.5 Fluxograma de processo A organização deve ter um diagrama de fluxo de processo, no formato específico da organização, que claramente descreva os passos e a seqüência do processo de produção, conforme for adequado, e que atenda às necessidades, requisitos, expectativas especificados pelo cliente (Manual do APQP). Para material a granel, o Diagrama de Fluxo de Processo equivalente é uma Descrição de Fluxo do Processo. Nota: Os diagramas de fluxo por "famílias" de peças similares são aceitos, se as novas peças tiverem sido analisadas pela organização para torná-las comuns. O fluxograma é um método gráfico simplificado, para visualizar o processo como um todo, sendo usado para: Análise das fontes de variação; Ênfase no impacto das fontes de variação do processo; Análise sistêmica do processo; Ajuda na focalização do processo; Visualização da interdependência de cada parte do processo. Simbologia normalmente usada: Operação ou máquina Transporte Armazenamento Espera Inspeção Operação com Inspeção 2.2.6 FMEA de processo (PFMEA) A organização deve desenvolver um FMEA de processo, de acordo com os requisitos específicos do cliente, e atendendo aos mesmos (Manual de referência do FMEA). Nota 1: Um único PFMEA pode ser aplicado para um processo de manufatura, para uma família de peças, ou materiais similares, se analisados pela organização para torná-los comuns. Nota 2: Para materiais a granel, ver o Apêndice F. O PFMEA tem muita similaridade com o DFMEA, guardados seus objetivos e aplicações, devendo ser sempre precedido pelo Fluxograma de Processo. Tal similaridade estende-se ao Modelo de trabalho, à Seqüência de passos de elaboração, ao Formulário utilizado, às Colunas do formulário, etc, vistos em slides anteriores. 2.2.7 e 2.2.8 2.2.7 Plano de controle - A organização deve ter um Plano de Controle que defina todos os métodos usados para o controle de processo e que atenda aos requisitos específicos do cliente (Manual do APQP e Plano de Controle). Nota 1: Os planos de controle por famílias de peças são aceitos, se as novas peças forem analisadas pela organização para torná-las comuns. Nota 2: A aprovação do Plano de Controle pode ser requerida por alguns clientes. 2.2.8 Estudos das análises do sistema de medição - A organização deve ter estudos das Análises do Sistema de Medição (R&R, Tendência, Linearidade, Estabilidade), para todos os dispositivos de medição, equipamento de medição e ensaio, novo ou modificado (Manual de Referência de MSA - Análises do Sistema de Medição). Nota 1: Os critérios de aceitação do GR&R estão definidos no Manual de MSA. Nota 2: Para materiais a granel, as análises do sistema de medição podem não ser aplicáveis. O acordo com o cliente deve ser obtido nos requisitos atuais. Plano de controle (PC) - Modelo Cabeçalho: Tipo de PC (protótipo, pré-lançamento, produção), com seu número e datas, dados da peça (código, nome), equipe, aprovações, etc. Colunas: Código da peça/processo; Nome do processo; Máquina/dispositivo; Características: Número; Produto; Processo; Classificação; Métodos: Especificação; Técnica de medição; Amostra; Método controle; Plano de reação. Estudo de R&R (MSA) - Exemplo R& R (A NOVA ) para Medida Escolher entre VT e Tolerância Reportado por: T olerância: O utros: N om e do instrum ento: D ata do estudo: Com ponentes da v ariação Medição por peça Percentual 100 % S t ud y Va r 2 0 50 -2 0 G a ge R& R Repea t Repr od 1 Pa r t- to- Pa r t 2 3 4 5 6 7 8 9 10 P eça Amplitude amostral Carta R por operador A B Medição por operador C 1,0 LSC=0,880 0,5 _ R=0,342 0,0 LIC=0 2 0 -2 A B Operador Carta Xbar por operador B C Interação operador/peça 2 2 _ _ LSC=0,351 X=0,001 LIC=- 0,348 0 Média Média amostral A C O p e ra t o r A B C 0 -2 -2 1 R&R VE VO 2 3 4 5 6 P eça 7 8 9 10 VP Observação: valores auditáveis: %R&R (<10, ou 10 a 30) e Discriminação, NCD (≥ 5) 2.2.9 Resultados dimensionais A organização deve fornecer evidência de que as verificações dimensionais, requeridas pelo Registro de Projeto e pelo Plano de Controle, tenham sido completadas e os resultados indiquem a concordância com os requisitos especificados. A organização deve ter os resultados dimensionais para cada processo único de manufatura, tais como células ou linhas de produção e todas as cavidades, moldes, modelo ou matriz (ver 2.2.18). A organização deve registrar, com os resultados atuais, todas as dimensões (exceto as dimensões de referência), características e especificações conforme anotadas no registro de projeto e plano de controle. A organização deve indicar a data do registro do projeto, nível de modificação e quaisquer documentos de modificação de engenharia, autorizadas e que ainda não foram incorporados no registro do projeto, no qual a peça foi fabricada. 2.2.9 Resultados dimensionais A organização deve registrar o nível da modificação, data do desenho, nome da organização e número da peça, em todos os documentos auxiliares (exemplos: folhas de resultados de layout, croquis, desenho do traçado, resultados de pontos de inspeção por CMM -máquina de medir por coordenadas-, folhas de tolerância dimensional e geométrica ou outros desenhos auxiliares usados em conjunto com o desenho da peça). Cópia destes materiais devem acompanhar os resultados dimensionais, de acordo com a Tabela de Requisitos de Retenção/Submissão. Um desenho do traçado deve estar incluso, quando um projetor de perfil for usado. A organização deve identificar uma das peças medidas, como amostra padrão (ver 2.2.15). Nota 1: Formulários de resultados dimensionais do Apêndice C, uma ilustração, folhas de tolerância dimensional e geométrica, ou um desenho boletado, em que os resultados foram escritos de modo legível num desenho, incluindo as seções transversais, traçados ou rascunhos, conforme aplicáveis, podem ser utilizados para este propósito. Nota 2: Resultados dimensionais geralmente não se aplicam aos materiais a granel. 2.2.10 Registros de resultados de ensaios (material / desempenho) – Parte 1 A organização deve ter registros dos resultados de ensaio (material e/ou desempenho), para ensaio especificado (Registro de projeto/Plano de Controle). 2.2.10.1 Resultados de ensaios de material (Parte 1) A organização deve executar os ensaios para todos os materiais das peças e produtos, quando requisitos químicos, físicos ou metalúrgicos forem especificados pelo registro de projeto ou pelo Plano de Controle. Resultados de ensaios de materiais devem indicar e incluir: • Nível de modificação do registro do projeto da peça ensaiada; • Qualquer documento de autorização de modificação de engenharia, que ainda não tenha sido incorporado no registro do projeto; • Número, data, e nível de modificação das especificações, nos quais a peça foi ensaiada; Data na qual o ensaiado foi executado; Quantidade ensaiada; Resultados atuais; • Nome do fornecedor do material e, quando requerido pelo cliente, o código do vendedor/fornecedor designado pelo cliente. Nota: Os resultados de ensaio de material podem ser apresentados em qualquer formato conveniente. Um exemplo é mostrado no Apêndice D. 2.2.10 Registros de resultados de ensaios (material / desempenho) – Parte 2 2.2.10.1 (continuação) Para produtos com especificações de materiais desenvolvidas pelo cliente, e uma lista de fornecedor aprovado pelo cliente, a organização deve desenvolver materiais e/ou serviços (exemplos: pintura, tratamento térmico e superficial, solda) de fornecedores desta lista. 2.2.10.2 Resultados de ensaio de desempenho A organização deve executar ensaios para toda(s) a(s) peça(s) ou material(ais) de produto, quando requisitos de desempenho ou funcional forem especificados pelo Registro de Projeto ou pelo Plano de Controle. Os resultados de ensaio de desempenho devem indicar e incluir: • Nível de modificação do registro de projeto da peça ensaiada; • Quaisquer documentos de modificação de engenharia autorizada que não tenham ainda sido incorporados no registro do projeto; • Nº, data, e o nível de modificação da especificação nos quais a peça foi ensaiada; • Quantidade testada; Resultados atuais. Nota: Os resultados do ensaio de desempenho podem ser apresentados em qualquer formato conveniente. Um exemplo é mostrado no Apêndice E. 2.2.11 Estudos iniciais do processo (1) 2.2.11.1 Generalidades O nível de capacidade inicial de processo ou desempenho deve ser determinado como aceitável, antes da submissão, para todas as características especiais designadas pelo cliente ou pela organização. A organização deve obter o acordo com o cliente no índice para estimar a capacidade inicial do processo, antes da submissão. A organização deve executar as análises do sistema de medição, para entender como os erros de medição afetam as medições estudadas (ver 2.2.8). Nota 1: Onde não for identificada nenhuma característica especial, o cliente se reserva o direito de requerer a demonstração da capacidade inicial do processo, em outras características. 2.2.11 Estudos iniciais do processo (2) Nota 2: O propósito é determinar se o processo produtivo é apropriado para produzir produtos que atendam aos requisitos do cliente. O estudo inicial do processo está focado em variáveis e não em atributos. Os erros de montagem, falhas no ensaio e defeitos de superfície são exemplos de dados de atributos, cujo entendimento é importante, mas que não são cobertos por este estudo inicial. Para entender o desempenho das características monitoradas por atributos, serão necessários mais dados coletados ao longo do tempo. A menos que seja aprovado pelo representante autorizado do cliente, dados de atributo não são aceitáveis para a submissão do PPAP. Nota 3: Cpk e Ppk são descritos a seguir. Outros métodos mais apropriados, para certos processos ou produtos, podem ser substituídos, pela aprovação prévia de um representante autorizado do cliente. Nota 4: Os estudos iniciais do processo são de curto prazo, e não prevêem os efeitos do tempo e variação de pessoas, materiais, métodos, equipamento, sistemas de medição e o ambiente. Mesmo para estes estudos de curto prazo, é importante coletar e analisar os dados nos pedidos de produção usando os gráficos de controle. Nota 5: Para características que podem ser estudadas usando os gráficos de Xbar e R, um estudo de curto prazo deve ser baseado em um mínimo de 25 sub-grupos contendo, no mínimo, 100 leituras de peças consecutivas, de uma corrida significativa de produção (ver 2.1). Os dados do estudo inicial podem ser trocados pelos dados históricos, de longo prazo, ou de mesmo processo ou similar. Para certos processos, ferramentas analíticas alternativas, como gráficos de indivíduos e amplitudes móveis, podem ser apropriadas e permitidas, com a aprovação de um representante autorizado do cliente. Carta de média e amplitude - Exemplo Carta Xbar-R do Peso LS C =12,276 M édia amostr al 12,0 11,5 _ _ X=11,205 11,0 10,5 LIC =10,134 10,0 D ia 6 D ia 8 D ia 10 D ia 12 D ia 14 D ia 16 Data D ia 18 D ia21 D ia 22 D ia 24 LS C =6,175 A mplitude amostr al 6,0 4,5 _ R=3,475 3,0 1,5 LIC =0,775 0,0 D ia 6 D ia 8 D ia 10 D ia 12 D ia 14 D ia 16 Data D ia 18 Processo estável D ia21 D ia 22 D ia 24 2.2.11.2 Índices da qualidade (1) Os estudos iniciais do processo devem ser sumarizados com os índices de capacidade e desempenho, se aplicável. Nota 1: Os resultados do estudo inicial do processo dependem do propósito do estudo, dos métodos de aquisição de dados, amostragem, quantidade de dados, demonstração do controle estatístico, etc. Ver o manual de referência do CEP para informação adicional e entendimento básico dos princípios de estabilidade estatística e medidas do processo (índices). Para obter orientação sobre os itens listados a seguir, entre em contato com o representante autorizado do cliente. Cpk = Índice de capacidade para um processo estável - A estimativa do sigma é baseada na variação dentro do sub-grupo (Rbar/d2 ou Sbar/c4). O Cpk: É um indicador da capacidade do processo, baseado na variação dentro de cada sub-grupo de um conjunto de dados; Não inclui o efeito da variabilidade entre os sub-grupos; É um indicador de quão bom um processo poderia ser, se todas as variações entre sub-grupos fossem eliminadas; Seu uso é apenas um indicador incompleto do desempenho do processo. Para mais informações, ver o manual de referência de CEP. 2.2.11.2 Índices da qualidade (2) Ppk – Índice de desempenho - A estimativa do sigma é baseada na variação total (todos os dados individuais da amostra, usando o desvio padrão amostral S – equação da raiz média quadrática, vide slide 36). O Ppk é um indicador do desempenho do processo, baseado na variação do processo através do conjunto completo dos dados. Cpk e Ppk não são limitados à variação dentro dos sub-grupos. Entretanto, o Ppk não pode isolar a variação dentro do sub-grupo da variação entre sub-grupos. Quando calculados do mesmo conjunto de dados, o Cpk e o Ppk podem ser comparados para analisar as fontes de variação do processo. Para mais informações, ver o manual de referência de CEP. Estudos iniciais do processo - O propósito do estudo inicial do processo é entender a variação do processo, não somente chegar a um valor de índice específico. Quando dados históricos estiverem disponíveis, ou dados iniciais suficientes existirem, para plotar um gráfico de controle (no mínimo 100 amostras individuais), o Cpk pode ser calculado, quando o processo estiver estável. (continua) 2.2.11.2 Índices da qualidade (3) Estudos iniciais de processo (continuação) Por outro lado, para processos com causas especiais previsíveis e conhecidas, e saída atendendo às especificações, o Ppk deveria ser usado. Quando não existirem dados disponíveis suficientes (< 100 amostras), ou houver fontes desconhecidas de variação, contate o representante autorizado do cliente para desenvolver um plano apropriado. Nota 2: Para estudos iniciais do processo, envolvendo mais que uma cauda do processo, podem ser requeridos métodos estatísticos adicionais apropriados, ou abordagens. Nota 3: Para material a granel, a organização deve obter um acordo do cliente, considerando técnicas adequadas para os estudos iniciais do processo, se requerido, a fim de determinar uma estimativa eficaz da capacidade. 2.2.11.3 Critério de aceitação para o estudo inicial A organização deve usar o que se segue, como critério de aceitação para avaliação dos resultados do estudo inicial do processo, para processos que aparentam estabilidade. Resultados Índice > 1,67 Interpretação O processo atual atende ao critério de aceitação. 1,33 ≤ Índice ≤ 1,67 O processo pode ser aceito. Contate o representante do cliente para uma análise dos resultados dos estudos. Índice < 1,33 O processo atual não atende ao critério de aceitação. Contate o representante autorizado do cliente para uma análise dos resultados do estudo. Nota 1: Atender ao critério de aceitação da capacidade do estudo inicial do processo é um dos diversos requisitos do cliente, que direcionam para a aprovação da submissão do PPAP. Nota 2: Ver 2.2.11.1 e 2.2.11.2. Capacidade do processo (1) LSE − LIE Pp = 6 σ̂ X − LIE Ppi = 3σ̂ P pk Pps = LSE - X X − LIE ; = Mín 3 σ̂ 3 σ̂ LSE − X 3σ̂ σ̂ = ∑ (X i − X )2 n −1 onde: LSE e LIE = limites superior e inferior da especificação, Xi = valor medido, X = média das médias amostrais. Pp e Ppk > 1,67 - O processo atende às especificações, iniciar a produção; 1,33 < Pp e Ppk < 1,67 - O processo atende às especificações, iniciar produção, tendo cuidado especial com as características mais importantes do processo, até que seja atingido um Cpk > 1,33; Ppk < 1,33 - O processo não atende às especificações, é preciso tentar melhorá-lo, antes de colocá-lo em produção. Capacidade do processo (2) LSE − LIE Cp = 6σ̂ X − LIE C pi = 3σ̂ [ C pk = Mín C pi e C ps LSE − X C ps = 3σ̂ ] R σ̂ = d2 Onde: LSE e LIE = limites superior e inferior da especificação, Xi = valor medido, X = média das médias amostrais. Cp e Cpk > 1,33 - o processo atende às especificações. Cpk < 1,33 - o processo não atende às especificações e necessita de melhoria (há refugos e retrabalho). Recomenda-se efetuar os cálculos dos índices indicados, através de um software estatístico (Minitab, por exemplo), vide próximo slide. Capacidade do processo - Exemplo Capacidade do processo (Variável = Peso, em kg) LIE LSE Within Overall D ados do processo LIE 9,5 LS E 13,5 M édia amostral 11,205 A mostra N 200 D.P . (Within) 1,12898 D.P . (O v erall) 1,13539 C apacidade potencial (Within) Cp 0,59 C pi 0,50 C ps 0,68 C pk 0,50 C apacidade (O v erall) Pp PPL PPU P pk 9,00 P erformance observ ada % < LIE 6,50 % > LS E 3,00 % Total 9,50 9,75 10,50 11,25 12,00 12,75 13,50 14,25 P erformance esperada (w ithin) % < LIE 6,55 % > LS E 2,10 % Total 8,65 P erformance esperada (ov erall) % < LIE 6,66 % > LS E 2,16 % Total 8,82 0,59 0,50 0,67 0,50 Cp e Cpk abaixo de 1,33, e Pp e Ppk abaixo de 1,67, ou seja, processo não capaz D.P. Within: calculado pela fórmula da raiz quadrada, usado para Pp e Ppk. D.P. Overall: calculado pela média de R, usado para Cp e Cpk. 2.2.11.4 Processos instáveis Dependendo da natureza da instabilidade, um processo instável pode não atender aos requisitos do cliente. A organização deve identificar, avaliar e, sempre que possível, eliminar as causas especiais da variação, antes da submissão do PPAP. A organização deve notificar o representante autorizado do cliente, sobre quaisquer processos instáveis que possam existir, e deve submeter um plano de ação corretiva ao cliente, antes de qualquer submissão. Nota: Para materiais a granel, para processos com causas especiais previsíveis e conhecidas, cujas saídas atendam às especificações, planos de ação corretiva podem não ser requeridos pelo cliente. 2.2.11.5 Processos com especificação unilateral ou distribuição não normal A organização deve determinar, com o representante autorizado do cliente, um critério de aceitação alternativa, para os processos com especificações unilaterais ou com distribuição não normais. Nota: • O critério de aceitação mencionado (2.2.11.3) assume normalidade e especificação bilateral (meta no centro). • Quando isto não for verdade, o uso desta análise pode resultar em informações não confiáveis. • Este critério de aceitação pode requerer um tipo diferente de índice ou algum método de transformação de dados. • O foco deveria ser o entendimento das razões da não normalidade (exemplo: o processo é estável ao longo do tempo?), e o gerenciamento da variação. Ver o manual de referência do CEP para mais informações. Fi Xi 2.2.11.6 Ações a serem tomadas quando o critério de aceitação não for satisfeito A organização deve contatar o representante autorizado do cliente, se o critério de aceitação (2.2.11.3) não puder ser alcançado até a data prometida de submissão do PPAP. A organização deve submeter ao representante autorizado do cliente, para aprovação, um plano de ação corretiva e um Plano de Controle modificado, providenciando normalmente uma inspeção 100%. Esforços para reduzir a variação devem ser contínuos, até que o critério de aceitação seja atendido, ou até que a aprovação do cliente seja recebida. Nota 1: Metodologias de inspeção 100% estão sujeitas à análise crítica e concordância do cliente. Nota 2: Para material a granel, inspeção 100% significa uma avaliação de uma amostra de produto de um processo contínuo, ou lote homogêneo, que é representativo de uma corrida inteira de produção. 2.2.12 Documentação do laboratório qualificado A inspeção e os ensaios para o PPAP devem ser executados por um laboratório qualificado, conforme definido pelos requisitos do cliente (exemplo: um laboratório acreditado). O laboratório qualificado (interno ou externo à organização), deve ter um escopo e documentação, mostrando que é qualificado para o tipo de medições ou ensaios conduzidos. Quando um laboratório externo / comercial for usado, a organização deve submeter os resultados de ensaios, no papel de carta do laboratório ou no formato de relatório normal do laboratório. O nome do laboratório que executou os ensaios, a(s) data(s) dos ensaios e a norma utilizada para executar os ensaios devem ser identificados. 2.2.13 Relatório de aprovação de aparência (RAA) Um Relatório de Aprovação de Aparência (RAA) deve ser preenchido, separadamente para cada peça, ou séries de peças, se houver requisitos de aparência no registro de projeto. Uma vez completos satisfatoriamente todos os critérios requeridos, a organização deve registrar a informação no RAA. O RAA preenchido, mais os produtos/peças representativos da produção, devem ser submetidos ao local especificado pelo cliente, para receber a disposição do RAA (completa com a disposição e assinatura do representante autorizado do cliente). Em seguida, a organização deve acompanhar o PSW, no prazo da submissão final, uma vez que seja requerido pelo nível de submissão. Ver os requisitos específicos do cliente para os requisitos adicionais. •Nota 1: O RAA aplica-se, geralmente, só para peças com requisitos de cor, granulação ou acabamento de superfície. •Nota 2: Alguns clientes podem não exigir todos os campos do RAA. Ver o Apêndice B ou especificações do cliente, para instruções detalhadas do preenchimento do RAA. 2.2.14 e 2.2.15 Amostras (produção/padrão) 2.2.14 Amostras de peças de produção A organização deve prover uma amostra do produto, conforme especificado pelo cliente. 2.2.15 Amostra padrão A organização deve reter uma amostra padrão, pelo mesmo período do registro de aprovação da peça de produção, ou, a) Até que uma nova amostra padrão seja produzida para um mesmo número da peça para aprovação do cliente, ou, b) Quando uma amostra padrão for requerida pelo registro de projeto, Plano de controle ou critério de inspeção, como uma referência ou padrão. A amostra padrão deve ser identificada como tal, e deve mostrar a data da aprovação do cliente na amostra. A organização deve reter uma amostra padrão para cada posição de uma cavidade múltipla, molde, ferramenta ou modelo, ou processo de produção a menos que de outra maneira especificada pelo cliente. Nota 1: Quando o tamanho/volume das peças, etc. fizer com que o armazenamento da amostra seja difícil, os requisitos de retenção da amostra padrão podem ser modificados ou dispensados por escrito pelo representante autorizado do cliente. O propósito dessa amostra é ajudar na definição do padrão de produção, especialmente quando os dados forem ambíguos ou com detalhes insuficientes para replicar completamente a peça de seu estado originalmente aprovado. Nota 2: Muitas propriedades do material a granel são, por sua natureza, dependentes do tempo, e se uma amostra padrão for requerida, esta pode consistir de registro de manufatura, resultados de ensaios, e análises do certificado dos ingredientes chaves, para a amostra de submissão aprovada (ver Apêndice F). 2.2.16 Ajudas de verificação Se requerido pelo cliente, a organização deve submeter, juntamente com a submissão do PPAP, alguma montagem específica de ajuda de verificação da peça ou componente. A organização deve certificar que todos os aspectos da ajuda de verificação estejam de acordo com os requisitos dimensionais da peça. A organização deve documentar todas as modificações do projeto de engenharia entregues, que tenham sido incorporadas nas ajudas, no momento da submissão. A organização deve fornecer manutenção preventiva para as ajudas de verificação, pelo tempo de vida da peça (ver glossário - "peça ativa"). Estudos das Análises do Sistema de Medição, por exemplo R&R, exatidão, tendência, linearidade, estabilidade, devem ser conduzidos, de acordo com os requisitos do cliente. (ver 2.2.8 e o Manual de Referência do MSA. •Nota 1: As ajudas de verificação podem incluir os fixadores, dispositivos de medição por variáveis e atributos, modelos, templates, mylars específicos do produto sendo submetido. •Nota 2: As ajudas de verificação, etc, geralmente não se aplicam para materiais a granel. Se as ajudas de verificação para materiais a granel forem usadas, a organização deve entrar em contato com o representante autorizado do cliente considerando este requisito. 2.2.17 e 2.2.18 2.2.17 Requisitos específicos do cliente A organização deve ter registros de conformidade com todos os requisitos específicos do cliente aplicáveis. Para materiais a granel, requisitos específicos do cliente aplicáveis devem ser documentados no Checklist de requisitos de material a granel. 2.2.18 Garantia de submissão de peça (PSW) Uma vez completados todos os requisitos do PPAP, a organização deve completar a Garantia de Submissão de Peça (PSW). Um PSW separado deve ser preenchido para cada número da peça do cliente a menos que de outra forma acordado com o representante autorizado do cliente. (continua no próximo slide) 2.2.18 Garantia de submissão de peça (PSW) Se a produção das peças for realizada em mais que uma cavidade, molde, ferramenta, estampo, modelo ou processo de produção, tal como linha ou célula, a organização deve completar a avaliação dimensional (ver 2.2.9) de uma peça de cada. As cavidades, moldes, linhas, etc. específicas, devem, então, ser identificadas na linha "Molde/Cavidade/Processo de Produção" no PSW, ou em um anexo do PSW A organização deve verificar que todos os resultados de medição e ensaio mostrem a conformidade com os requisitos do cliente e que toda a documentação requerida esteja disponível e, para os níveis 2, 3 e 4, esteja incluída na submissão como apropriado. O responsável da organização deve aprovar o PSW e fornecer a informação de contato. • Nota 1: Uma garantia por número de peça do cliente pode ser usada, para sumarizar muitas modificações permitindo que estas estejam adequadamente documentadas, e a submissão esteja em conformidade com os requisitos de prazo dados pelo cliente. • Nota 2: Os PSWs podem ser submetidos eletronicamente, de acordo com os requisitos do cliente. 2.2.18.1 Peso da peça (massa) A organização deve registrar no PSW o peso da peça, como embarcado, no PSW, medido e expresso em quilogramas, com quatro casas decimais (0,0000), a menos que especificado de outra forma pelo cliente. O peso não deve incluir os protetores de embalagem, dispositivos de montagem ou materiais de embalagem. Para determinar o peso da peça, a organização deve pesar individualmente 10 peças, selecionadas aleatoriamente, calcular e relatar o peso médio. No mínimo uma peça deve ser medida de cada cavidade, ferramenta, linha ou processo, a ser usada na realização do produto. Nota: Este peso é usado para análise do peso do veículo somente e não afeta o processo de aprovação. Onde não houver requisito de produção ou serviço, para um mínimo de 10 peças, a organização deveria usar o número requerido para cálculo da média do peso da peça. Para materiais a granel, o campo do peso da peça não é aplicável. Fim do Módulo 2
Download