O PVC E O MEIO AMBIENTE
1.1 - O PVC no Lixo Urbano
Os materiais conhecidos como "plásticos" são na realidade artefatos fabricados a
partir de resinas sintéticas produzidas através de matérias-primas de origem
natural, como o petróleo, o gás natural, o carvão ou o sal comum. Apesar da
enorme produção de "plásticos", sua fabricação consome menos do que 4% do
petróleo12 produzido comercialmente no mundo.
Os plásticos são comercializados em pó, grânulos, fundidos ou em solução, e
nessas formas alimentam a indústria de transformação. Nela, após a aplicação de
calor e pressão e adição de inúmeros modificadores e aditivos, resultam nos
produtos tão conhecidos e indispensáveis ao nosso dia-a-dia.
O material plástico vem substituindo gradualmente os materiais convencionais no
projeto de produtos ("design"), não só por seu baixo custo, mas também por
conseqüência do desenvolvimento contínuo de sua funcionalidade, que permite
acondicionar, envolver, acomodar e até transportar produtos. Os "plásticos"
mudaram além dos hábitos de vida do consumidor, por exemplo, com os
descartáveis, as práticas de comércio.
Especialistas do setor de marketing afirmam que o sucesso dos plásticos deve-se
ao apelo visual, independentemente do produto a ser vendido, porque estes
materiais por si só imprimem a idéia de eficiência e competitividade a todo
processo em que participam. A par do aspecto físico, comercialmente interessante,
são suas propriedades químicas que os fazem tecnologicamente atraentes.
Em 2006, comparado ao ano de 2005, o consumo per capita de plástico no Brasil
aumentou cerca de 5,0%, de acordo com a ABIQUIM - Associação Brasileira da
Indústria Química e de Produtos Derivados. No ano de 2006, a produção nacional
de resinas termoplásticas aumentou 10,4%, alcançando 4,9 milhões de toneladas,
com um consumo aparente que superou a cifra dos 4,5 milhões de toneladas de
material plástico. A produção de resinas termoplásticas no Brasil teve seu início na
década de 70 e conta hoje com cerca de 9.000 empresas32 que as transformam em
seu parque industrial.
Quando descartados pelos consumidores ou pela própria indústria, por não mais
apresentarem valor de uso ou interesse para aproveitamento, os materiais plásticos
são denominados "resíduo" ou "lixo".
Por definição, resíduo sólido urbano inclui o disposto por residências, instalações
comerciais, instituições, fazendas e fábricas pequenas. Já os resíduos industriais
incluem o que é gerado na indústria pesada, automobilística, de construção civil,
resíduos de demolição e incineração.
Atualmente, a geração de resíduos sólidos apresenta três aspectos a serem
considerados6,20:
•
•
Volume crescente, em função do crescimento populacional e das áreas
urbanas, e pela disseminação do uso de produtos descartáveis;
Complexidade dos resíduos, devido ao desenvolvimento de novos materiais
introduzidos no dia-a-dia, gerando novos resíduos que necessitam, muitas
vezes, de tratamento prévio à sua disposição final;
•
Poluição visual ou "lixo visual", causado pelo crescente volume de resíduos,
e a conseqüente desvalorização da área onde os mesmos são depositados.
A cidade de São Paulo gera cerca de 15 mil toneladas/dia18 de resíduos sólidos, dos
quais possivelmente mais de 700 toneladas são constituídas por embalagens
plásticas descartáveis, fabricadas em diversas resinas. Dentre estas, as que mais
participam de nosso cotidiano são: o poli(tereftelato de etileno) conhecido como
PET; o polietileno de baixa ou alta densidade (PEBD e PEAD, respectivamente); o
poli(cloreto de vinila) (PVC); o polipropileno (PP) e o poliestireno (PS), nas formas
mais diversas7,18,19.
Embora no Brasil sejam geradas mais de 570 mil toneladas por ano de resíduos
plásticos industriais, agrícolas e urbanos, os mesmos perfazem apenas uma
pequena parcela (6 a 10% em peso) do volume total dos resíduos sólidos, que se
distribuem conforme mostra a Figura 1-118,19. A maior parcela destes é constituída
por material orgânico (52%). O restante compreende papel e papelão, vidro,
metais e diversos, como entulho de construções habitacionais (material inorgânico).
A contribuição do plástico, no entanto, embora pequena frente ao volume total de
resíduos descartados, traz consigo um aspecto negativo que é o seu volume
aparente ou o chamado "lixo visual" 18,19. Na fração que corresponde a 6% em peso
de materiais plásticos encontrados em lixões (Figura 1-1), estima-se que 14%
sejam resíduos de PVC (ou seja, o PVC tem uma presença de cerca de 0,8% no
resíduo sólido urbano), sendo a porcentagem das outras resinas distribuída
conforme a Figura 1-2 em seqüência.
Figura 1-1 - Distribuição dos materiais que compõem o resíduo sólido
urbano
Figura 1-2 - Distribuição média dos plásticos encontrados no volume total
de resíduo disposto
Nos Estados Unidos, o material plástico como resíduo sólido urbano constitui cerca
de 7,3% (em peso) do volume total de resíduo disposto. Deste percentual, o
polietileno de baixa densidade compõe 27%; o polietileno de alta densidade, 21%;
o polipropileno, 18%; o poliestireno, 16% e o PVC apenas 7%. A contribuição do
PVC no resíduo sólido urbano é, portanto, menor que 0,5%.
Até o momento, a forma encontrada para lidar com o problema de descarte é a de
transformar o lixo plástico em matéria-prima reciclada, reintegrando-o ao processo
produtivo.
Normalmente, para pequenas quantidades de resíduo gerado, existem soluções
simples e aceitáveis. No Brasil, entretanto, a forma mais utilizada para o descarte
de resíduos ainda é a adoção generalizada da disposição em lixões. Os lixões ou
vazadouros consistem em lançamento dos resíduos ao solo, a céu aberto, uma
forma de disposição final inadequada e que pode causar danos ao meio ambiente e
problemas de saúde pública.
Os recicladores europeus e australianos possuem maior facilidade na aquisição e
processamento desses resíduos, pois a coleta seletiva é um programa instituído e
eficiente, proporcionando uma fonte de fornecimento de sucata confiável, tanto em
qualidade (material selecionado) como em quantidade.
Na Tabela 1-1, é apresentado o destino final dado ao lixo em vários países do
mundo, inclusive no Brasil.
Tabela 1-1 - Destino final de resíduos sólidos em vários países do mundo
País
Incineração
(%)
Aterro
(%)
Compostagem
(%)
Reciclagem
(%)
Suíça
59
12
7
22
Dinamarca
48
29
4
19
Alemanha
34
47
3
16
Suécia
47
34
3
16
Holanda
35
45
5
15
Áustria
11
65
18
6
Estados
Unidos
16
67
2
15
França
40
43
9
8
Noruega
22
67
4
7
Itália
16
74
7
3
Reino Unido
8
90
-
2
Japão
75
20
5
-(1)
Brasil
0,1
99(2)
0,9
-(3)
Fonte: O Estado de São Paulo, 9/12/97.
Observações: (1) Antes de incinerar, os materiais recicláveis são separados; o
percentual não foi informado; (2) 76% em lixões a céu aberto, 13% em aterros
controlados, 10% em aterros sanitários;
(3) Não há dados oficiais sobre reciclagem no Brasil, estima-se que seja em
torno de 6% do total produzido.
A Alemanha foi a pioneira na reciclagem de plásticos na Europa7 e, atualmente,
oferece subsídios para os recicladores operarem. Em 1994, a Alemanha reciclou
125.000 toneladas e exportou 225.0007 toneladas de resíduos de plásticos.
Apesar da exportação de milhares de toneladas de plástico para as indústrias
asiáticas, os estoques de sucata na Alemanha são crescentes. Estes enormes
estoques acabaram por prejudicar os esquemas de comercialização do material
reciclado da França e da Bélgica. Na França3 os resíduos plásticos estão estimados
em três milhões de toneladas. Deste montante, dois milhões são resíduos pósconsumo, como embalagens, e o restante é proveniente de descarte agrícola,
construção civil e outros.
Existe nesse país um pólo de reciclagem de PVC constituído por três usinas,
conhecido como ecopólo do PVC, que o recicla e o transforma em produtos,
principalmente, tubos rígidos9.
Estas considerações demonstram a necessidade da busca por soluções técnicas
inteligentes de reutilização, tanto sob o ponto de vista econômico quanto ecológico,
para o que é disposto, eliminado ou desprezado nas diversas atividades humanas.
Um dos grandes problemas atuais está em encontrar uma solução definitiva para
obter compatibilização e harmonia entre o desenvolvimento econômico e a
qualidade do meio ambiente.
1.2 - Ciclo de Vida do PVC e Suas Vantagens Ambientais
A análise do ciclo de vida, por definição, a partir da série de normas ISO 14000 do
subcomitê SC5, constitui-se num instrumento que permite o desenvolvimento de
critérios e procedimentos objetivos para a avaliação do impacto ambiental de
produtos. Esta avaliação considera o ciclo de vida completo do produto, isto é,
desde a sua concepção (projeto) até o término da vida útil, com a sua disposição
ou recuperação. Envolve, portanto, a contabilização de muitos parâmetros durante
os diferentes estágios de processo de um produto, a sua distribuição e a gestão dos
rejeitos, parâmetros esses que podem mudar ou variar de região para região.
Para a realização da análise do ciclo de vida de um material, leva-se em
consideração critérios de eficiência técnica, econômica e ambiental, com vistas a
determinar as condições de contorno para a sua fabricação. Estas condições,
também conhecidas como limites de um sistema, delimitam o conjunto de
operações industriais ou "sistema industrial" e o "sistema meio ambiente".
Para esta análise, também chamada de "do berço ao túmulo", são avaliadas todas
as etapas de um processo produtivo, partindo-se da matéria-prima utilizada, se
proveniente de recursos naturais ou não; a geração de subprodutos ou resíduos
contaminantes de recursos naturais (água, solo e ar), até a possibilidade de sua
reutilização, reciclagem ou a forma de disposição do produto após o uso4. O
objetivo desta avaliação é determinar o impacto global de um produto ou
serviço sobre o meio ambiente, durante seu ciclo de vida completo.
A ABIVINILA – Associação Brasileira das Indústrias de Cloreto de Polivinila, em
convênio com a Universidade Estadual de Campinas - UNICAMP e a Universidade
Metodista de Piracicaba - UNIMEP, publicou um estudo sobre a análise do ciclo de
vida do PVC. De acordo com esse estudo, o PVC tem um excelente
desempenho ambiental.
A análise realizada evidenciou que a partir da sua polimerização, mesmo
considerando a etapa de produção do cloro por eletrólise (passagem de corrente
elétrica em salmoura), a produção do PVC é uma das mais econômicas em termos
de energia. Além disso, o PVC é o único material plástico, dentre os mais
comuns, que não é 100% originário do petróleo (57%, em peso, vêm da
indústria de cloro-soda e 43% do petróleo).
A incineração do PVC, quando realizada em equipamentos e condições adequados,
da mesma forma que a combustão de outros materiais, não oferece risco à saúde
ou ao meio ambiente.
Quanto ao ácido clorídrico proveniente da incineração, existem sistemas de
recuperação e purificação disponíveis, de forma a possibilitar sua reutilização no
próprio processo de produção do PVC. Quanto à chuva ácida, estudos mostram que
98% de sua formação devem-se aos óxidos de enxofre (SOx) e de nitrogênio (NOx),
resultantes da queima dos combustíveis pelos automóveis, caminhões e
aquecedores domésticos. Portanto, comparativamente a estas outras
substâncias, a participação do PVC na chuva ácida é praticamente nula. Por
fim, a presença do PVC em aterros urbanos não provoca problema algum ao meio
ambiente; o PVC é uma resina inerte.
Na Tabela 1-2 é apresentada a estimativa do tempo de vida útil de alguns
polímeros, de acordo com o seu uso e a participação em produtos.
Tabela 1-2 - Estimativa da vida útil de alguns polímeros segundo sua
finalidade e produtos em que participam
Destino por Aplicação (%)
Embalagens
(1 a 2
anos)*
Utensílios
Domésticos
(3 a 5
anos)*
Recipientes,
Autos e Comp.
Eletro-Eletron.
(6 a 9 anos )*
Tubos, Materiais
Constr. Civil, Fios
e Móveis
(10 ou + anos)*
PVC
12
10
13
65
PEBD
87
5
2
6
PEAD
32
40
25
3
PP
41
17
32
10
PS
52
10
35
3
10
15
47
28
Tipo de
Resina
Termoplásticos
Termofixos
Resina
Fenólica
Resina Uréia
2
22
47
26
Média (%)
39
16
25
20
Nota: (*) Duração média estimada da(s) classe(s) de produto(s)
A maioria dos produtos fabricados em PVC duram em média mais de 50 anos, o
que o torna um material durável ou de longa vida útil, além de ser reciclável,
sendo, por essas características, utilizado principalmente na construção civil.
O PVC é particularmente atraente para a fabricação de tubos e perfis para a
construção civil, não só por suas propriedades mecânicas, como pelo fato de
adquirir, com a presença de aditivos, inúmeras características que o diferenciam de
outros polímeros.
1.3 - O PVC E SUAS APLICAÇÕES
1.3.1 - Histórico
A descoberta do PVC poli(cloreto de vinila), ocorreu em 1872, por um cientista
chamado Baumann31, que observou a formação de um pó branco ao expor um gás,
o cloreto de vinila (VC), à ação dos raios solares durante vários meses em
recipiente fechado. No entanto, foi somente em 1931, na Alemanha, que surgiu o
interesse comercial por esta nova resina e consequentemente teve inicio a sua
produção industrial.
Em termos de comercialização, é uma das 3 resinas de maior volume de produção
entre os inúmeros polímeros e copolímeros vinílicos. A divisão do consumo de PVC
por aplicação, no Brasil, é resumida em: 44,2% para tubos e conexões; 16,2%
para laminados e espalmados; 5,7% em embalagens (filmes e frascos); 4,7% em
fios e cabos; 14% em perfis para construção civil; 7,8% em calçados; 2,6% em
mangueras e 4,8% em outras aplicações específicas.
1.3.2 - Aspectos Gerais
1.3.2.1 - Características e Propriedades
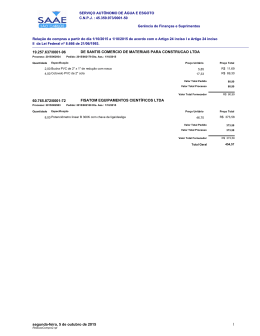
O PVC é um polímero obtido a partir do cloreto de vinila, um monômero formado
pela reação de cloro (57% em peso do polímero) e eteno (43% em peso).
Estes produtos químicos têm sua origem em duas matérias-primas de origem
natural, o sal comum, cloreto de sódio (NaCl), e o petróleo. O cloro é obtido por
eletrólise de uma solução de NaCl, conhecida como salmoura. O processo envolve
uma reação química resultante da passagem de corrente elétrica pela salmoura,
que produz, além do cloro, soda cáustica e hidrogênio. O eteno, por sua vez, é
obtido por processo de pirólise (quebra de ligações químicas pelo calor) da fração
nafta obtida no refino do petróleo, ou de frações líquidas do gás natural.
O eteno, em contato com o cloro, através de reação conhecida como cloração,
origina um novo gás, o dicloroetano (EDC). Este gás, ao sofrer pirólise, produz o
monômero cloreto de vinila (MVC) de estrutura CH2CHCl, e libera ácido clorídrico,
HCl, como subproduto.
O termo monômero, vem do grego e "mono" significa uma parte. O mero é
denominado "unidade química de repetição". Estas "unidades", ao serem
submetidas ao processo químico chamado polimerização, terão suas moléculas
unidas, compondo uma molécula "gigante" denominada polímero (do grego,
"muitas partes"). A macromolécula, ou polímero, formada de monômeros de cloreto
de vinila é chamada de poli(cloreto de vinila) ou PVC e sua estrutura básica
consiste de (CH2CHCl)n, onde "n" é o número de vezes que esta unidade básica se
repete, em geral entre 300 e 1700 vezes.
Figura 1 – Produção do PVC a partir das matérias-primas básicas
A Figura 1 apresenta de forma concisa a reação de produção do PVC a partir das
matérias-primas eteno e ácido clorídrico.
Quando a cadeia molecular produzida consiste apenas em um tipo de monômero
(por exemplo, cloreto de vinila), a resina é classificada como um homopolímero.
Quando ocorre a adição de outros monômeros à cadeia molecular (dois ou mais
diferentes entre si), obtém-se uma resina conhecida como copolímero. Neste caso,
os diferentes monômeros são denominados de comonômeros, cujo copolímero
possui propriedades diferentes das encontradas quando se faz uma mistura dos
homopolímeros mecanicamente. Exemplos típicos de comonômeros para o cloreto
de vinila, são o acetato de vinila e o cloreto de vinilideno.
Os homopolímeros são melhor caracterizados comercialmente pela sua massa
molecular, porque esta variável determina a maioria das propriedades físicas do
polímero como a estabilidade ao calor. Na formulação de compostos rígidos, por
exemplo, seleciona-se geralmente resinas homopolímeras de baixa a média massa
molecular. Isto porque resinas de alta massa molecular requerem temperaturas de
processamento mais elevadas, o que as torna mais vulneráveis à degradação
térmica. Portanto, a massa molecular constituí-se numa das variáveis mais
importantes a ser considerada para a escolha correta de uma resina, sendo
também uma distinção primária entre os diferentes polímeros de PVC
comercialmente produzidos ("grades").
O PVC é um pó branco, em estado sólido à temperatura ambiente; inodoro ou de
odor brando e quimicamente estável, não ocorrendo decomposição ou reação com
outros produtos em condições normais, o que o classifica como não-corrosivo, nãoexplosivo ou não-inflamável.
A sua solubilidade em água é nula, sendo considerado um produto atóxico e
inofensivo quando em contato com a pele; entretanto, quando manuseado, devem
ser utilizados máscaras ou respiradores com filtros mecânicos. A resina de PVC
deve ser armazenada em temperatura moderada, livre da ação direta da luz solar e
de umidade, devendo ser protegida do contato direto com o solo
As principais propriedades do PVC estão resumidas na Tabela 2 abaixo13.
Tabela 2 – Principais propriedades da resina PVC
Massa molecular : 50.000 a 100.000 g/mol
Temperatura de fusão: 273oC
Densidade: 1,39 g/cm3
Temperatura de transição vítrea:
81oC
Índice de refração: 1,53 - 1,56
Cristalinidade: 5 – 15 %
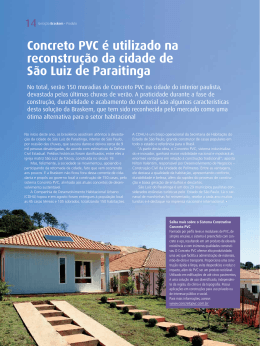
A estrutura básica do poli(cloreto de vinila) é apresentada na Figura 2, onde
observa-se os átomos volumosos de cloro, alternados na cadeia polimérica15. Esta
estrutura gera incompatibilidade com hidrocarbonetos não-polares, ou seja, é
resistente à gasolina e aos óleos minerais, porém o torna solúvel em solventes
fortemente polares, como acetona e hidrocarbonetos clorados.Para a maioria
produtos feitos em PVC (tubos, perfis e outros), não é recomendado o uso em
condições de exposição a temperaturas maiores que 60oC, pois pode ocorrer a
degradação do material. A resistência a altas temperaturas (portanto, a resistência
térmica) está relacionada à quantidade de cloro presente na cadeia polimérica.
Desta forma, é possível ampliar a faixa de utilização de produtos de PVC para
temperaturas entre 80 e 100oC, aumentando-se a quantidade de cloro na resina, o
que além de aumentar a resistência térmica, aumenta também a densidade e o
retardamento à chama.
Figura 2 – Estrutura básica do polímero PVC
1.3.2.2 - Produção do PVC (Polimerização)
Existem quatro técnicas de fabricação do PVC, em que duas se destacam pela sua
porcentagem de utilização: a polimerização em suspensão, com 80% do total de
PVC produzido no mundo, e a polimerização em emulsão, com 10 a 15% do total.
As principais características através das quais estas técnicas se diferenciam são o
diâmetro e a porosidade das partículas produzidas. Na técnica em suspensão são
produzidas partículas porosas de diâmetro entre 50 e 250 micrômetros (média 100
micrômetros) e no processo em emulsão, partículas não porosas entre 0,1 e 50
micrômetros (em média 1 micrômetro) de diâmetro. Essas diferenças são de
importância fundamental para o processamento da resina e suas propriedades.
1.3.3 - Formulação do PVC
Apesar de ser um termoplástico, que pode ser aquecido, moldado, resfriado,
reaquecido e moldado novamente, sem perda significativa de suas propriedades
físicas, o PVC não é produzido de forma a ser diretamente processável como ocorre
com outras resinas21.
A resina de PVC, devido à sua baixa estabilidade térmica e alta viscosidade quando
submetida à fusão, necessita de algumas substâncias que facilitem ou auxiliem seu
processamento. Estas substâncias são conhecidas como aditivos e são aplicadas
geralmente em pequenas quantidades, de forma a alterar as propriedades da
resina, possibilitando seu processamento e/ou melhorando algumas propriedades
físicas, químicas ou elétricas do produto final. A esta incorporação de substâncias
se chama de "formulação" ou "composição", e ao produto desta adição, de
"composto".
As formulações, ou compostos de PVC são realizadas, portanto, de acordo com o
tipo de produto a ser fabricado ou de acordo com a sua finalidade e dependem em
grande parte das condições de processamento e da resina escolhida. Desta forma,
um composto de PVC pode ser formulado para produzir desde peças rígidas até
flexíveis, transparentes ou pigmentadas, de baixa ou alta densidade, dependendo
da especificação desejada.
1.3.4 - Aditivos
Existem diversos aditivos que podem ser utilizados no preparo de um composto,
tais como: estabilizantes, lubrificantes (internos e externos), plastificantes,
auxiliares de processamento, cargas, pigmentos e outras substâncias com
finalidades específicas como os agentes de expansão e os anti-estáticos.
Devido às diversas possibilidades existentes de variação das propriedades do PVC,
através das suas diferentes formulações, não é possível indicar um composto que
seja típico ou característico. Isto porque todos são constituídos de diferentes
substâncias auxiliares, que não só possibilitem um processamento satisfatório como
também visem a atender as especificações físico-químicas do produto final.
1.3.4.1 - Estabilizantes
Apesar do PVC apresentar pequeno grau de cristalinidade, se comparado ao
polipropileno ou ao polietileno de baixa densidade, não se obtém a formação de um
material homogêneo quando submetido a fusão, no seu processamento14. Isto se
deve ao fato de que, geralmente, este material é transformado a temperaturas
entre 170 e 200oC, portanto, menores que as exigidas para a fusão cristalina, que
ocorre entre 160 e 230oC. Desta forma, a presença de unidades não fundidas,
juntamente às outras substâncias incorporadas a cada formulação, confere ao
artefato produzido características de comportamento e mudanças de propriedade,
em função do tempo e a temperatura, não encontradas em outros polímeros. Em
conseqüência desta pseudo-fusão14, a viscosidade no processamento a quente do
PVC é extremamente elevada.
O termo degradação é utilizado quando ocorre a liberação de HCl acompanhado
pelo desenvolvimento de cor, que evolui desde o laranja claro até o preto. A cor
caracteriza uma modificação estrutural da cadeia polimérica e ocorre através da
formação de uma estrutura poliênica (duplas ligações entre carbonos de uma
molécula), como a apresentada na Figura 3. Após ser ultrapassado o limite de
temperatura para a sua transformação, a molécula entra em decomposição
produzindo uma fumaça rica em gás clorídrico (HCl) e monóxido de carbono (CO).
Não só o processo de transformação pode decompor a cadeia polimérica do PVC,
mas também a radiação ultravioleta proveniente dos raios solares, cujo mecanismo
de foto-decomposição é análogo ao da degradação térmica.
Figura 3 – Estrutura poliênica originada pela degradação final do PVC
Para se evitar a degradação e a deterioração do PVC por erosão superficial, na
forma de perda de transparência, fraturas e enrugamento, adicionam-se
substâncias conhecidas como estabilizantes. A função principal do estabilizante é a
de reduzir ou bloquear estruturas de cadeias instáveis e tornar lenta a velocidade
de todos os processos de decomposição iniciados durante o processamento ou uso
do produto.
Desta forma, o estabilizante é um aditivo fundamental a ser incorporado a qualquer
formulação de PVC, seja ela rígida, flexível ou plastisol. Vale observar que, na
prática, quando se utiliza sistemas de estabilização conjugados, como Ca/Zn,
Ba/Cd, Ba/Cd/Zn e complexos orgânicos, ocorre um aumento excepcional na
eficiência dos estabilizantes em uma mesma formulação do que a obtida quando se
utiliza o estabilizante em separado e em maior quantidade.
Sob o ponto de vista de quem faz o composto, a classificação destas substâncias é
indicada da seguinte forma:
• Sais de metais pesados (bário, cádmio, zinco, chumbo, cálcio e estanho)
de ácidos orgânicos, inorgânicos e fenóis - Os estabilizantes26,27 à base de
bário e cádmio (ésteres de ácidos graxos) são eficientes a altas temperaturas de
processamento e em prolongado período de exposição ao calor. São, porém,
considerados tóxicos e não permitidos para compostos destinados a entrar em
contato com alimentos e em brinquedos. Aqueles à base de cálcio e zinco são de
baixa eficácia, sendo mais efetivos apenas durante a etapa inicial de fusão,
minimizando o aparecimento de cor; no entanto, são considerados atóxicos. Os sais
de chumbo, conferem ao produto final uma boa opacidade, resistência térmica e,
também, baixo custo, ocorrendo seu emprego no Brasil principalmente em
tubos/conexões, fios e cabos. Já os sais de estanho são os mais eficazes para se
obter produtos transparentes; seu uso, contudo, devido ao preço elevado, é
limitado;
• Complexos orgânicos - São auxiliares26,27 que visam melhorar a eficiência do
sistema. Normalmente não são utilizados como um estabilizante único, mas em
conjunto a outros estabilizantes, como os sais metálicos. Entre estas substâncias,
as mais utilizadas são: o óleo de soja epoxidado, estearato de octila epoxidado, a fenil-indol e difenil-decil-fosfito;
•
Compostos organo-metálicos - São substâncias26,27 que absorvem
preferencialmente radiações U.V., protegendo as moléculas do PVC. Entre os
produtos mais utilizados estão os benzo-triazóis, hidroxi-benzofenonas, ésteres
arílicos e sais de níquel.
1.3.4.2 - Lubrificantes e Plastificantes
O atrito gerado entre a massa do composto de PVC e o equipamento utilizado para
realizar a sua transformação (por exemplo, uma extrusora), aumenta a
temperatura da massa, provocando aumento da fricção entre as moléculas,
podendo levar à sua degradação17. Para eliminar esses problemas são incorporadas
à formulação substâncias conhecidas como lubrificantes, que atuam como auxiliares
de processo, melhorando o fluxo do composto (seu deslizamento) durante a fusão.
São dois os tipos de lubrificantes: os externos, que diminuem a aderência da massa
às paredes do equipamento de transformação, e os internos, que reduzem o atrito
intermolecular do polímero, diminuindo a temperatura de processamento.
Os lubrificantes externos são os mais utilizados no processamento do PVC e
geralmente aumentam o ponto de fusão da massa, pois esta "patina" na parede da
máquina dificultando a fusão.
A ação como lubrificante externo ou interno está intimamente relacionada à sua
composição química e à sua interação com a estrutura química do polímero de PVC,
ou seja, lubrificantes de cadeia curta e grupos polares favorecem a compatibilidade
com o PVC e, consequentemente, uma lubrificação interna17. Já os de cadeias
longas com poucos ou nenhum grupo polar, favorecem a lubrificação externa, pois
possuem alto grau de incompatibilidade com o PVC, sendo assim exudados, ou
seja, são expelidos do composto, formando uma película entre a massa e as
paredes do equipamento. Além disso, dependendo da formulação requerida para o
PVC, um mesmo lubrificante pode desempenhar papel diferente, como, por
exemplo, um álcool graxo que atua como lubrificante interno no PVC rígido e
externo no PVC flexível. Os lubrificantes mais utilizados são os álcoois graxos, os
ésteres (de atuação variável, de forte caráter interno ou externo), os ácidos graxos,
sabões metálicos, amidas de ácidos graxos e hidrocarbonetos.
Assim como os lubrificantes, os plastificantes17 reduzem as forças de atração entre
as moléculas do PVC (forças de Van der Walls), permitindo que elas deslizem umas
sobre as outras. A diferença entre estas duas substâncias reside nas cadeias de
carbono de um e de outro. Enquanto os lubrificantes possuem no mínimo 12
carbonos, os plastificantes de alta compatibilidade contam com cerca de 8
carbonos.
Os plastificantes26,27 têm por função conferir propriedades elastoméricas ao produto
acabado, ou seja, aumentar a flexibilidade das cadeias poliméricas, não sendo
portanto adicionados em formulações de PVC rígido. Desta forma, alterando-se a
quantidade do plastificante incorporado à formulação, são obtidos produtos finais
de diferentes durezas.
Os plastificantes mais comuns são os ftalatos, como o DOP – di octil ftalato e o
DINP – di iso nonil ftalato, sendo o DOP o mais utilizado por ser de baixo custo. Os
citratos são pouco utilizados e devido ao fato de não possuírem odor ou gosto, há
um maior interesse e possibilidade na sua utilização em aplicações alimentícias e
farmacêuticas. Os fosfatos, devido a seu preço e toxicidade, têm aplicação muito
limitada; são contudo aplicados onde é exigida uma reduzida inflamabilidade do
polímero.
Alguns plastificantes são utilizados de forma específica, como em produtos que
sejam submetidos à baixa temperatura, em câmaras frigoríficas, casos em que são
utilizados os adipatos (ácido butano-carboxílico), azepatos (ácido heptanodicarboxílico) e os sebacatos de octila; para altas temperaturas (baixa volatilidade e
resistência entre 75 e 105oC), como em cabos elétricos, utiliza-se principalmente
ésteres de pentaeritritol e trimetilatos.
Os poliésteres derivados dos ácidos adípico, azeláico, sebácico, ftálico e polióis,
assim como os copolímeros acrilonitrila-butadieno e etileno-acetato de vinila-ácido
carboxílico, são conhecidos como plastificantes permanentes, cuja principal
característica consiste em serem dificilmente extraídos por óleos, graxas ou
solventes apolares. Por esta razão, são comumente utilizados na composição de
folhas auto-adesivas, perfis para a indústria automobilística, tubos flexíveis para o
transporte de solventes e outros.
1.3.4.3 - Outros Aditivos
Cargas
Sua função principal é a de reduzir o preço dos compostos; contudo,
paralelamente, algumas cargas conferem propriedades interessantes ao
composto26,27. São exemplos: o carbonato de cálcio, natural ou precipitado, que
pode oferecer resistência ao impacto em compostos rígidos; o caulim, na fabricação
de cabos elétricos, permitindo aumento de resistividade (isolamento) e melhoria
nas características de resistência à abrasão; as sílicas ultrafinas, de alto custo, que
melhoram a resistividade elétrica e o fluxo durante o processamento do compostos.
Encontram-se também aplicações para materiais diferentes destes citados, tais
como: talco, barita, terra diatomácea e outros.
As cargas devem ser utilizadas com precaução, sem excesso, pois tendem a elevar
o peso específico, reduzir as propriedades físicas do polímero e apresentar efeitos
negativos junto a determinados sistemas de estabilização, em conseqüência das
impurezas nelas contidas. A principal desvantagem no uso de cargas reside na sua
difícil processabilidade e conseqüente ação abrasiva em equipamentos de
transformação.
Modificadores de Impacto
Constituem uma classe de aditivos que aumentam a resistência ao impacto do PVC
rígido, especialmente daqueles destinados à fabricação de filmes ou embalagens
moldadas por sopro26,27. As misturas (blendas) poliméricas são os sistemas mais
utilizados e originam-se da mistura física entre dois ou mais polímeros, sem
qualquer reação química intencional. Este tipo de adição pode conferir excelentes
propriedades para determinadas aplicações, pois um componente pode suprir as
propriedades deficientes do outro. Os mais utilizados incluem-se entre os polímeros
ou copolímeros elastoméricos do tipo: acrilonitrila/butadieno/estireno (ABS);
metacrilato de metila/butadieno/estireno (MBS); etileno/acetato de vinila (EVA);
polietileno clorado (CPE).
Outras Substâncias
Com finalidades específicas, podem ser incorporadas a uma formulação26,27, como
pigmentos para colorir; auxiliares de fluxo, que aumentam a resistência a
temperatura da massa fundida e melhoram a superfície ou o brilho do produto
acabado; agentes anti-estáticos que permitem a rápida dissipação da carga
eletrostática e agentes de expansão que produzem espumas de baixa densidade
para estofamentos e vestuário, entre outros.
1.3.5 - Formulações para Produtos Rígidos, Flexíveis e Plastisóis
1.3.5.1 - PVC Rígido
O composto que possui como característica básica a dureza (resistência à
penetração ou a risco) e a tenacidade (resistência à tração e ao impacto) pode
conter em sua formulação aditivos que forneçam uma ampla gama de
propriedades. Entre elas, a baixa inflamabilidade, grande resistência à ignição e a
característica de auto-extinção de chama. Além disso, possui boa resistência à
corrosão e à oxidação, é bom isolante elétrico e térmico apresentando resistência a
intempéries. Quanto à resistência química, é atacado por solventes aromáticos,
cetonas, ésteres, aldeídos, naftalenos, alguns cloretos e acetatos.
As resinas adequadas à formulação de compostos rígidos são as de massa
molecular intermediária. A formulação típica de um PVC rígido é indicada na Tabela
3, adiante.
Tabela 3 - Formulação típica para PVC rígido3
Componentes
Quantidade (pcr*)
PVC
100
Estabilizantes
0,4 - 3
Modificador de impacto
0 - 15
Auxiliar de processo
0–3
Nota: (*) pcr - partes por cem de resina,
unidade comumente utilizada para formulações de PVC
1.3.5.2 - PVC Flexível
A adição de plastificantes à resina de PVC, torna-a flexível e facilmente moldável,
possibilitando com isso uma nova gama de aplicações. Esta adição implica não só
na escolha do plastificante adequado à aplicação do produto final, como também na
quantidade deste aditivo incorporado à formulação.
Compostos flexíveis que contenham plastificantes na proporção entre 20 e 100
partes por cem de resina (pcr) têm, por um lado, aumentada a sua flexibilidade e,
por outro, diminuída a sua resistência química. A seleção da resina adequada para
este tipo de formulação é feita entre as de massa molecular intermediária e alta. A
formulação típica de um PVC flexível é indicada na Tabela 4.
Tabela 4 - Formulação típica para PVC flexível3
Componentes
Quantidade (pcr*)
PVC
100
Estabilizantes
1,5 – 5,0
Plastificantes
25 - 100
Lubrificantes
0,5 – 1,0
Carga
0 – 30
Nota: (*) pcr - partes por cem de resina,
unidade comumente utilizada para formulações de PVC
1.3.5.3 - PVC - Pastas (Plastisol e Organosol)
As resinas específicas de PVC para pastas, conhecidas como "plastisol" e
"organosol", têm sido constantemente pesquisadas e produzidas com o objetivo de
atingir melhores resultados de processamento e produto. O plastisol pode ser
definido como o produto da dispersão da resina vinilíca em líquido constituído
exclusivamente por plastificantes; já no organosol, parte do líquido é constituída de
solventes orgânicos.
Conforme a aplicação, o PVC em pasta pode ser formulado para se obter produtos
flexíveis (plastisois), com resistência à água, óleos, fungos, ataque químico e
intemperismo. A formulação típica de um PVC flexível é indicada na Tabela 5.
Tabela 5 - Formulação típica para PVC - Plastisol3
Componentes
Quantidade (pcr*)
PVC (para pasta)
100
Estabilizantes
0–4
Plastificantes
30 - 400
Diluente
0 – 20
Pigmento
0 – 20
Carga
0 – 100
Nota: (*) pcr- partes por cem de resina,
unidade comumente utilizada para formulações de PVC
A resina para pasta é obtida pelo processo de polimerização em emulsão ou microsuspensão e é produzida com tamanho de partícula da ordem de 0,1 a 50
micrômetros30. Estas partículas são, geralmente, menos porosas e menores do que
as da resina de PVC obtida pelo processo de polimerização em suspensão.
As resinas em emulsão possuem como característica principal a formação de
compostos líquidos, homogeneamente misturados à temperatura ambiente. Por
serem a única forma líquida de composto vinílico no estado não processado,
possibilitam o desenvolvimento de novos processos e produtos que não são práticos
ou possíveis para as resinas de suspensão. Resumidamente, na Tabela 6, são
apresentadas as propriedades típicas do PVC por formulação.
A conformação dos compostos rígidos ou flexíveis é obtida através de processos de
extrusão, injeção, sopro, calandragem, termoformagem e revestimentos
eletrostáticos por pó, além de revestimentos e fundição por soluções. Tais
compostos são empregados, sob a forma de dispersões aquosas (látex), em
revestimentos profundos, como por exemplo em artefatos com reentrâncias ou
rugosidades.
Os processos convencionais de transformação do PVC em pasta não utilizam o
elevado trabalho mecânico que envolve a transformação dos compostos rígidos ou
flexíveis. A sua conformação se dá por aquecimento contínuo até a fusão do
composto em pasta, quando ocorre a penetração das moléculas do plastificante ou
do líquido de dispersão entre as cadeias do polímero, formando uma solução sólida.
Com o resfriamento, esta solução atinge elevada resistência mecânica e química.
Os principais processos de conformação de PVC em pasta são a moldagem
rotacional, a espalmagem e a imersão.
Tabela 6 - Propriedades típicas do PVC por formulação22
Testes
DIN ou
UL
Rígido
Flexível
Plastisol
Peso específico (g/cm3 )
D(53479)
1,30-1,58
1,20-1,70
1,20-1,70
Absorção de água (%)
(24h, 3mm de espessura)
D(53473)
0,04-0,40
0,16-0,75
0,10-0,80
Resistência à tração
(102 Kgf / cm2 )
D(53455)
4,20-5,00
11,0-25,0
1,50-5,0
Alongamento na ruptura (%)
D(53455)
40-80
200-450
200-500
Dureza Shore
D785
(ASTM)
69-85 D
50-100 A
50-75 A
Propriedades
FÍSICAS
MECÂNICAS
Nota: As propriedades dos plastisois são muito variáveis,
dependendo da formulação empregada.
Os produtos em PVC celular (microporosos) - as espumas - são produzidos com a
introdução de um agente expansor na formulação do plastisol, que sob
determinadas condições se decompõe liberando gases que formarão as células.
Dependendo do teor de plastificante e da resina utilizada, as espumas podem ser
formadas por células abertas ou fechadas e serem do tipo rígido ou elastômero (de
comportamento semelhante à borracha).
1.3.6 - Características de Desempenho do PVC
Para a utilização do PVC em projeto de produtos, normalmente, são consideradas
algumas de suas principais características: excelente resistência a produtos
químicos; facilidade em ser soldado ou colado, conformado, dobrado, curvado,
cortado e usinado; ótimo isolamento elétrico21,28; temperatura de trabalho entre
10oC e 60oC; baixo custo em relação a outros polímeros; não suscetibilidade ao
ataque de fungos ou microrganismos; não inflamabilidade e chama autoextinguível; boa estabilidade dimensional, o que possibilita um bom desempenho
em aplicações como tanques, reservatórios e pias23.
São a seguir descritas as principais aplicações de cada classe de produtos do PVC.
1.3.7 Aplicações do PVC Rígido
1.3.7.1 - Extrusão
Os produtos de PVC rígido podem ser produzidos por extrusão na fabricação de
produtos como tubos para água e esgoto, eletrodutos, divisórias residenciais,
esquadrias de janelas, corrugados, "telhas" e outras aplicações dentro da
construção civil, devido à sua resistência a intempéries. Os extrusados celulares
rígidos estão substituindo madeiras em componentes moldados e de ornamentação,
por serem resistentes, leves e de fácil instalação.
Os perfis obtidos por extrusão podem ser produzidos em extrusoras helicoidais
simples ou duplas, podendo ser em processos paralelos de extrusão, que
incorporam tanto os PVC rígidos como os flexíveis no mesmo produto.
1.3.7.2 - Injeção
Os compostos rígidos também podem ser conformados por injeção, produzindo
conexões, carcaças para utensílios domésticos e ferramentas elétricas portáteis,
conectores elétricos, caixas para eletrodutos, caixas especiais.
1.3.7.3 - Sopro/Termoformagem
Pela técnica de sopro podem ser produzidas peças como garrafas, que têm como
vantagem a impressão de texto ou desenhos diretamente sobre sua superfície sem
a necessidade de tratamento posterior para a sua fixação. Entre as aplicações
típicas, incluem-se embalagens para cosméticos, produtos de limpeza, recipientes
para produtos químicos inorgânicos ou orgânicos (querosene), bebidas, água
mineral, alimentos e outros produtos. Ou através do processo de termoformagem
produzindo bandejas e embalagens.
1.3.8 - Aplicações do PVC Flexível
Em função de suas propriedades isolantes, baixa inflamabilidade, auto-extinção à
chama, custo reduzido e flexibilidade em larga faixa de temperatura de trabalho, os
compostos flexíveis são utilizados para isolamento de fios e cabos. Os filmes e
laminados flexíveis são empregados em estofamentos, coberturas de parede,
cortinas e semelhantes. Peças flexíveis moldadas incluem componentes de
operação em dutos, tampas de caixas de saída em eletricidade, punhos e botas de
proteção.
Outras aplicações destes compostos incluem vedações para refrigeradores e
aplicações na área médica, como bolsas de sangue e catéteres. No entanto, o maior
volume de produção do PVC flexível está no revestimento de fios e cabos elétricos,
fabricação de laminados e na produção de calçados.
1.3.9 - Aplicações do Plastisol
O plastisol é aplicável na produção de pisos vinílicos, vedantes para tampas
metálicas, massas para produtos automobilísticos, produtos para uso médico
cirúrgico, correias transportadoras, espumas para juntas selantes, palmilhas,
revestimentos protetores, entre outros. O uso de plastisol tem se mostrado
eficiente também na substituição de outros materiais.
Laminados de PVC em tecidos de algodão, juta, nylon e outras fibras sintéticas
podem ser obtidos por espalmagem (espalhamento), imersão, extrusão ou
calandragem (Obs.: Nestes dois últimos não se utiliza resinas de PVC para pastas e
sim resinas de PVC suspensão). O "couro sintético" à base de PVC é amplamente
utilizado para estofamento e decoração de móveis, especialmente em veículos
terrestres, aéreos e marítimos, como também na fabricação de calçados, malas,
pastas e capas impermeáveis especiais.
Por técnicas de imersão, podem ser preparadas luvas industriais, fios e redes
impermeáveis e resistentes a produtos químicos. Por ser macio, flexível e
relativamente compacto, o plastisol também é muito utilizado na fabricação de
brinquedos produzidos por rotomoldagem como, por exemplo, bolas e bonecas.
1.3.10 - Copolímeros de PVC
Os copolímeros, por sua vez, tem grande emprego na fabricação de tintas, filmes e
filamentos. As fibras são utilizadas em carpetes, estofamentos e filtros industriais.
Os filmes podem ser laminados, sob a forma de "sanduíche" com outros polímeros
para finalidades, como a de embalagem, por exemplo.
1.3.11 - Aplicações Diversas
Podem ser citadas outras aplicações interessantes de compostos de PVC, como em
hélices de ventiladores, capelas de aspiração de gases, enchimento de torres de
refrigeração, chaminés para gases corrosivos, gasômetros, calhas, aparelhos de
revelação de filmes, funis, revestimentos de tanques metálicos ou de alvenaria,
visores, cepos para corte de material de baixa dureza, entre outras, demonstrando
aí, toda a sua versatilidade.
Download