/.
Cf
023
O
V
¿701
V
ggSR PARA. P0UT0BAMBSTO EEL K^ALIffiGIA
.V.
autor:
Engenheiro Carlos Dias Brosch
Professor Orientador;
Snareisio Damy de Sousa Santos - Catcdrutico <k>.
Cadeira de Metalurgia 'dos Ma© Fefvosos-
S&tttlo da fesas
' ' ' O E g M O l p ^ g l ^ p T I J g J J ^ T O T i M g S PARA USO ¿BL
FQE
Staaãrio de Plano © DesonrolvlmentO'
IU Justificativa da tese*
2» Setsd© atual dos conhecimentos sobre © assunto» .
3^ ''Fuad&ment©;? fluido-dinaíniaos da opo^acao de sii±CK'3í;a.gi±©...
4»- Matéria© primas utilizadas» •
•
•
% ^&p&reXhanjônto utilisado.
$•
Planejamento
das
;
experiências
*
•
Descrição das experiências*
3 CK^ckr!'.;^;.;]:!"!^ observadas 0 resultados exp^imojst.ris ofoti
U
.
.dos»
•
•
. 9t. Biseu*3S»c e análise crítica dos resultados obtido-?-• 10»^ Conclusões 0 •recomendações*
mmQAo msmsm ATOo-Fuiawi
USO
PARA
m
AMO
- FORNO
TBSB BI DOOTORAMSSWO W-MBSALURGIA
AFHSiSBSíTÀM 1 E.P„u\8.P»
PQRs
.Carlos Dias Brosch - .engenheiro d© Minas .© Metalurgista
Orientador;
'f&arcisio, Dsmj de Souza Santos - Professor Catedrático
da Escola Politécnica da universidade de Sa© Paulo»-
1, JUSTIFICAIIVA • BA TJSSE
1« ! - Â grande Siderurgia a coque já tem como.uso consagrado
o emprego de sinter aut©-fundente.
Brasil inicia~se agora- com foi
ta Redonda a presente prática'} ainda eia caráter de experiência indus*trial e.nao utilizando a escoria de L*13» cujos fornos ainda ©©• acham
©m plano de instalação. ' A Belgc-42ineira qu© já posaue f o m o s L..33» em
pleno funcionamento, há vários-anosj © uma Siderúrgica a Carvão do Ma
doira, utilisando sinter^auto-fundente com oaraeterxstioas peculiares
e não extrapoláveis para a -Siderurgia à- coque»
(V« Anexo 1 itero 15)»
7
Havia, p o i s , falta da experiência com a matéria prima nacional.aplica
da a esta etapa da produção siderúrgica.
'
- 0 preenchimento desta lacuna redunda no fornecimento
de dados experimentais valiosos, que* tosados com a devida cautela^
ao se transpor da experiência -em escala piloto
(forno de Laboratório)
•nara a crática de Usina- ©ertsite prcvei*'**a produtividade bem como
a
«te *>, —
Qualidade do sinter que será obtido a partir das materias primas nacionais»
A utilização dos "finos d© mineração" como minério .d© fer-
ro, mencionados -ao estudo, que diferem dos finos de britamento da. he.
{
matitaT.urop ' atualmente comercializada na exportação, ê outra, peou
s
liaridade cus dá mérito.a présente tese, uma vez -qu® ê sobejamente
conhecido o problema econômico da ocorrência-. iLequSoatidades subetanexais de finos nas jasid&s sidéricas do quadrilátero 'ferrífero de- M .
nas G e r a i s .
1*2 - Alguns autores'reservam a expressão '''auto-fundente"
ao sinter ©uja composição â balanceada para a escorifioaçao unica¬
mente da ganga contida no minério do sinter*
Quando o calcáreo ou
cal adicionado na carga, de einterizaçao está aquém ou além da função
aut0-3soorificante específica, denomina-se "Sinter^Calcáreo" (V.anexo 1., item 2 4 } *
2„ ¿SgAPQ mS&L
PO '.-CQKHBCIMECro SOBRB 0 ASSUSTO ' •
• Peia'literatura técnica consultada, conforme bibliografia em
apendicej, ' verificasse que. o-uso—do sinter auto-fundente .©xtendo-se
f
gradativamente, ocupando o. lugar d© sinter 'comum.
las Usinas em que se u s a
f
no refino do aço, os fornos Iu3).,
a escória destes tem sido intensivamente usado ocupando em parte ©•
lugar do calcáreo» como fundente de adição no sinter.
tea 28}«
(7.Anexo 1* i-
Lsvando-s© ©m conta que o raiinério hematxtico 'brasileiro
tem aiais baixo teor de fósforo qu© © usado naquelas Usinas., •concluose qu© se pode adotar com segurança ev prática d© reelrculaçã© da e s -
c'-»»»»-.»>,
1
-M, tomo do Sjbnterisação* •
0 uso de a l t a s depressões no fluxo- de ar«. visando o 'aumento
d© produção da unidade industrial em decorrência da diminuição
do
tempo d® operação e.possibilidade 'de aorescirao da espessura da ©amada de material a sint©ri«ar, mostra maior tendência, d© aplicação nos
-fornos d© operação descontinua-* tipo Greeaawalt—ISAC©»
Mficuldades
construtivas reaítringem- ca aplicação do-exaustores as a l t a
(acima de 1 rastro "d© coluna d'água) para os f&rnos.
sucção
?cJ$£muMi
tipo
Bwight-Lloyd © Itu-rgi).* 0 autor sugere o u3D...'de sobrepressao para [CA
;
'TL-qjeELeaf. o eu do ouegaoV.madliAiJtUj ÜWÜ. cúpula adaptada na y^í lb
1
«rjjEK da© goteiras ooiatffiim r]p «1 ntorioagãu.J&...A udoçtU) te tobirepr©,©-»
sao do ar de aucçao noa, •fornos deaooatiiáuóflllpX cornos meio de se obter
A
aumento de produ b/<y»^-a»tefawr, s@a= i> eumwu ta -'du J rtOUJ gajoub^Uuiaijaaiyv
do d® a th formaLa
1
velocidade de percolação do ar no interior do sistes
3. SUHDAHfiffiPOS FIOTPOS-P33JMECGS PA QPERACXO Piá
BimmiZAQtO
3*1 - Imaginemos- .em filete aero-dlnâraieojTde ©ompriment© $« e
'diâmetro médio d. , (fêr íig»
1
1 na pg* 3)«
• A.superfície de atrito das paredes ~s©râs •
S
-
L,
Chamemos d©
*
TTclm
p => p «* p~
1
B
e
(Sr
« a tensão de
cisalhamento na camada 1imiteJT listai d e p o n d e , naturalmente. da visco¬
sidade dinâmica d o , fluidog segando a expressão da lei de Mewtom.
Meu
1»^
'
ay
!§t ©oa.tr ibui-ção técnica apresentada pelo.autor no KV1X Congresso
Sabemos* pela equação dos momentos \qu@, a troca da
quantidade d© movimento oor unidade de tecrao, d® u'a massa m do ar,
que partindo da. superfície parietal atinge o núcleo' do filete de •
velocidade u
qu© a velocidade na parede & nula? serás
outro lado» a troca térmica dessa massa de ar será*
faJA***?*"^
Dividind (2).-002? ¡(1), membro a raembro achamos %
Dividindo
s
M
(3
A somatória dos filetes de ar que atravessa uma camada
granular permeável, sofrendo'uma resistência S no processo dinâmico
do fluido viscoso, dará, em resultado uma troca <3g calor %
igual as'
Sendo
«2
®
admitindo-ae O p ,
t
t e u
constantes no campo integral considera
do •(•©amada, rorizontal-.-do-sinter de altura H)« N ! O ( * - £ <
•^
v>
Q
Sendo? 1 «
As,,
p x A
s
"V*
onde A é a área d© sega© ret&'
vaasyate, tranvepsal, ao fluxo aéro^ináMéoPdoéóeádente« ®>- s tnsaao
6
f
u xA5
pró»»*©
dbtesios, multiplicando' o numerador- e denominador na aaa-
(4)
Por
3*2
v
~
_
/
•£
At
I
^
•
fè-sej Dois»' qme a troca térmica ao processo de síste
râzagãoji será proporcional â vagão V* à depressão
9
saaieate proporcional à velocidade do ar
Somo . Ap
ff
A
0 p
-® inver--
em potência quadrada.
ü uma constante operacional, dependente da
potência do equipamento de nuoçao e regulada pela altura da carga ou
camada da mistura* resulta que o regime mais eficiente de troes térmica será o d© um fluxo gasortcccm alta vagão © a velocidade reduzida..
A- vasao gasosa (?) para uma. depressão ò-
ê propor»-
eional à permeabilidade {.?) di> carga^ ouo devo» pois» -ser a maior pea
sível.
p
-
Yüü-
Eis porque se »\eve procurar condicionar u umidade
da
carga, de forma a se obter a caior permeabilidade possível*
A velocidade u & inversamente proporcional à seção per
meávcl. S que aumenta com o vol.ume específico da mistura úr/dda*
s
Io caso de mãxims porosidade seccional
permeável) ter-se-á, além da condição da maior v a a ã o
cidade, para uma dada depressão Jluido-dinâmica»
9
(maior seção
a'd© menor velo
(A diminuição de ye
looidado resulta, como & Óbvio, «la equação do continuidade dos fluidos
Aj,
í
r
AÂ^^x
.i=>2
j quanta maior seção vasante, menor a veloci
dado}» '
33
Sondo a potência f « £vt> v V
> o rendiinGnto térmi—
eo de operação ea relação a potência consumida* serás — ™. 6n ™l
i %)
aue para, ~am dado tear de eombustíy
»
i
~
ce- S8-i poder- eal-oríf ieo © da ©ua oçnv • <tk t, l » < c >
s
(
fluência térmica favorável' que ter.
pela ação do oxigênio a© processo de queima e
'
.influência sto sentido inverso de seu o r e s c i m o ^ o
~ * v
<-
<•
' u-
' au
da,
Uma ve» qu» a ssyeriênoia mostra ser. a massa de ar pro
, > ' * '
«•
i"'
1
» >
•»
*
r
v. 2 a 4 vezes-
* <
1
Cif «etao do ••.>*"•
t-
unidade tempo*
»
"
1
r
>
*
x
«
Assim sendo, para uma prés-...
-* - ip,» . j , » t-fo^õo^râ 'ser rsdusido <X ( w f r cora a m e s
A
A
si?- co?í.iBtidaáG â© transmissão calorífica .por efeito'd© m-j"m*§ê,o
gaso-
sa, «offío decorre da equação (3)»
?(i irsvmt * os i>""»fn. j
J
1
fT *' *
1
»
•
•» < •>
v
operação de sisterisaoSôs
Aumento de pressão ambientes
í «» ,
íKíío
f
m
"sistema
• i
u
>,3o do combustível usado, com©
cie ;;í:;vct*etar o gradiente térmicos es lugar do recurso d© se aumon
%r o teor d© eosífeustivel da mistura e -a vasao do ar*
0 modelo fluido^disân» -n -<
* ,
t
- h i ? uma somatarás <•© .
»*' <o>"
4
s'
1
" i-mintió
~>
~ •*
' .parte ttoperioi
A
A
« p.
p
"Cio U
•
. enffs« de "0 >su/r „
-
1
- iot> o o r< '" í 'o
i <n «
1
* c
1
s
f -y;
;
i<
pi - i
1
1
• ~ .>
'
f ,m i
*
Tj -un <-• tf
¿ nw 'm
;
-f'!,
'sjsl d© ve»oo* Vrf
-s
.n
<< ,.
í ( - » í eormioa - <?- M i m
,<
« » JJ,
'
a\rv;
• , 3 mm dí-
. «
i
•
ir
jr -*•<-, t> >->
f
j
->
i
4 «sxtrema irregularidade das paredes dos fxl
** «
\< \,.Hit © atafie"
. f « r .
, « * .df as trocas "onui*
íííx*ís-
.
»
i t
>-,K > • * • -
i.iiioa«@o -sempre a
*? «
r "'owe
# o ooeficloitte <
• 7 * ~ tempo
»p
temperatura
- <
1
<„x>,
^ * peso ©ôp»o££ioc
slô!Éoato ^iral©depi.pádi*to
configurado
/*
s calor específico
caso; particular de tra&smissâo lo cal*a? através õ.&
."ja?. põ3?od$
'.n^t^^L^.
tem-ns© para um fluxo eÀerrontai* ce- tvaj.os? d%;(?«
•y J.Cl
ai
J/7Vt
3KteJço d® -salor, s t r e s s :te ceià&<da esférica de raio i ? t s m ? /')
• raio ©se ter no h-1'd'i
< (nSíAJ
A ©rpaçao (8) traduz <p© o £2erk> t e r a t o ^ti-a^êF- ds '©sa
áxdSflt «iâ- s?. ç.rípe:cficie d© u n -corpa-* é propor ciosa!' à cosáx>>Myidsids- K
f
íEaAK?:..r de destento d© euperfície JJL <? .&o gradiente v? te&p$?atur&
.-j?., ü?; ^ s a o r m a l ao plano diferencial
.
àdtsitiado o m&mm fluèo d© calore ©m iôd& s. superfície'
% i^ffes, :pod<3-s3 integrar a espreasao
/"J
d'-j7Tfi\*~ %k
A
( 8 ) , dando:
e a c a o diferencial .-pe,
resolvei
10
4
Para u m a parede pelicular d® espessura ©, -aja© constitui
© caso qu© interessa â sinterisagaojí d© peguona espessura em relagao
ao rei© médio t da esfera? temases
ria com o quadrado do raio de curvatura.
A eficiência do processo térmico na sinterisacao diml»'
aui rapidamente com a dimensão das particular} as partículas cKiaia-asK•feas j^mnionam coaio um material isolante
?
difioultanào a •feraasmirásao
S© considerarmos agora o mesmo modelo d© um corpo asferie© instantaneamente- codead.© por tima atmosfera de temperatura
riâ*ir@l pode-s© acompanha? a evolução do processo de troca, térmica,
3
ové se p&osa no interior da mistura grasmi&x- a ser ©interinada*
'
Suponhais© cu© a© observe © ou© aeò&teee com um grânu&o
Üíô hem&tita? o» melhor? um "pellet" de aglomerado© contendo parí:?0««»
las sombiastivelis e m a l e a d a s por um granillo de hematita © situado .era
,}
posição media isa «amada-do sinterigacão*. (sí) Bst© p©ll©t
i!
sofrerá
£id©ial$ônte usa aquecimento gradual pelos gases de .combustão dasi ©a¬
mada© superiores © irá se aquecendo até atingir a 'temperatura d© i&«
( s ) Sao se deve confundir a "pelotiaagao m i d a " da mistura a ser ai&«
t©risada cpm o processo d© "pelctisaçao" ao qual as pelotas
queimadas som se aglomerarem uma© às outras c
são
flamaoao do combastivel pulverulento proseare na sup&rfíoi© d© mesmo.'
Esté ponto de inflamação* medido pela temperatura na superficie
da
"peliet" é mais alto' quando se usa um combustível mineral (coque) ©m
vez de um combustível vegetal
algumas centenas de graus*
(carvão de madeira)? © a diferença ©. de
0 "pellet" ou partícula esférica que
se
aquecerá lentamente pela transmissão térmica do calor dos gases circuidantes, sofre repentinamente um aquecimento "brusco proveniente da
nova fonte de calor gerado na sua própria superficie^ pela reação exo
térmica produzida na queima do combustível»
Bata apreciação
esclarece o porque da concentração
térmica local no processo de. sinterização e a diferença de gradiente
e de nivel calorífico que se nota entre as operaçõesd usando-se como
combustível ou o vegetal ou o mineral*
Se acompanharmos com um gráfico a evolução do processo
d© atpecimffitOj} partindo da superfície para © interior ou oe&tr© â©
"pellet" eu partícula esférica^ teremos penetrad© no amago conceituai
e físico do processo da sinterização
De fato
9
(¥« figura 3)»
não © essencial ao processo de siuterisagao
ou© o centro da partícula adquira a temperatura reinante na sua a u ~
perfície basta que a superfície da partícula atinja o ponto de fu«>
5
sao ou de reação oxi-redutora e que haja um intervalo de tempo sufi¬
ciente para, que a reação d© sinterismoao iatérgranular tenha Itagar*
Diferem neste ponto», basicamente
s
o processo de sinferisagao da pelo=*
tisacão* na qual interessa que a reação prossiga até o núcleo da pelo
ta»
Ainda m a i s
5
quanto menos se aquecer o nüfeleo granular,
mais econômica será a operação &ob o ponto ,de vista energético.
â lapides com ojas a temperatura se ©qw&lisa üo seiogartioula, depsn.de d© uma característica peculiar a cada material cp*-;
ê o "coefieieBt© de* difusividad© -térmica" medido ©ia ©©atime-trna ojaaár&
dos por segundo.
-
•- ,
1
H& ©stâgi© atual d© desenvolvimento industrial, tea*^-"
•alcançado cosa© performance d© produtividade», o ciclo operatório- de l"
miautos para uma camada de 30 cm de espessura^ o çpe oorxespoad© e
looidad© ds propagarão da reação térmica^ ao interior d© material,, do
3 -3» por minuto ou ©¿©5 cm/áes»
A difusão do s&lor no interior d© uma esfera, d©
raio
ã mergulhada num flua© de gases de temperatura f o , £ar~s9«-á ooafora©
gréftoo da Segara a» 3 âe acordo com .a e^uagas exponenciais
A aplicação ao caso concreto dos materiais; do aiater
A
?.ova-ai08 aos valores dimensionais das partículas' compatíveis som .-o
l?roetesso.
5
Consideremos o caso de u m a "pelota* d© raio B, m iastoa*
te da igaigao do combustível 'que s© aclis impregnado -na sua superfície««
A velocidade d© propagação -da reação d© .'Agaiçao do co|i
"síJítív©! eo&do auito grande, relacionada ao© valores dime|>BiOKsis
da
0tjpê<rvíci© considerada., 'tuas se passa-como m ú **luní©r©-á© "Biot"
I P"
. 'A, *
? fosse infisitOj caso ma o»e a euosrfíeie da esfera as
K
. "
'
«um© is^ssatsa^Bsaeat© a temperatura do a&fei@zite.
A
•
•
eamonte a temperatura da superfície para vm valet
na expressão?
| implícito
(Vide Fig'. 3 ) *
(do)
Àdmita-s© que a velocidade de sínteriz&gão se relacione com o tempo de aquecimento do núcleo da® paxtículasf tem-se
uma partícula esférica de raio
f{
t
para
um tempo de aquecimento dado
peia grande jsa escalar da velocidade * KX—~
r
) 00 t" Xt <
i u e J
substi-
tuindo na expressão (10) dá?
•
u n
Adotando-s© o valor da difueidade para o grânulo d© sin
terj. o mesmo da moinha de oarvãoj a « 0 0015 ettT/s (V, Bibliografia$
fl
item 3 1 Pg. 270)5.
M.
« ©j05 cm/s, tem-se?
¿7, 5^ /U.
? ou seja», um grâ-
nulo cora 2*4 mm de diâmetro*
Ccnsidere-se agora o oaso da partícula, sem combustível*
òxi se.jaj, um grânulo d© hematita».
gases de combustão descendentes»
Ela será aquecida ta© somente pelos
(s)
Xmpoiíha-sé a condição do núcleo do grânulo? alcançar a ,
.metade do valer d© temperatura ambiente, ter-eo-a na eojaaeão
h
(s) Operaolo d® sinteriaáçao feita por sucção descendente», "dotm draft"
ou© ê a mais usual»
- 15
Admitindo>>ss ao fluxo dos g&ises, & relação entre o ooj
flciente de transmissão térmica li © a condutibilidade térmica da
herrã
tita, K, igual -a 1/6 ter-sa-é*
;
dt.,
ÍL - 0 , 2 3 1 ,
A /
tf =
Sendo a. velocidade da onda térmica
L
~
- ¿ . 3
H
0 6 -
Í.ZU-
>
,
A
s
Adotou-s© como coeficiente da difusividad© térisioa d*
feematlta, o valors a .« 0 Ô X 5 errT/seg.
3
^ ._
' O níiclso de um fragmento esférico d© aomatita adquiri
rá a, iss*ad© da tempez-atura ambiente dos gases de combustão para
wa&
veiooüsd-? dè propagarão da onda térmica a&o inferior a 2,3 csa/min
ou 3©4Ê, r.m tempo operatório de 30/1? 3 •« ÉS minutossana camada de 30
Sm 4© 3*J«t©37-
9 gráfico d© evoluoao- da teàperattwa no ©©atro da w^c
•tfiaula esférioa aípséida externamente? e x u l t o elucidativo, pois
gíli^a ôE ceadiçoes ideais © as tendências"
certram nortear o j)ro?sé,
&o d© '•siaterisao&o" © ojae diferem essencialmente do processo d© pjp
lot'iss:-í?aõ\
JPo R e c e s s o d© sinterizaçao* c ojs© ae deseja é a £ n ~
5
sao do matoriaS. ou \*n:rr© ©feito 'adesivo Ha. superfície do grâaulo*
3aô importa, ou, ainda será, at© desejável,* do poato de vista
da
economia ©aergêtiea que se possa alcançar este resultadoj mantendo
o núcleo da partícula sem aquecimento»
hR
w
Tateressa. pois, o " M m e r o de B i o t ,
^ ^ i o ©•
*^[á^-3ro 4© Fourier"
^_
1
fi
2
., nd&^zsa^.
-!»-—
, sa^-
16
'Segue-se ojeé oiaanto ao tipo a© miaêrio, interessa © ametenha os valores das propri©dad©8 d© "dáfusividad©* ©ccaditiibilidà—
d© • térmicas" mínimas*
Quanto ao tamanho das partículas, que seja®
as maiores* compatíveis com o processo (B« máximo) .
Em contraposição» as partículas que devem sofrer fusa©
© aderência na superfície das partículas maiores ; ; deverão ter, d© prs
f©rênoia? altos valores d© dífusividade © condutividade térmica © p©-quenas dimensões (H* mínimo) .
justas ultimas condições são mais favoravelmente ©otiias
com a casca d© laminação e a magnetita* que com a hematita»
Bssas
duas substancias prestam-se pois? muito bem 5, como finos de adição? pa
s
ra melhora» © sf©ito de siaterísaçs© superficial§ coincide com
as
condigÕea favoráveis ao processo de "pelótísacão^ onde se quer ©o*©?
w
n
mais rápida transmissão térmica a© auoleo d a p e l o t a *
Sias consider-
a ç õ e s feitas ignorou~s© © ©feito d© ©xid&oao da magnetita? que pro»*
du» uma nova fonte d© calor local;, constituindo uma vantagem adicional*
4« MâffiSEIAS PRIMAS UTILIZADAS HÜ ENSAIO
4 « ! - M n e r i o d© Ferro
A
mina
de Cauê da Companhia Tale do Rio Doce foi s a ~
colhida como fonte do minério de ferro* por s© tratar da maior minora
cão do paí|j d© onde sairá a maior contribuição para as novas Usinas
em instalação*
ião somente a Usiminas consumirá o,minério desta o r i -
gem mercê de sua proximidade geográfica* mas também as várias S i d e ~
rúrgicaB em "montagem © em projeto* situadas à beira mar,, pois o ©s^oa
1?
mento do minério pelo Val© do Ri© Soo© atê o Porto d© Vitoria,fas dês
te ponto litorâneo © mediano d© nossa linha costeira* um verdadeiro'
entreposto natural d© distribuição para os vário© pontos de Sorte
a
Sul do paiSi
a
Ê grandemente p r o v á v e l senão .certo* afirmar-se que
futura Siderurgia do nordeste* da Bahia* da Guanabara* d© São Paulo
(Coslpa)? de Santa Catarina e do Rio Grand© do S u l
g
terão o seu qui*»
nhã© maior ou menor do minério d® Minas Gerais* alimentando seus A l tos Fornos»
constitui
y
0 espectro do esgotamento dosta fonte a prazo curto
a nosso vêr# menos um fato objetivo do que uma advertên^
cia para que seja melhorado © rendimento da exploração s se aproveite
o minério de menor teor (low grande ore) .
d© alto teor para exportação ( $ 8 $
Ter»s©-ia pois* o minério
5
6*9$) © © minério d© baixo teor
(baixo para as eondioc©® privilegiadas d© nosso pais) qual seja de ¡50$
a 5 © % p a r a a indústria nacional* cuja distância transportada por cabo
tagem ©'consideravelmente menor que a outraí
R©sta ainda o minério
itafeirítíoo d© teor ©m ferro d© 5 0 $ ou monos* concentrável e aprovei»*tãvel mediante novos processo d© aglomeração* P©lotísacão © outros©
Fica* Q&tã ©sta divagação* a cujos números não se quer emprestar asnao
um valor d© ordem d© grandess*
.demonstrada a ras&© da escolha do ma*»
t e r i a ! sídêrioo desta procedência»
A Companhia Vale do Eio Boo© p ó s *
suis. estocadoj três tipos d© finos* cujo montante orçava ©m cerca d©
f
cinco e meio milhoos d© toneladas (oo&statêidô ©m marg© d© 1 9 5 9 ) * a sa«»
ber?
«• "três jtsilhoss d© toneladas d© minério* estocado junto
1
& aoaa d® mineração^ designado localmente de «jacutinga ** sendo © d©
maior teor em fraca© graaulomstr&ea fina e d© teor d© ferro ligeira*
mente inferior* como" ©ra de se esperar^ tratando-se d© finos d® ml*»
neraoã© qp.® contém parte da rocha eaoaiatante»itabirito5
28 -
M
*» meio milhão do toneladas de minério denominado Ju&«~
o a o " por se aohar localizado no local junto ao entroncamento ferrovia
rio conhecido por âste nome* © qu© provêm do primeiro* localisado
em
cota superiorg trazido pelas aguas das chuvas* que promoviam tratamea
to natural hiâro«m©canlco* com eliminação de parte da fraca© granulo»
métrica mais fina ©, lixiviação* impropriamente falando* d© parte
da
aluraina presente sob a forma d© lama (shlamm)j
•» dois milho©© d© toneladas d® finos resultantes do bri
tamento © peneirameato mecânico da "hematita lump", nas instalações
industriais junto ã estação denominada "Campestre** donde a denominação
dada a este deposito d© minério finomais p u r o
9
Este ê o minério quimicamente
.contendo teor metálico semelhante ao material de origem*
apresenta a fraca© granulomêtrioa mais fina* inferior a 200 malhas§
©ai teor subordinado* comparado aos dois outros tipos d© finos já m©n«*
cion&dos* observação esta importante d© ponto d© vista tecnológico*
cora© s©râ visto posteriorraent
o*^.
Gomo se pretendeu estudar a possibilidade do uso ia««
tegral dos finos de Cauê* obteve-se* mediante secagem prévia © m i s tura, , tipo único do minério fino* homogeneizado* produto da contri^
buiçã© dos três tipos de "finos
rateados na proporção das quanti*»
dades originalmente existentes^ representando, pois* quanto à quali
dads* umst média ponderal das fontes originais*
â quantidade de mine,
rio ©i&istent©* três para dois e para mel© milhão d© toneladas* corres,.
poad© â proporção da mistura SsAalg respectivamente dos tipos d© fi~>
nosg Jacutinga* Catapastra* Junção*
As tabelas a
e
2 © n
e
2 resumem os resultados respeoti»
vãmente da análise química e granuiométrioa de cada tipo d© minério
© d© amostra .final* (v. pgs„ 2 0 , 21 e 22)
•Quanto â composição mineralógica do minério* cabe oon»
siderar que* apôs os estudos recentes d© TJ*S# Lurvey em cooperação
com © B.U.P.M» resultou desfeita a idéia de que o deposito ferrife.ro
s
do "peito do ferro" mineiro* fosse constituído pelo único mineral
ferro, a "hematita"*
de
A maior susceptibilidade 'magnética notada nos
levantamentos aéreos jâ mostrava a presença necessária de minerais d©
maia forte magnetiemo associados ã hematita.
\
A hematita domina nos primeiros trinta metros d© pro¬
fundidade.
As lentes d© minério compacto contêm mais de 80$ deste
TC
m i n e r a l a "hematita" e* além dela- a "goetita" (12$) , a magnetita"
(2*5$) .e a "ilmenita" entre um.e doie por oentoo
Como esses mine¬
rais possuem propriedades magnética© mais acentuadas que ás da hematitta». provocam maior atratibilidade sj&br© a agulha magnética* ou
um
©feito de campo mais.acentuado sobro o spin eletrônico nos magnetôme
e
troa d© fôêlui© Mdtogfèniea» Ia tabela n 3 © indicada a composição
mineralógica típica da hematita do Cauê* conforme • ©studos d© labora-»
tório feitos pela Hoganas Metoder AB da Sueeiafr
4«2 - Coou©
.
-
A segunda matéria prima utilizada nos ©usaio© d© sin terisaça© foi o coque d© Volta Hedonds* cuja anâlis© química imediata*
inclusive das cinzas* bem como características granulomêtricas * sao
apresentadas nas Tabelas n
9
1 © a° 2»
Este coque © obtido a partir
de um "blendlng" de três carvões* sendo dois importados* carvão de
altos.voláteis
(55$) © carvão de baixos voláteis (15$) ambos com teor
de olnaas inferior a 9$ © o carvão nacional de Santa Catarina com 18$
TABELA BT* 1
A M L I S E QUÍMICA DAS MATERIAS P R I M S E H S A I A D A S
TIPO 33E SSAJFEEIA*
i
I Beterminagoes
2
i
5
3
Umidade
7
8
:
1,88
22,0
Cinsas
J
~
Enxofre
J
Si02
]
0,93
it. Voláteis J
|lk.- FiKO
6
I
L
0*70 cyrxsj
• t
11032
iií3Ó|ox39 Í2,75 1*24
•S3 G,4?> 0,20 0-52
8,2 0*26J
;
26,fc o,9o¡5 5 3 65*2. W% 0,5|65s&j
3
G a ©
J tr
tT
tr
1.0
9
?
S
NWN-WTICT WWFNAN » MWWFI í
2*721 »•
2°5
Perda ao .%go
t
i
*
j^OX5[o>3.0
OjiS.10,55*
ffFWJKlíw-AmwiaLai i v r r ¿rfigismftiM&M
ALARA « - « n :
i
r
i%0.9
t
•mi
'
i
¡4*9$
b.038
0,60 Q 48¡0»53 i,11»;
s
í
Fe 0
Fe
l
42,5
S i l i c a e I n s o l * -,
MaO
í
!
0,84
4 34'I7 29|
«
p
f 3^J7 i<sJn í
' 43*4*44*2
44,7
'
TABELA W 2
i
AHALÎSE GBA'MîtOAEIGA DAS MATERIAS PRIMAS ENSAIADAS
Penei I
ra ""I .
TIPOS
DE
MTEHIAI
17*0 i 0,0
33 3 ¡44*7
?
I "&.-4'| O^o!
0,0(46,4 ¡
18,8 j 4>1 10,4 J25J-I 0í2j C%0
I 30
9?.S
¡ 30
2,8
40
5f
j
J
70
hoo
140
2,4
1,4 ¡-1?5
2*4
1,9
,
1,3
35
S
f
22
9
i sa I 1*7 2*s
2*8 I 2,0
3,8
Artaa
^
2jT 10,S 1 4 , 1 í;iO l 2 1 , 1 1 2
3
f
8 6
S
1,5
12*8
0j0
8,.A i
0*5
3s0
3,1
1 7*5 9;
2.6
M
i 5*7
23
i
7*8
4¡,1
5-A
3»?
4>9
5
2*7
5*8
3*0
10 9j
3?G
17,51
3*8
41,2
8.8
9
3,3
——-
3,3
27^6 |?8,0{ 0,5J
20,4
1 2,3
I 1>6
1,4
|200
•270
6*4
J
1
3j,l
I 8,-o I i ojro»o
s
-:-2T0
17,5
7? 2
2,2jl8 3
f
- 22
IEOEIÍDÁ BEFBfiEHTB AS TABELAS H&S . 1 0 2
1« 1
1
- Finos do. minério de ferro do Cauê « "JAGüTlFGA'
- Idem, idem
1& â
- Idem,
A?a 4
~ íastura de finos de minério de ferro empregada»
W 5
1
a
d
m 7
~ «GAMPESTKE
15
3P 2
idem
- Moinha de eogu©
-
(CS2B)
- Ssooria de forno LD - (OSSII)
- Oàlcáreo da gema de Sorocaba
"J9 S - Casca de Larainaçao d o
.fo 5
- «JMÇlô"
!
(SATff-Ô BB PIEAPOÍfl)
Carepa" (GSI)
«- M n o s socos de alto forno (CSS")
jio io - rin>5 t%nidos de Alto Forno (CSH)
1? . 12 '* Sii&ter médio de retorno (auto*€undent©5
tr
3?ragoe
(OSJf) -' Compaxâiia Siderúrgica JSfacional
(OSBM) - Oomparíhia Siderúrgica ®elgo*S&a©lra
N-B. <=^' Hão Encontrado
•* 23'"
TABELA
|
H«
|
f
AHÊLISE DA ESIlàTITA COMPACTA PROCEDENTE m ITABIKA - (íS»G» )
COMPOSIÇÃO qpíffiCA
COMPOSIÇÃO
SEíTBBALOGXCA
j
Teores (f)
81,6 $
Hematita
~
j
Teores {$)
1
Ia g 0
5i02
f i0o
•
SVsO
$ j
i Magnetita
K
2°
0*35 $
Fe2©3
0,12
$4*44 $
M ?
.1*25 $
GO,.
2
. O a 0 2 s£
66*7 $
$
0,Q3
S
0*015 $
0*02 $
P
0*039 $
0j05 $
lasolw*
2/8? $
1
Goetita
! Ilmenita
1
| Feldspato
i •
i Quartzo
|i
1
-
%-5 f*
12 2 $
5
2*3
$
1*3 f
de ciosas participando com quarenta por cento do total da mistura»
0 carvão nacional* conforme o tipo de mineração (céu .
a b e r t o ) , ©ontem* no estado bruto* mais de 40$ de cinsas»
Sofre> junto
às minas* uma primeira lavagem em tanques* resultando um produto semibeneficiado com 34$ de oinaas que © então embarcado por esteada de fer
ro (S»P*Tt»G») até Gani vari* onde as instalações de tratamento hidro-me
oãnico acham-se localisadas* percorrendo* por vesee*.distância d© mais
d© 100 quilômetros* entre a mina e a "estação de tratamento*
A lavagem
do carvão ê ax feita por separação em meio deneo* jigs Blac Nelly"* r©
©nltando a fraga© "carvão metalúrgico" com apenas 18$ de cinsas, que
entra no "blending" jã deferido»
0 carvão metalúrgico representa ape¬
nas um terço da quantidade de carvão bruto que alimenta as instalações
de beneficiamento* o restante constituindo o carvão "vapor fino" ©
"grosso"* alem do resíduo piritoso»
ST© compito global* o carvão metalúr
gic© não passa d© 15$ do carvão minerado* fato esse que agrava substancialmente o sou custo*' alo obstant©,* seu uso se impo© na fabricação d©
Coque Metalúrgico Nacional* malgrado a má qualidade sob o aspecto
do
teor d© cinsas © e n x o f r e © o ©eu alto .custo d© obtenção o Ião sê ra»»
A
A
A A
A
A
A
soes de segurança, nacional J t e 4 @ à o i ã e x o Q o o s n £ o o ' regional m i M
tam a s©u favorf © preciso eaíiontar. qu©' a. qu©t& d© 40$ de carvão nacio
nal* que .compõe o ooqU© nead©-&§st©_©studo* justifica-»©© p o r raaos© toe
aolegica©* em decorrência das © d o l e n t e s .-qualidadeâ aglomerantes que
poêsu©*
De outro lado*, ©•'uso'a.iiafeitan©©,, do oarvã© estrangeiro d® b a i ~
3â© teor de oinaas* irrpo©*©©, também,por.r&&o©s técnicas © econômicas*
:
aumentando a produtividade do© Alto© fornos com balanço virtual positi,
v @ no gasto d© divisas*
G a b g m a i s uma consideração para completar
a.
ilustração que se quis dar ã respeito desta matéria primag o uso d© fi«»
ates d© coque, ou moinha d© ©oqu© (eofc© br©ese) constitui uma forma d©
~ 25 '=
aproveitamento das ©obras da eoqueri e resultante da aeiecão granulemêtri.
ca do coque d© Alto F o r n o /
Para a preparação do sinter «®ou«»se somente'
a fração com granulação inferior a 3 mm*
(l/8") como é recomendável pa¬
ra s© ter uma mistura com melhor distribuição do combustível. A fra¬
ca© fina do coque apresentou teor de cineas ligeiramente superior
teor médios
ao
2 2 $ contra a media de cinzas d o . ©oque d© 1 6 $ . Este fato
não desfavorece a aplicação em sinterissação*
Ê sabido que as cinzas do
coque oontr&buem para a formação do cimento aglomerante no ©inter auto-*
fundent©.
4«3 - Gaícãreo
Gomo escorificante ás, ganga silieosa do minério, pode
ser usado tanto um calcáreo», como uma dolomita*
A restrição quanto
teor d© magnesio do calcáreo esta vinculado à aplicação da escoria
Alto Forno* na fabricação d© cimento.
ao
d©
Assim e que se impõe o limite
de
7$ de Mg© nas escorias de Volta Redonda qu© se; destinam a '©stta aplioação),
Para outras aplicações* como por exemplo em agricultura,5. pára a corre¬
ção de acidoz do solo © em casos era que se requer corta resistência m e ¬
cânica da escória granulada* a presença do MgO ê desejável»
Sob o ponto
de vista metalúrgico* não hâ inconveniente em se ultrapassar o limite aj?
bitrário dos 7$ MgO da escória para cimentoa sendo da pratica industrial
escórias de Alto Forno com 14$ e mais d© teor ©m MgO*
.Escolheu»»©© para o presente ensaio o calcáreo da zona d©
Sorocaba (Salto de Pirapora) que tradicionalmente abastece 'Sao Paulo»
ISste calcáreo contêm médio teor de Mg (cerca de 7$ ©m MgO) e médio teor
d© sílica © insolúveis (cerca d© 4$)» ' Trata-se* pois* de um material
representativo do tipo de calcáreo que ee obteria das jazidas da região
d© Sorocaba*
(1/8")*
A granuiometria adotada foi a fração abaixo de 3 mm
A presença do calcáreo no sinter* earaotârisa o tipo auto*»
« 26* •»
fundent© ('3©?J^álsetitng otafios?) d&fgroneionds-»© do sintes» sidé'rie© eoÉna-,
simples mistura d© sinario íí&ao © earwaoa A sua roelbor redutlMlidade
ato Alt© Pora© eertos autoras atribusa a© menor t©or de faialita íailií?&
to ferroso) ^pesoate tm ©©atestara superficial do- siuter auto fundente.,
(V oitagao Mbliofráfi«ía atea 2.5) o Outra influencia do calcara©,, se0
s
ta de ©arát©r operacional-» 6 © ^nourtaáento. do tempo de sinterisacao,,,
oneg&ssdo^s© a ©GoaosisaE- a^ó 2C|j do teapo de quelma»
A
i b a Jtf Jsls Jst gggg, SjSo,
O alto í>jdie© do beaieldado docta, escoria fas com qua
suas prcpriodad©© ojufiaicas eo agaomslaem as do calcáreo*
X»ogioo p o r ^
5
tanto$ p©nsar->se no ssu ag^swsitamssato cora© sucedáneo ao monos pareia.1
d© calcáreo»
Brando parto do elemento fosforo^ «sentido no min©rio
3
m. retido na escoria 13*, afeo tsr mido reducido na ©paraca® d© Alt© Por
noc
A ©seoria reoirsulsda amplios;,
a© guea?
poiS;,
n u m aeréscimo d&ste
©lome»**.!
OonvérrT portanto, ¿"sotriagir a sua quota de participado
sinterj, levando em eonta &&hQ ©f©ito^
¿»e
Já sabido que o forno LeD» pode
operar o o m teores relat±vas!©»te altos de fosforo a o guza* sendo', ©rty.-jtanto reeomendável para b S o prajudioar a produtividade da unidad©
m&>ñ
lúrgica», a iimitagao d© Q 3® oc?mo toor máximo de fosforo no gusa introc
dutivo no conversar»
fe presento ©otudo
s
levou~se ©m oonta §st© oálcu-
lo na ©omposigao do loit& do fusao de A«íV* para decidir»©© a quota
de
utilizagao da escoria d© Ín3)a dentro da mistura a constituir o sinter
autofuadente»
Outra i&mitaga©? ©sta d© carater cuantitativo, © a di<<<=»
posibilidad© d©sta ©seoris dsatr© do flusograma d© tana usina integrada.
{lo Piga n
fi
4)«
Sote sopéete S&i ©©nsidsrad© ao m fixar a eomposicao
da mistura sinterikantQo
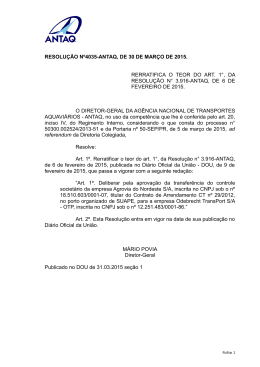
FLUXOGRAMA
COQUE
MlüDO
OE
MATERIAES
MOINHA
6115
EM
DE
COqUE
FINOS
&AZ ¡730O*Á-
UMA
USINA
IN TEGRAOA
23280
22 280
43305
34395
s
334155
340959
SINTER
J5ÕPR0 FRIO 128000
INSTALAÇÃO DE SINTERIZAÇAO
MINÉRIO BITOLADO 317593
A
ESCORIA 120000
CALCÁREO
<=
T T
OUZA
44540Í
•2'
23000
<=
422540
A
>
CAREPA 2960
RETORNO
A
Fe
00
OUZA
P
0,30/A
Si
1,00-1,25/
ACAREPA 5610
CAL 48520
^RETALHO OE CHAPAS
.SUCATA DO F. POÇO
E S C O R I A Ô6610
PERDAS IRRECUPERÁVEIS
1556
A
3 FLUORI TA 2250
EROSÃO DO REVESTIMENTO 3250
SUCATA DO F. PO00.16900
LINGOTES
500000
LL
DESMOLOADOR
M n - — 0,91 %
0,04-X
SECIRGULADA
->
FINO 9050
ADI CAO 3000
FLUXOS 59630
>
10500
93,0 V»
-4,2- 4,5%
S
ESCORIA
83 271
OAZ 46374
OXIGÉNIO 347 90
AN A L I S E
MINERO .FINO 328643
500000
FORNO. POÇO
500000
PERDA
2500
10 0,00
PERDA
460
DESBASTADOR
425000
Ü
S.UCATA 65000
[CARGA
7500
.CARGA
"1656
i ¿3 mima "tajo e c run r r r
I
hi
-J
1
4* 3 Finos d© Alto Forno
0 aproveitamento do© finos d© depuração doe gases d© A l ¬
to Pornô decorre da constatação que eles.possuem teor de ferro acima d©
50$*
(¥« Tabela »« l)
A presença d© carbono em teores da ordem de 1 0 $ contido
aêst.e material © 1 evade em conta como combustível para sinterizaçao» A
quantidade disponivel em uma U s i n a Siderúrgica deste material sob a for
ma úmida ou sêoa* varia entre 50 kg « 200 kg por tonelada d© gusa produ
sido* dependendo da qualidado d© minério carregado n© A l t o forno ©
efisiência dos processo do depuração gasosa*
da
Em foita Redonda tem-se
observado um mínimo, d© 70 kg e um máximo d© 14 0 kg do- finos por tonelaia do gusa* partilhados em 6ü$ d© fino© sêeos e 4 0 $ de finos úmidos»
1 prática industriai em grandes. Usinas (Usina lawata -lafSo
8
) tem mostrado a inconveniência da adiça© do® finos úmidos asa
mistura a sinteri.sar, por causa do ©feito contrário sobre a regularida¬
de operacional* causada seja peio teor aleatório da umidade contida
material que sai dos coletores de tipo úmxáo^
aa formarão de pelotas na operação d© mistura*
to* a secagem prévia deste material.,
no
A
a e a p e l o efeito errático
M aconselhável* portsn....
(Ho caso da aplicação em pelotisa
ção* esta operação d© ©coagem aoria dispensável)..
Coraprovou-ae nos ensaios que este ©omponente-finos de Al
to Forno (tanto os secos com© os úmidos) exercem visível influência sôe
br© © efeito de pelotieação da mistura verde agregando*©© em tora© das
partículas maiores* influenciando sobre o tamanho das pelotas úmidas
sari consequência* afetando a permeabilidade da mistura iniciala
4*6 - Qarepa ou Casca de Laminaoão
CSrca de 3$ do material laminado a quente pode sofrer
©
tm £jQ ale
«idaça© superfieiai» tranafoimando-se em oasoas d© laminaçae o». "Care»
pa
w
<&«© a® destaeam espontaneamente doa produtos planos*
0 mecanismo de formação destas c a s c a s d© laminaçao ê com
plexo © estudos d© E*F® Melai mostra® que a sua formação depende, entre
o u t r o s fatores? d a quantidade d© oxigênio originalmente presente n o m e ¬
tal <
A estrutura das cascas de laminaçao mostra a presença de$
pelo . menos? • duas fases cristalinas 5, externamente $ e sescpi^cxido d© fej ;
:io xiao magnético m$ internamente,, o óxido ferroso fêrrieoj. gozando d©
propriedades Magnéticas*
1
A presença do elemento ferro sois forma Mv®-?
lente influ©aeía grandemente a qualidade mecânica âo sinter$ ausentando
mm. resistência © a explicação do fato reside, ao que s© prestas® $ nas
M g a f o e s iónicas F©203gF©304 que se formam na sequência das sonas de r©&
ç&os
oxidante-redutora e redutera^oxidante*
A'introdução de um o©rto
teor d© ferro seis a forma ferroou* seja sob forma mineral ou d© "cases
de laminaçãV* ê pois 9 .um recurso para se obter um sintsi* resistente»
9
8,
fambês» no processo d© p©iotisa§ao
55
a resistência mseânica da pelota
f
queimada "fired pellst j d© minério kematítio© ê melhorado oom
5
d© finos de minérios magnéticos*
adiça©
(&)
lio presente estudo o uso da "carepa" foi adotado para
produair a prâtiea normal das Usinas Sideriêrgieas qu© eneontra» assim.,
um meio de melaorar sua economia interna» utilisando, deste, foxm,, ms.
material, d© perda inevitável nas operações de desbaste © laminaçao
•
a
(s) 0 calor de oxidação do óxido magnético redunda em grande economia no
balanço térmico operacionais
qtieste,;
.4 sua. contribuição quantitativa nas testaras dos'irarios ensa»
ios> foi determinada com base no $ê. mencionado fluxograma de materiais
(M*> Figura n° 4)
d© uma Usina integrada*
4»? *» Igua
Outro componente oonsidoradfc © a água? qt» desempenha
papel essencial ao proessso de slnterisação*
'Sem água» isto ê<> eoia a
mistura soca alo se' processa uma operação -alateriseate satisfatória^
ou mesmo* ela não tem lugar* em virtude da-dilui©ao da onda térmica ao
interior d© material$ resultando uma temperatura por veses-inferior, a d©
ignição do combustívels ocasionando a extinção ou paralisação do procss
so# Bois., são . p.oisj. os efeitos da umidade no material a* sinterisar» Ira
9
primeiro lugar3 o efeito de sorção da água «Obre a superfície -dos grãos-,*
sisie notável sobre as partículas de menor dimensão? aumenta o tamanho
&m rm%m
iatergranulares.
em decorrência do efeito de aglomeração das
partí-culas menores em torno dos grânulos .de maior dimensão, desta forma
ocasionando a psrmeeífeilidad© âs earga aos gases*
Sm segundo lugar? ps?©
voee uma oeneentraçã© da onda térmica em uma sona d© extensão
tal ao forno? cuja posição varia em movimento uniforme»
horison^-.
Bsta «rista de
9
onda? «om alta temperatura^ até X300 c* possue gradiente termieo acentuado ©m corte verfeicaXj tanto no sentido ascendente? como descendente
0 primeiro' efeito da agua s e t e ® o volume específico
da
massa ou mistura* 'fundameata««e no fenômeno de sorção ® o segundo efeito
aStes o gradiente térmico
5
'nas propriedades termologicas da água? onde
os altos índioe de calor específico e latente de vaporisaeã© desempenham
papel primordial no mecanismo, do processo»
4*8 '» Ir de Combustão
fias instalagoes i&âustaiais usa-fte « a x « a s o de ai? de
combustão d® Z & 4 vezes a quantidade necessária a queima completa do
oarboao contido na mistura*
Assim ê qu© para «ma produção média horária de sinter d©
1 Toa* num processo continuo de esteira» são consumidos 1,0 nr* de
por segundo ou 3600
ar
por horas para consumir 5$> do combustível do sín
te» seriam necessários apenas 300 nr havendo pois um excesso de cinco
vezes o volume de ar necessário»
"ãm ensaios realizados» constatou-se um ooasumo de e§roa
de 90 ar normais de ar para 2*5 &g de coqu©? com umesBeasó de af de trê»
e meia v e z e s o volume teórico para se. obter a combustão completa*
B® acordo com a fluido dinâmica da operação de siateriza,
g&©9 ura regime de f l u x o gasoso de alta velocidade garante uma rápida
propagação da onda térmica no interior do material, embora com saorifieio do rendimento de transmissão do calor para o interior dos grãos* Ou
em outra© p a l a v r a s ? com fluxo gasoso de alta intensidade (alta deprea*são originando alta vazão) ter-ae-â uma alta velocidade
1
"de siaterizao/a©
(até 3 ou maia ©m« por minuto na oompo&0&$e vertical) resultando
produtividade
alta.
(até 2 fon/m^/h) porém com eaoriffoio do rendimento térrn^
o© operacional.; fazendo diminuir a intensidade de sinterlzação ©• em dg
cerrêacia deteriorando a qualidade mecânica do $inter«
S presumível qu.© © UBO d© eobrepressão do aa? d© injeção
(mediante a adoção d® uma cúpula injetora superior â panela ou grelha
movei) permita aumentar s velocidade de sinterlzação e a produtividade
portanto
3
diminuindo a velocidade de percolação do ar de combustão* com
vantagem para a eficiência térmica do processo e também para a qualida¬
de do sinter»
Se situarmos c processo de sinterização quanto ao regime
d» combustão em comparação ao ÂVS0
FORIO ou ©em o OKSOsOS? v w - s e ~ & .
que
o f&r-no de Sinter se situa no extremo, quanto ao ooaaumo d© ar*
to o ALf Û FôRNO consome cerca d© 4
Baquan
d© as? p/kg d© coque e © CUBILOT
oêrca d© 11 ar" d© ar p©# kg« de eoqu© o forno d© Sint©rizaçã© consumirá
d© 20 a 40 m** normais d© ar por kg de combustível carbonoso contido
na
mistura o que correspond© a u m a m a s s a de ar igual a duas vezes a massa
d® sintor».
Ê pois provável que o regime d© sobrspressão aplicado com
vantagem nos dois outros f o m o s tenha utilidade processual- no forno d»
Siuterizacão»
5*1 •» Misturador de Caçamba - (9ipo betoneira)
«SSNIM»
HM5nmb/H&\&c-2l£Lis&'Xi» amam*
rrmrwimnmtKs^Tafm*
**
*
A utilização deste equipamento permitiu a mistura
.a »©«=
mogpnelsacão do material u eer síaterissdo em cada ensaio»
0 misturador eonsiste° de um'recipiente d© chapa com ?> f p
ma á© .«ta- $>$ra com 80 litros de capacidade, dispondo,» no seu boáo iafe-»
ricáS,
"d© palheta» cuja função S de colher o material na posição inferior
1
® d à s t n b u ^ l o em queda sucessiva durante o movimento ascensional» «ma.
wm ou© o eixo de rotação na posição de mistura ê inclinado de 45®
relação ao plano horizontal*
m
-
0 princípio do misturador ê semelhante ao
Pug M ü l ? com a diferença que no equipamento industrial as palhetas mis
turadoras não fazem parte do recipiente e giram em sentido oposto
ao
mesmo* aumentando a eficiência da mistura.
A parte superior do Misturador ê constituída, d© chapa ijL
©a | baseuXand©«s© o recipiente de modo a deslocar o material para esta
zona (terço superior do misturador)? obtem-se o mesmo efeito de um
"fusabXer M Ü X " j isto ©
9
& meteria, I submetido a um movimento d® rota»
çaoít acelerando as partículas em contato com a parede do recipiente em.
A
giro.* por ©feito d® atrito © adesão.
5*2 - Porão d© Sinterlzação
Bsta unidade experimental- projetada © construida pelo
Prof* T*B S«
S
Santos
4
foi encontrada ®m condições d© 'tom funcionamento
© apenas recoadioionada d© forma a imitar melhor as características da
produção industrial do equipamoato de ainterizaeão moderno (tipo
Bwigbh^LXoyd) .
Assim ê que foi aumentada a ©amara de sinterlzação
to & altura das paredes verticais
©m C®
3
de forma a atingir a dimensão
s
lugar d© 25 cm originais) *
d©
0 exaustor original foi acopla^
do ©si série a um novo exaustor mais potente? d© maneira a se obter
regime'de
sucção semelhante ao do equipamento industrial
A
A
sao e X*,i m / m / s de vazão)*.
quaa
s
um
(4$mm/Hg d© pres
Alem do medidor d© press'i© astático 3â in£
1
talado»! adaptai*- *© um tubo Pítot ligado & um manómetro diferencial«
A
câmara d© sinterização* consiste de um recipiente de forma cúbica com
paredes duplas laterais*, feitas de chapa? com dimensão útil interna de
30?, 5 cm de lado* tendo a camisa d© ar pequenos furos de ventilação*.
A grelha de ferro fundido encima a caixa d© vento inferi
or que fas as vozes de uma câmara de expansão no circuito dos gaees?
funcionando como "cinzeiro* coletor- dos "finos"»
Pai segué uma canaliza
cão d© 4" d© diâmetro» onde se inseriu o dispositivo medidor da vazão
gazosajt que liga aos dois exaustores colocados em série»
5*3 ~ Maquina Deva!
Este equipamento d©
empregado no estudo das roohas ©
laboratorio tem sido
classicamente
agregados para concreto para o ensaio
d© desgaste recíproco dos fragmentos* dando.» como caracter! st i ca resultan
te* um índice d© abrasão ou "resistência & abrasão" (simples)5
i
i
f. <« ? A t u - j
1
1
f-oT») rire amaguxna i c¡\?/, i\uf i o'i. i**ti'.
"in>
1
(' V. ' . (*le»âiïi"s-v caP. A'
i^n
í .tutu-!», ' 5«
A
i
i- rr àrr«, pc^.cs, 'ût/' 'e£*~ c '
.
• ( -.„ccvrc/nv' ' i ff j
r
jf)>w; <
/ < \ >
»
1
• •
>
"
<- >
i
-, ,'-rsi5& (KPll
•
J
-
f
•->At<->
[
<
l
f
ft S\ \
3**- V i ! > „
o r o V 'ífeCM ¡O ••-•«
<
T » " < *
i V 'p'O'Sr S 3f iw b -*
«
1
,
. . », i
t
f << „i *•*
*< ,»*< "
f f" i
•n u ' e j f.aí>iwt«o 'jp!*.- . X X - pro i«o, -> - <•
»,
- '
1
i
lis e» y\o rjt ^Tjdlcr'ML
<> >.i/"
*
1
« - -
áfoi pianejadfe. ßQ£jur«Le c Fx-loCo
. . - a . A v
sinter recirculad©) independentes
3
f
fixadas arbitrariamente em três a i —
veis*
â fixação dos níveis obedeceu também a um critério empl»
rico* uma vez que provas preliminar©® demonstraram que a faixa d© iraria
cão aituava«se no campo do interesse prático* Sf evidente ejie a 1 itera*»fura técnica jã orienta quanto à. eleição dos valores que se pretende
1
im
pca? às variáveis independente®5 entretanto$ os "ensaios, preliminares" ê
que dirão de um moei© objetivo ee ©ases valores- cabem no âmbito peculiar
às matérias primas utilizadas na prova*
1
Outra consideração que cabe no "planejamento fatorial ' ê
quanto â economia d© tempo na experimentação devido â sua estrutura ti¬
picamente distanciada da experimentação clássica»
lesta9 os fatores
sao mantidos todo© constantes» variando~se um de cada vez para se obser
var o seu feito "indubitável" nos resultados? o número d© réplicas em
cada prova ê grande, procurando-se obter uma consistência nos resulta-»
dos evidenciada por uma dispersão tao pequena quanto possível (avaliada
sem. critério d© erro específico) , muitas vezes desprezando-se resultam •
dos corretos mas supostamente afastados da médla9 fazendo$ pois$ influir
a vontade do operador sôbr® aquilo.que ee que conhecer»
Ia "experlmen^
tação fatorial" rspete-se a prova três? duas, ou mesmo se a executa mm
repetição»
0 erro experimental ê abstraído do conjunto de provas mesmo
que sejam intrinsecamente diversas*»'mercê da diferente combinaçae de fa,
teres»
Em outras palavras
9
para um .mesmo numero d© provas a "e%erl$n@
cia faioafiol" determinará o erro, com maior precisão e obterá maior quaa
tidade de informação»
Outra vantagem de experimentação fatorial
(quando
ela é aplicável) é a determinação de efeitos de "interação" entre os fa¬
tores indopandentes que a© impõe ao "campo"»
Muitas vezes constitui ©@
ta informaçãç» vam forma Inesperada de conhecimento» outras veses ela ê
tém coastantes
TODOS
os fatores menos um» é difícil conseguir-se grande
1
variedade de combinações e» a menos "que se acerte por casualidade numa
combinação em que o'efeito de'-interação se -manifeste? este permanece o*"
culto ao experimentador»
•* Procurou-se neste ensaio experimental imitar tanto quaa»
to possível as condições existentes numa Usina Siderúrgica moderna»
eo
A
piandc—lh©$ se não o equipamento? o seu-f assimile funcional» aplicando,
neste as variáveis utilizadas naquela*
Assim ê que não so o critério
de escolha das matérias primas, mas a sua proporção na mistura slnteri
sente obedecem o fluxograma de materiais? típicos de uma Usina Siderúrgica integrada*
(W Pig# 4)°
Besta forraa? torna-se ; "factível referir-se
à Instalação Siderúrgica quaisquer resultados .experimentais 'que possam
interessar ã prática'Industrial*
com ou sem restrições»
A aomologlà vale no sentido recíproco^
conforme"ò caso*
6*% ** Objetivou-se dois resultados expérimentales
ura indioati
vo d© rendimento operacional e outro aquilatador da qualidade do sinter
produzido®
0 índice do rendimento operacional foi expresso em termos
de Produtividades dado em "poso de sinter aproveitado'por unidade de tes
po e d© superfície da grelha" ou em unidades?
t o n e l a d a s per hora por
metro quadrado".
0 índice representando a qualidade mecânica do sinter foi
dado ©m unidades relativas» não dimensionais» que traduzem a "resistância ao desgaste por abrasão recíproca'»..
Estes dois;: resultados provenientes d© um campo experimen
tal em que duas variáveis independentes foram escolhidas como variáveis
experimentais* ó teor de combustível
"moinha de coque" e "o teor de sia _
ter reeireulado" ou "teor áe retorno".
Ó0.4 -* Fixação dos Níveis -das Variáveis
Uma série preliminar de provas foi feita para se verifi¬
car a influência da granulometria do minério d© ferro sobre a qualidade
do sinter © © "rendimento d© aproveitamento d© sinter"*
Efetivamente
assa- propedêutica experimental foi necessária para fixar~»s© o crifcério
de escolha dos níveis, para as -variáveis experimentais» "ttecar 'de combus
tível" e especialmente o "teor .-efe sinter recircolado" sítuandc-oe de
uma maneira natural dentro do campo das experiências*.
Exemplificando*
de-nada valeria planejar a experiência*
fixandonum. entorno de 4$»- o nível do teor de combustível» se se consta
tasse §ue esse tteoar F E R A Insuficiente para q u e o material mantivesse
a
reação térmica d a maneira continuai o u ainda» q u e o nível d e 2 0 $ , valor
esse em. cujo entorno 'se- projetou o teor de retorno.na mistura» fosse
discrepante o teor de finos resultantes da operação*
Ê sabido qw*
c-
teor de finos deve correspondes em paridade quantitativa com © teor de
reeir calados numa operação econômica» ou em outras palavras» o teor de¬
fines produzidos © o teor de sinter de .retorno devem situara-se jsutn mes»
mo nível operacional»
O s N Í V E I S , escolhidos foram» pois» fixado® A P Ô S comprova¬
ção experimentais
""Níveis de °oòm%ust£vel"8'> '3Jí«Níveis de Retorno"..
10$ -
4$
-
20$
5^
- ' 30$
7. DBSCRICXO DAS EXPERIÊNCIAS
f a * e%maMm^>i^>)*a3íiuN9!«B
<WW> em^BarnkxaMmtm^atm^mssmemt-
2f 0 - S a .composição d a s cargas d e slaterlaaoao (V» Fig* » / 5 )
N
ttssayiou-se» como já menolonado». o teor de- combustível » 0 »
ttivteSe
4$í
COMPOSIÇÏO DO LEITO DE FÜSlO DE UM ALTO Pi
QUANTIDA ) E PROPORÇÏO
COMPONENTE
si
0
03
Ca
1,38
0,37
0,63
0,17
0,
1.21
8,2
0.58 43 .
Al,
2
TONELAD.
Sinter A. Pome
1
JACUTINGA
328.643
60.0
2
BSCORIA
86.610
I5.5
7 . I
3
CALCAREO
83.271
I5.0
6.8
4.96
0.34
0.26
0.18 44.
4
COQUE - (moinha)
28*280
4.5
2.3
9.70
0.22
3.46
0.01
0.
2?... 6
9.70
2.65
3.46
0.95
0.
L-D
4A COQUE - (Altcf or no); 334.115
5
FI NOS SEGOS
6
FlilOS '0MIBOS
7
CAREPA
HEMATITE
13.280
2.4
l.i
13.70
O.I5
0.61
0.01
3.
9.000
1.6
Ö-.8
11.10
O.O9
2.34
0.02
7 .
6.58O
1.0
0.-5
0
0
0
0
0
2iv2 '
1.85
O.48
0.35
0.09
0.
O.3
8.61
0.03 12.13
0.04
5.56
2,05
(altO» '.
Forno}
9
17.1
DE LAMINA
ÇXQ
8
27.3
MANGAMÊ8
317.593
(ALTO- ;
for no);
4.000
1217.412 100,0
Carga para o
Sinter
100.0
555.664
A
«
Si0,+ A 1 0 „
2
UL
- SiO^(F^)
7.6?.
B » CAO + MGO«
8
°? 4
6,77
B
/ =
A
L
J
I
5
7,16
A+B
LS DO 6 ( $ DA CARGA COM SIHTJ3R AUTG-PiMDEMTE
Mn
0
lg
i
l
Fe
D
P
i
C
!
3
O.O«
02
0.02
6 1-4
18.20
0. ".L 3,9
0.28
13.3
- 0.95 3.58
: Ô.-19 0
10 0
.10
0.03
0
O.Ol
0 .
0.11
0.02
0
0
0
0
0
0
0
0
0
O.Od
Ci')
0
5.03
• -•o.i;
0.015
0
0.1
U.pl
18.9
1.81
G.iO
0.03
5 »03
1.3Î
COIS
0
0.1
0.02
18.9
2 1.06
0
0
0
0 .
9.90
0.11
0
0
0
1.10
O.Ol
0,032
-ö
0
0
0,015
0
0.005
0
45.64
0.51
0.02
Ü
4i-25
0-3Í
0
i4.i
O.Oi
66.1
• o • •Ö,
.' O.Ol
0.03
0.63
0
02
0.02
0
84 Q.<L
69
0.06
0.01
s
o. o:
1
. 0,3'
1 ? . 50
0
. )I5 0
0 04
O.Ol
i
i
0.11
0.<1
0 ,4-5
Teor de escória
i
39.45
0.14
300 kg.Ten.Gusa
-39A-
COMPOSIÇÏO DAS C A R G A S D3 S I K Ï I Î K I Z A Ç a O
(#]
20,01' 30,0 J 10»Q
20,0
loaíoiioOjOlioo^olioOíOjioo^jioOíôj
10,0 10,0 10,0}
8)01
8j,0
8 G¡
ll8,ü¡ JUÔ,0| 1X8*0j 118,0i l ô j O
13.8,0|
8,0)
8,0)
- . L t « pikv^HXWína>rI»w í w A p « v M m ¥ ¿ v m d w h w h b ^ Í " ! « * * h t v k - j « w ^ i í e ^ k . i w . w . i r w , (J-- a i s
8 0
}
:í
5^ © porcentagem de finos d© retorno na» proporgoeg 20S? 30J&,'3|0^s
9
duaindo» pois?- 3 s 3 ». 9 é o m M n a ç o e © e, portanto» nove diferentes oospj>.
eiçoes de carga*
Os-componentes residuais foram m a n t i d o s em constantes
proporções relativas»
Caleulou-ae a composição hipotética -do leito d©
fusa© do -Alto Forno* em- que o sinter estudado entrasse em proporção
60$ oontra- 4 0 $ do minério não sinterisado*
7*1
¿1®
(Ver Tabela n» 4?«u° 4-A)
Preparação da Mistura
0 siiaêri© foi previamente- sêoo @ homogeneizado mistura^
s
do~s® os três tipoK eomo $& descritos © ohtendc~se desta forma? uma
s
amostra representativa dos Finos d© Caúê da Companhia Vale d© Si© Doce*
1
Mistursii-a© os vários componente© da carga, por meio -da misturados? $ á?l
descrito j , e em duas etapas de operação^ mistura a sêeo com o mistura**
dor tampado$ evitando-se a perda dos finos em suspensão? com o tempo d©
#.ois minutos; e mistura âraiàa com -adigao gradual de âgua$ como te«pc»
de 13 arisiutaj,, completando o tempo total de 15 minutos de mistura*
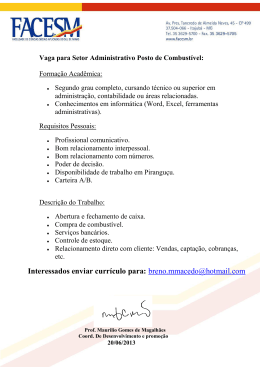
7*2 « 0 Controle da umidade
A adigao da, água foi inicialmente controlada pela e a r a e %
rástica "densidade aparente da mistura*$ qtie passa ps»? tam mínimo cem
a
umidade ótima de trabalho (mistura mais fofa ou mais porosa) * admitindo
se qu® com um .volume especifico máximo} a mistura granular - apresentasse
as melhores condições para a operação d© sin.tiarisa.9a0j áaixasâ©»*©® atra
vesear pelos gases oom maior facilidade»
Entretanto ; > oomo a propriedade de. se deixar atravessar pe,
los gases depende especificamente da Permeabilidade, que nem sempre é
eorrelata a porosidade» passou-se a controlar a umidade ótima da misti*»
ra por meio desta característica*.
Oüh^vtM-tm
\vL*o>];à'"">>:Ii-i'3/:io
-¡crV
que as vari a 9 oes 4a vjridad© <-cm f ,-í&*.p*»
A
concordantes na mistura ')&o pe*.' o\ • - ¿ ^ í >"j\rP"
" ¿j y-tv^aronte srp tela de 10 «un.
(no ;.oi3i" '«.'¡imij..
r
"Î'W'ŒUT: • a? '<7K* "tisapao Ú3iid& . nao !ná te-
IlA
«.ífw.-
h? o s % . rvaitiv, '
0" - r* " >? lioc jr, c "'o\r.w" =!jyo3CfEc<.>, o .partir vov+o 'íes « vin. .
1
.V.
r-a,
1
v
1
1
)a\nv \U'xi f?i, >"s'iid5d@ óviate.. lio Snra. i" '¿< << iffr-tt.«ác-i»
N*'T.X"ACAO.-<
'¿' i<;'¿fic© e"ucidavi'-o.
(V. *.
n
- •
7-3 - .Gd\£;-aí .riacíóo de Caractor í c!;icc<o
% J u r a d a da liaost?ya
.5«-) ?ara -sh < •• ir..*., os de Lacerafcór\c.
A
A'? ^y^aowo^it-r^T.'- doto^Tcc." y?,' , >*<-r"- ';' «v,
1
n;
'•"3 »¿.yf*""í. 5p ; ftío -s.pívop<w: uá? ctT
¿ <"<'í r".'j-'u
T^-,]--)!,^ cv r.j in i". i » v y l s * " >
A
.
,
A
,
- "'ci •»»
i. ~„ • "ij-- «"j amostra /••alendo Z"'JïO <, cr »•"., w s rRrvL- í<*«"<íí
,\ {> , Jf^'G .uniré 2 i\ové>::, tt-ífco "í"*? *v.V cií-nw ;c3.'>;x "<(í
i V %,* ». -P'.,»"*»"^0 (.'j na jJioetrí-. CHtídvi.'i.
f
0.Qr>3r da urc¥;<-,iio G""") '""-ídi cp Vl"e"a"agí® feote
:: r • w ¿ -»jjr tí , •.«©hr'.út'ava 'fió fórmula:
VARIAÇÃO 00 VOLUME
TURA
ÚMIDA
ESPECIFICO
E
PERMEABIUOADE
COM
MIS -
PELOTISAOA
-,
2
1
A
1
,
6
8
UMIDADE
Ç%)
,
10
,
12
J _
i
7 « l e i — Determinação do peso esnecifieo aparente
t
Em wâ cubo d© .10 cm de aresttáj-'-''-felto 'de chapa
zlacaá&g, eom volume pleno d© 1 d e ^ era colocada © mistura ãssída passa» da atravesi de peneira d© 'lÕ' «EM- de^alKSrtu^a d© malha colocada no bordo
superior de recipiente*
Bate processamento de ensaio provoca o afofa»
mento d© material ©>possibilita © controle do adensamento devido a que*
da dentro do recipiente* irantendo»»®© condições "standarde" em todos ,cts
ensaios, e ®vitando~ée flutuações de resultados muito comum neste tipo
de ensaio»
Conheçende-se a t e e . piso do recipiente vaaio,
(f) e o pi®o ao reoipiente cheio do material na exata altura da face 'su
perior do'cubo
3
(P)
(retirado o excesso de material por melo de uma 3?e
gua raspada no bordo supetior .'tio cubo) , tem-se o'peso do material
por
diferença entre o® dois- valores«
'O = ? *- f
Eet® valor "p" dado em gramas e dividido per um
móij exprime © valor .¿o peso específico aparente do material, em g/em'%
0 inverso deste valor dâ o volume específico aparente em «ttsvVg»
7 » 3 » 4 * Determinação da Permeabilidade
foi utilisado* para a .medida da .•'Permeabilidade",
o. aparelho existente no Laboratório de Controle de Areias do IPf * Eatr©
tanto» para as leituras .de valores, de permeabilidade, acima de 2*000 AFS
a precisa® da medida .diminui . sensivelmente, sendo 'necessária.-a adapta»
ção.d© taaa oampânula do menor piso para permitir a medida desta oaraote
ristiea á pressão reduzida
( 1 gr/om**)»
A analise dos-resultados
Permeabilidade medlida.» demonstrou o valor objetivo deste controle. #
da
A Permeabilidade ê medida pelo volumo de a? em
dm
sob pressão d© lg/cm
que passa em 1 minuto* através de uma ue
ga© circular do corpo de prova d©- 1 om
e num comprimento d® 1 es*»
A seguinte formula define, a permeabilidade em u~
nidadee AFS*
A
onde n M
» permeabilidade AFS em ea^» g~ « nên*""*' |
W
=a volume de ar ora orrTj
j-| a» altura do voprpo do prova em ojt§
Ao
« pressão do ar eáa g / W S
c-j
= seção do corpo d© p r o v a
•
em cm** •
3
« tempo, eia minutos»
7*4. - Carregamento do Forno
*
pa
9
O
material era 'retirado'do'misturador com a ajuda d© uma
oom a qjsal se o distribuía na altura superior do forno? evitando-se
© adensamento que sucederia' em virtude .de uma eventual 'maior altura
de •
queda* • Previamente ,'. uma camada de sintea? obtido de operação anterior ©
classificado 'granulometrioamente entre ( 3 / 4 ) 1 8 m m e ( 3 / 8 " ) í o m m ,
W
ers
disposta em -camada horiaontal 'por sobre a grelha imi t ando-se «i desta
3
forma» a prática industrial*
Esta camada tem a espessura de dois e meio
centímetros e em relação à altura total de camada,» de trinta «entia©tyo%
representa a fração de Is12 em volume,
los ensaiosg em virtude desta
primeira camada ou "o«ma" achar-se seca e com densidade superior' â
da
mistura úmida» òbteve~se a proporção em piso de 1 0 $ em relação'ao'peso
da mistura tímida*
Assim, para .50 kg de mistura a sinterizar, acresceu*
tou-se 5 kg de prê-sinter.
8
0 prê-sinter usado na "cama" e ao "retorno '
foi preparado em operação preliminar em que se adotou a mesma composição
de carga a ser utilizada, que tinha a espessura ou altura de 2*5ora.
A
-
45
-
finalidade desta camada de base que, às vezes» substituías® por minério
granulado
(~3/4
W
+ 3/8")
entre 10 m m e
3,8
m
i, d© um lado, a proteção
da grelha e d© outro* a retenção parcial por efeito de filtragem,
dos
f
finos ü que d© outra forma seriam arrastados atravez dos dutos^ para a .
atmosfera*
A. ignição á feita na pratica industrial com a ajuda
de
um eombustor ou maçarico* cuja chama se distribue por sobre a superfície
ou parte superior da carga horizontal»
queria ou óleo*
0 combustível usado ê gás de co~
Ha presente serie de ensaios* em vista de dificuldades
construtivas""pára""a adaptação de um maçarico a óleo que concentrasse
a
•chama na pequena área de '30 x 30 cm sem afetar a camisa de chapas* late?*
ral, foi adotada A prática da utilisáção'de uma camada de combustível de
fácil ignição - serragem de madeira ou carvão vegetal- ~ que** colocada su
perpondo o material a sinterizar» serve'de escorva para' o íaício da combustão»
Ho período de 2 minutos*, no máximo» a combustão inioiava-se
de
uma forma sensivelmente homogênea em intensidade de chama nos vários pon
tos 'da parte superior da carga»
X d L r Operação de Sinterizapão
Iniciada a ignição* a combustãoda moinha de coque procès
sava-se no interior da carga oom uma velocidade -de propagação de 1 5 em
9
por minuto* © que correspondeu ao tempo médio de 20.min para oaaa oiolo
operatório (espessura de ...30.-cm de camada)* •
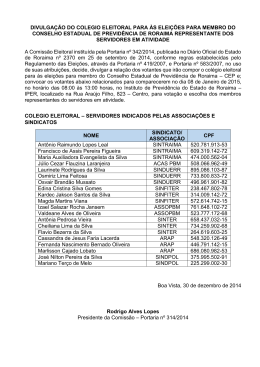
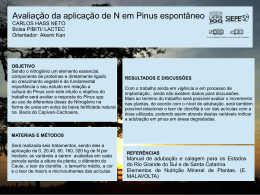
IS»! ~ iffotaooee dos dados Exiyrtmentais
Burante a operação de sintsrxaewào arass* anotadas? w, cada
2 minutos de intervale* a vasas» instantânea medida pé* o
A
> ?Lr.,
Pito* » »
pressão estática ® a temperatura dos gases de combustão»
Operação
Os Boletins d©
(Anexo 2) e gráficos anexos. Figsu 1 & Figs>15» ilustram as ano
tacões feita© <am oada ensaio*
:
Isâ *** fig. Í£ Operação
0 fim d© operação era indicado por duas leituras sucessi
vas da temperatura dos gasesde. combustão -que acusassem a queda de tempe
ratura» indicando que a combustão atingira ã porca© inferior da carga»
0 ar era ligado algum tempo * ainda» processando-se o esfriamento
11
do sin
ter» enquanto se preparava a descarga do material ainterísado» abrinde»
se a porta dianteira do forno*
Cmaterial ainda quente» apresentando*: a parte inferior ih.
candescente» era retirado* destacando-se»com alavancas o blooo sinterisado'das paredes lateriais do forno e colocado sobre um carrinho de mão»
de ferro*
lán seguida» o material sinterizado era pesado» levando-se
conta a tara do carrinho de mão*
em
1
Quebrando-se o blooo com uma marreta de
2 kg em pedaços menores que 76 mm (3**) até que todo © material atravéssaj,
se a peneira de ?6 mm (3")«
ra de 10 mm (3/8")*
era então pesada»
Em seguida»» o material era- passado em penei
A porção de slnter retida em peneira, de 10 mm (3/8*)
A relação entre esta quantidade retida em peneira-de
10 mm Í3/3'') e o total do material sinterizado- dava o rendimento opera*»
cional em aproveitamento do
1
sinter 4-10 mm
(+ 3/8")«
1
A diferença» ou s®«
o material que passasse através da peneira d© 10 mm (3/8") era consi_
derado com® "finots» produto da degradação granulométrica»
f&ese prove -
niente da operação propriamente dita de sinterização ou do quebramento
mecânico posterior*
Este critério de considerar-se como sinter aprovei-
tado» a fração granulométrica entre +10 mm e »76 mm (+3/8" e - 3 " ) também
se coaduna com a prática industrial, onde o material sinterizado sofre
um resfriamento ao ar © em seguida um quebramento e -peneiramento» viean-
E NSAIQS
N0s
1
e 2
ENSAIOS N°s
5e6
VAZÃO
Mj/mm
TEMPERATURA
DEPRESSÃO
jHq
mm
C°
100
200
LEGENDA
ENSAIO
75
5
TEMPERATURA *
x
x
VAZÃO
O
O
O
DEPRESSÃO
•
—
50
ÍOO -+
»
ENSAIO 6
25
TEMPERATURA *
*
*
VAZA O
O
o
O
O
DEPRESSÃO
E
' MPO (minui-os^)
E N S A I O S
7
e8
ENSAIOS
N°s9el0
VAZÃO
M^rnm
TEMPERATURA
200
L £
DEPRESSÃO
mm/Hg
100
GENOA
ENSAIO
9
75
TEMPERATURA
x
*
*
VAZÃO
o
O
o
ENSA10
50
100+
DEPRESSÃO
10
temperatura /
x— - K
VAZÃO
o- -o
o
^ 2 5
DEPRESSÃO
-O
O
20
0
TEMPO
(minurW)
30
l-O
ENSAIOS
N°s
Ile
12
ENSAIOS
N°s
I3 e
14
E N S A I O S
N°s
I5el 6
TMPERATURA
VAZÃO
m m
C°
4- io
2 00
DEPRESSÃO
mm/H g
100
L E 6 E N DA
ENSAIO
15
• 75
TEMPERATURA X
x
*
VAZÃO
O
O
O
DEPRESSÃO
•
•-
ENSAIO
v
J
T . ~ *j
o
-50
^.y
16
TEMPERATURA *
*=-
VAZÃO
O
DEPRESSÃO
100
O
*
25
O
»
0
20
10
TEMPO
(minuhos)
30
4 -0
ENSAIOS
TEMPO
N°s
(minutos)
I7 e
18
d o obte? u m bitolamento dimensional' p a r a o sinter que v a i ser carregado,
'no Alto Forno*
f
I&_9 ** o material aproveitado era finalmente, auebrado a marreisseparando-se uma parte de 5 kg retido na peneira de 2 para o ensaio de
qualidade
ensaio de íááquina Peval «* e outra porção de 5 kg com taram*.**
entre 1 0 e 1 9 m m ( 3 / 4 . © ' 3 / 8 ) para»"oama" d a operação»ensaio B t t b o e q u s n t
M
W
7 * 1 0 •» Índice de Produção ou Produtividade
0 material sinterizado aproveitado entre 10 mai e 76 mapôs o resfriamento é s quebramento» referido a o tempo d e operação» {p*»Ti
do de combustão) e â área de grelha» dá o indice em kg/a/sa^ designado > Produtividade.
7« 11 - índice de Qualidade •« Besistência a abrasa©
Como indice de qualidade do sinter, limitou-se neste eet
do à verificação do seu comportamento no ensaio.de desgaste, ou abrasão
reciproca*
S e fato», sendo o sinter u m material friável* interessa c o n f e s
cer sua qualidade sob este aspecto mecânico de resistência ao db.oq.ue«
A
degradação dimensional dos pedaços de sinter ® m consequência d© manusaio
resulta-., na produção de "finos" ». isto ê frações gramiioraêtricas in£'exd£
9
r e s a Í Ó m m ( 3 / 8 ) c o m sensível preáuizo p a r a a operação d e redução
M
nb
Alto Forno» como e'notório* ' Ó'sinter durante o transporte na Usina» so
fre quedas e abrasão.por efeito do rolamento -dos pedaços» une sobre
outros«
©©•
A degradação dimensional não resulta em'geral» do esmagamento
pela carga de compressão, interessando secundariamente esta caracter!sti
ca*
Ao contrário» interessa conhecer a sua "resistência ao choque", .cu
"queda" medida pelo "shatter t e s t " e a resistência ao rolamento das partas5 umas por sdbre as'outras»
"resistência a abrasão" ou "resistência
ao desgaste reciproco"» medida pelo ensaio Doval»
Como o ."Shatter 3?e«t"
(queda do natarial sobre chapa da ferro» da altura de dois metros, deteg
tandease por peneiramento os finos produzidos)» áá tem sido éxteneivamen
te usado nos testes de sinterização» notando-se alto índice de dispersão
nos resultados preferiu-se neste estudo experimental adotar o ensaio J}&
s
val,
seguindo-se a orientação sugerida pelo Professor Orientador, d®
s®
aquilatar a "abrasa© recíproca" como medida do afeito da fragilidad©
do
material.
1 analise dos resultados obtidos com © ensaio Devala mostrou
que eles eram estatisticamente consistentes e de valor significativo*
0
©asai© consistiu na colocação de cerca de 30 pedaços de ainter classificados granulomètricamente, entre 51 mm e ?6 mm (3" e 2") e pesando exata
mente 5000 g l g em cada um dos dois tambores*
Apôs o tempo de ensaio
d© 30 minutos, durante o qual se produziram 990 rotações em cada um
tambores.(exatamente
dos
1
30 min x 33 EPM)» abriam-®© os recepientes e o metjs
.vial era passado em peneira de 10 mm
(3/8")«
A percentagem de material que passava através da
peneira
d® 10 mm ©ra designada por Uj a resistência ao desgaste ou índice de qua
lidado „ .resultava da expresaaos 100-U»
0 resultado anotado em um ensaio»
representa a média das
pesagens doe materiais em ciada um dos tambores» sendo notável consignar
que & máxima dispersão constatada em um mesmo eneaioj ou seja» & diferes
ça de valores resultantes da pesagem do material procedente da mesma car
ga sinteriaada»
e carregada separada e simultaneamente nos dois tambores
foi da ordem de (6$) seis por cento*
e
(Ensaio d® serie n 8)*
Posteriormente a realização destes ensaios na máquina D©«*
vai foi feito um estudo minucioso deste método de ensaio do Sinter pelos
autores Prof. Tbaroiai©
3>«§«
Santos e J«F* Figueiroa, no qual os autores
recomendam © tempo d© ensaio de 30 minutos» como o ,já adotado no presen-
te estudo? e preéonisam a adoção da expressão algorítmica que se segue»
(V* £ab* 5) designando-a como "Intensidade de Sinterisaçao"? Is
•r- '
Y~J0O~Z(f'P)
onde
p é a porcentagem de finos que passa na peneira de 4»? mm (4 mesa fyler)
ou 4>669
e
& abertura*
lo presente estudo» adotou-se a peneira de
10 mm (3/8") j era virtude da especial significação desta medida granulo*
métrica» que define industrialmente
(na prática atual)» o corto no cata-
po granulométrioo do material a ser carregado diretamente no Alto Forno,,
separando-»© daquele que se encaminha ao Forno de Si&terlaaçao*
"Um segundo corte do campo granulómetrico dos minérios se
delinea* a 0,1 mm ou 150 malhas
(mesa fyler) para derivar entre as apli-
cações nos processo de Sinterização e Peíotisacão, éste último utilizando o minério de granulação mais fina
11
Como sera visto posteriormente» o índice de qualidade re¬
flete sobre a produtividade» de ura modo indireto» influenciando sobre
o
teor de finos recireulados que se tradua em débito na produção efetiva
èo Sinter.
A quantidade de finos de sinterisação ê um dado experimen-
tal peculiar a cada Usina, pois depende não so das características da ma
feria prima que compõe a carga» mas do equipamento mecânico e tipo de
instalação no manuseio do ainter»
Haverá, pois» para diferentes sinters de mesmo índice de .
qualidade, a maior ou menor proporção de finos produzidos» dependendo da
intensidad© de recorrência no manuseio, e da técnica de resfriamento* Sn
r
«KM
tretanto, numa mesma Usina» a produção de finos dependerá diretamente da
Cualidad© mecánica" do einter produzido*
0 índice d© qualidade determjL
nado experimentalmente (intensidade de sinterisaçao e resistencia a abra
TABELA
5
,GQRRESPOM)MCIA ENTRE RESISTÊNCIA A ABRASlO B IHTJ3NSIDABE DE SIHTfíRIZAM o
I » 100 * 2 (p
P
5)
y
onde p » resistência a abrasão
(Doval)
Experien.
- 60 «
sao) cerrolaoiona-eo estatisticamente por variação linear coxa o teor de
combustível da carga, conforme mostra o cálculo d© correlação f e t o (?*
Tab* 6) e o gráfico ilustrativo
(Fig* 16
A
cvidenoiando que as *irvaa
©xperíraontais obtidas aferem-se a uma regressão linear entro as \sria«*
veis?
Índico d© qualidade e teor de combustível»
0 Índico de qualidade expresso como "resistência mstl n i -
ca" ouj maia especificamente»
proca"
s
"resistência ao desgaste por abrasão
vci
relaciona-se segundo algoritmo algébrico tomado por definiç/o»
com "intensidade d© sinteriaação" conceituada como sendo "a maior ci mo
nor generalização das interações de superfioie dos grânulos o r i g i n e e
das roaçooo que tenham lugar no processo"
62» pg 134 - ABM 1961)*
(Prof« $*D*S« Santos. B o u n»
A "intensidade do sintorisação" pode»
sol o as
peeto formal, apresentar-se' como uma função descontínua quando -?.t:".ujicfos
valores d© certa, ordem que impliquem no aparecimento de fenômeno9 secundários modificadores das forças de coesão intergranulares.
exemplo» num sintèr auto-fundente»
A»3i.v.»
a coesão intorgranular dejonde
grande parte da esoorificagão que cimenta os grânulos de minério.
por
em
Quan
do a espessura desta esoaria atinge um oerto valor» .pode aoontsoer que
a um acréscimo na "intensidade de sinterização" corresponda um descrês»
cimo na resistência mecânica da sinter*
Dependendo da velocidade
de resfriamento da capa de escoria que envolve os grãos» ftft produção de
uma vitrificação consistente
(têmpera ao ar)» resultando alta resistência
do ointer ou o aparecimento de uma camada d® escória fendilhada devido a
variação de volume dos silicatos presentes? fenômeno decorrente p o r v e zes da presença d© formasafeS%répicas
talinos»
dos constituintes silicatados ©ris
resultando baixa resistência do sintor.
0 autor obteve» nas experiências preliminares era que usou
propositadamente»
teor exagerado de combustível» ura sintor relativamente
friável, isto é, com baixa resistência mecânica»
6.?. **"
TABELA S« 6
CORRELAÇÃO DOS DADOS OBSERVADOS EKTRE "IKTENSIDADE DE SIHTEBIZÀÇXO
E
"TEOR DE COMBUSTÍVEL»
X
(Variável independente) :
V
(Variável dependente)?
Resistência ao Desgaste
Y
(Variável dependente) :
Intensidade de Sinterizaçâo
I
?
s
Teor de Combustível
X
XI
A.
•
4.900,00
.
25.0
1
80.0
?0,0
5.0
35O.O
I
2
?2.0
54.0
.5*0
27O.©
I
3
80*0
70,0
5-0
35O.O
4*900,00
25
80.0
70,0
5.0
350.0
4'900?00
25
78.0
66 »0
5*0
330.0
4*356-00
25
6
74.0
58.0
5.0
290.O
3*364*00
25
1
78,0
66*0
4*0
264« 0
4»356.00
16
8
67-0
44*0
4-0
,176.0
1*936«00
16
9
77-0
64.0
4.0
256*0
4 * 0 9 650 0
16.
10
70.0
50.0
4»0
200.0
2*500*00
16
il
70,0
50.0
4*0
200.0
2.5OO.OO
16
12
74*0
58,0
4* 0
232 .,0
3*364*00
16
13
61. Ò
32« 0
3-0
96.0
I.O24 . O O
9
14
70.4
50*8
3.0
I52.4
2,580,64
9
15
80.0
70.0
3*0
210.0
4*9Qo;^oo
9
16
6 0.0
30,0
3*0
9O.O
900.. 00
17
64*0
38,0
3.0
114.0
1,444*00
9
18
68 0
A
42,0
3,0
126,0
1,764*00
9
982,8
72.0
A
1
1*303*4
4.O56.4
'
2*916.00
56,700.00
25
'
9
300
61 Ü.
^á^SJlIS ÈÊ. SãSÍMÊãSÚíê.
Ti
Sá correlação (gfcsjgr
i&
J j l i T -
-ãiêiAr:
n
16
( H x ) ( H _ y [ A
rt
288
7066U-
3 92?»(?
18.'
3028.54'.
5 y A
\ AA
y
=
\/ml 2
M
-
M
13,30
Interpretação do resultados
I
Comparando-se aos valores encontrados nas tabelas estatística^
11
(Bibliografia itera 33) de "coeficientes de correlação » verifica-se
I
que existe "correlação positiva" em nível altamente significante en*
j
tre o "teor d© combustível*
1
e "intensidade de sinterlzação"? © que sigj
I
nifica que na faixa considerada quanto maior o teor de combustível»
maior a resistência mecânica do sinter e mais alto o índice de inten¬
sidade de sint©risacão»
*mnsm*
JWMINWCT
W**AA
cka^A
wwvwmMmniMtot*&mJwmt*m:^^
INFLUENCIA
SOBRE
/OU
A
DO
TEOR
RESISTÊNCIA
INTENSIDADE
DE
DE
COMBUSTÍVEL
AO
DESGASTE
E
SINTERIZACÃO
t/NiOAoes
CQNVENQQNAES
10090
80
70
* 5
I
60 •
0
IA
O
O
0
u\
50
<* 40 •
INTENSIDADE
DE SINTERIZACÃO
2
1 £
Z
RESISTENCIA
AO DESGASTE
so-
io
ÍÜi
ão -
z
10 -
—»
%
TEOR
DE
COMBUSTÍVEL
l
CD
to
I
1
1
O "índio© d© qualidade * relacionais© â «redutibilidade *
d© sintor.
Geralmenteadmite»»©
que sejam graudesa®
ou seja* d© índice de correlação negativo*
tanto menos redutíveis
contravariantes?
Quanto mais "duro" o sinterf.
donde a recomendação de que se deve manter a
re
sisténoia ao menor nível compatível com o manuseio do sinter na Usina.
1
Ista dogmática não passa d© "tabu industrial * © decorre do aspecto metá¬
lico © menos poroso do sinter mais resistente*
Os autores costumam rela
oionar a maior intensidade de sinterização decorrente do maior teor de
combustível da carga com© tendo ©feito detrimento sobr© a redutibilidade
do sinter* em virtudo do ambionte redutor gerado © consequente formação
de compostos ferrosos -* FsO*Siôg eu P&y&lits © aparecimento eventual D O
Pe metálico reduzido*
Ensaios recentes feitos no IPT
S» Santos)s mostraram que o @adr©
(Prof* Tharoisio 3
não era tão negro como pareciaj pode
ser aumentada a resistência do sinter de minério de ferro, sem causar
prejuíso à redutibilidade.
Aliás a recente prática industrial da Usina
de Volta Redonda vem corroborar essa asserção»
Kates resultados experimentais sobre a bda redutibilidade
de um sinter duro terão repercussão na pratica industrial9 pois constitua
uma reviravolta no conceito já referido que o admitido como postulado ro
tineiro»
"aliáss á lugar comum o tabu em cortas práticas industriado
cabendo ao pesquisador esclarecê-las;
assim como é lugar comum a supers
tição em certos hábitos populares, cabendo ao educador corrigi-las"*
8* CARACTERÍSTICAS OBSERVADAS E RESULTADOS EXf^IMgj^AIS OBTIDOS (tMSáb.t *
8* 1 * I n ü c e de Produção
Produtividade aparentes entre 390 e I«100 kg/m/fe,f
MEDIS.
VIII
VII
; 10
11
12
* 1,10
0,86
.2100
7396
14
13
1,10
1.2100
IX
16
15
SOMA
17
18
1,15
0,55
0,63
0,45
0,70
0,67;
3025
3969
2025
4900
4489
1.3225
07
1,96
1,] .8
1,15
1,82
035
O.980
o.í >90
0.575
O.9IO
14,93
13.3191
14,9.3
, v?o»o
70,0
74,0
61, 0
To, 4
80,0
60,0
64,0
68,0
1303,4
4900
4900
5476
3721
4956,1 5
6400
3600
4096
4624
95119,16
,0
'
»5 ' ,
' 'íf
239
96}'"
W, 0
13] U,4 f
12,0
65h l.
17
16
22
289
256
484
33 .,1089)
44
19,6
210*25 3 84,16- 2 2 2 , 0 1
s i
00,0
n
"S
A
3 7 (3 L369)
!
32 <, 1 0 2 4 )
358
lí 5,5
:
i ]5,0
179
18,5
35*5
5 2 9 , 0 1260,25
26,9
;;• 29,1
3 4 2 , 2 5 • 846,81 7 2 3 , 6 1
J
::
387 Ã
900334
'/
;
28,0
193,5f
3150
99225
¡396900)
M20
29OO
84100
25921
. 452 i, 2 0 4 3 0 1 )
2,113
2,130
4 0 7 1 , 1 6 5 6 4 9 ) ' '630
113
130
12769
26900
87
7569
2304
'39
(152IOO)
k
8,2
8,0
.6, 6
, ,6,1
6724
6400
4356
3721
12,70,
6 ,35-.,
84100
1197942
3 150
1,992
2
'8
-8
4225
4
64 .
64
-63
(3969)
;
6,0
6,0
3600
3600
;
18.514
5,2
2704
2704
10,4
6,0
5,2
37,0"8
1028
5,2
1?,0
4679
301430
2.0000
3,
-V
1028
0
A
>
233,9£
-65
I.9685
2.0195
46790
(3969OO)
2,002 ,2,008
1,935
2900
3 4 0 0i
6 0 0 2 5 II56OO
25921
2 3 35
2,087
1,952
2450 :
162b
25Z6&1
126,0
90248
126,0
63,0 :
245
290
190
I85
110
254
186
239
60025
84100
36100
34225
12100
64516
24596
57121
3629 '
759569
535
375.
36<
425
3629
267,5
187,5.-
18 2
212,5
1814,5
5*59
5» 25
26>043i 3!248TT~• 2 7 5 6 2 5
1''
7452
27,0
5»71
yf
190
26*5
8,10
t -
324
;
17,25
16,20
¡¡5/.
358
387,0 '
2.1215
: :7*9
324 •
14
56,0
243 (59049)
5 -
361
18
r
3 150
14400/
18 . [,;•
19
54,0
630
' 120
2J3,0
•30,0
66,0
53,0 ,
,04100 99225
¿.120
• * 484
1303,41
34,5
3150
6400-}
'í
2Í í',0
14,9
132,0
70,0
2
(j L936)
l 5 .5
Í4',5
140,0
.
5,11
3*82
261121 145924
4*93 i . 6 9 -- - 6 - , 88
A
241081 323761
11,30
10,36
8, 7 3
5 ,65
5,18
4, 365
473344
12,57
6,285
103,64
6117222
103,64
51,82
i. tQS VALORES COHRESPONDEIÍTUS A DUAS RÉPLICAS DE ENSAIO.
[A ABlTSSTICA DOS RESULTADOS DE DUAS RÉPLICAS DI ENSAIO.
MQlO DOS VALORES CORRESPONDEM liS AO TOTAL DOS RESULTADOS DE CADA CARACTERlSTieA
1
lXIOTACA.
RESULTADOS DOS*
CARGAS
N'S
II
III
ENSAIOS N«S
CARACTERÍSTICAS
R
C.68
C,39
0,86
C.79
Q
4624
1521
7396
6241
PRODUTIVIDADE
S
1,C7
T76T"
M
C.535
O .825
I .C7C
E
DESGASTE
AO
Q
($)
TEMPO DE OPBRAÇlO
(minutos)
64CC
PINOS
DE
{%)
8C,C
8C,C
TM
74,C
5184
64CC
64OO
6084
5476
152,C
160,0
152,C
M
76,C
80,0
76,C
R
25
33
Q
625
IO89
S
58
(BB64)
22,2
Q
492,84
51 ,C
M
25,5
Q'
R
PESO ESPECIFICO
(gr/cm3)
256
42
(1764)
18,C
21,C
441,CC
22,6
16,5
4CCC
484OO
16CCCC
4 C C C C
60025
4CCCC
(3844CC)
(»C)
VAZXO M X I M A
A
(m /min)
NOMENCLATURA
29OO
84IOO
49C
(24C1CC)
2.45O
2,160
2,172
1.943
2.O6O
222
160
172
-57
6C
49824
256OO
29584
3249
36CC
R'
217
Q'
S«
47C89
439
62C
3.1CC
2.225
(192721)
332
(11C224)
3
(9)
2.0015
2.166C
2.2195
1C,5
64CC
7225
9,25
MÁXIMA
ISTO
1 5 , C
51C,76 225,CC
324,CC
437A"
BB,C
7396
5184
R
1B9
Q
19B21
125
15625
4225
4624
1B,B
15,
TE.IPERATURA
36 (1296)
22CC
2,222
Q
4CC
2000
R
UHEDADE
441
245O
2217
M
4411
2 C C C
445 (198C25)
M
~1T
21,8
S'
(AFS)
2C
21,0
2875
829,44
s
21
21
29,C
R
R
PERMEABILIDADE
72,C
s
M
QUANTIDADE
1.C7
1.1449 1.1449
2,14
Ton/m2/hora
RESISTENCIA
1.C7I
6,65
7,9
155
2Õ8"
24C25
43264
223
34596
49729
S
264
B6B
40y
M
1B2,0
181,5
204,5
R
7,94
Q
63C436
6~2Ô
5,69
25676I
S
1B,CC
M
6,5C
323761
BO44OO
11,89
5,945
7,12
6,48
5C6944
4199C4
1
B
6
,
>
6
0
8 0
R
RESULTADOS REFERENTES AS VARIAS CARACT SRTSTICAS 5 DUAS REPLI
ENSAIO;; PARA A MESMA CARGA (EXCETO UMIDADE)
1
Q
QUADRADO DOS VALORES CORRESPONDENTES, PARA DETBRMIJfAOjfO M _
DA TABELA»
TABELA
H»
7 -a
MEDIA DOS RESULTADOS
Teor
de
Combustível
cd?
4>
Teores de Carga Recirculada
lOff
p
C,535
Pe 4 8 1 , 5
R
76,C
X f t . E 62,C
T
29,C
2
,
225
P
D
2,2195
9,25
U
X B2 f o
t
6,5CC
V
P
C,945
Pe 85 , 5
I.s. 55,C
R
72,5
T
20,0
16,10
D
U
t
òp
P
C,59C
P©
531
X o B < 41,4
S
65,7
T
22,0
P
26,5
2,260
P
D
2,C19';
U
6,B5
t
187,5
V
5,180
p
Total
por
Colima.
p®
R
T
F
P
D
U
t
P
Pe
Média
por
Coluna
1,0650
6,60
219,5
5,640
R
T "
T
F
P
D
U
t
V
2,070
1,86B
ÍÍÍ4 , c
71,0
66,10
6,610
6,1040
21,20
5B9,0
17,B20
2C$
C,825
66C
B0 ,C
7C,C
21,C
3,1CC
2, I66O
7,9C
1 6 1 ,5
5,945
3C$
1,C7C
749
76,C
62,C
18,C
2,45C
2,CC15
6,65
204 ,5
6,8CC
1,C35
828
57,C
73,5
lo, 0
14 ,85
2,9CC
2 ,1525
7,95
227,5
5,775
C,98C
686
54,C
72,C
16,5
17,25
3,15CA
2 « 2.2.1.^
8,1C
267,5
5,65C
C,575
46C
5C,C
7C,C
18,5
27,C
2,C35
1,9685
6 ,CC
182,C
4,365
2,435
1 ,948
223,5
57,B
63,65
0,0B5
6,2870
21,85
591,0
10,085
C,91C
6B7
4C, 0
66,0
16,0
26,C
3,15C
2,CCCC
5 ,2C
Xe- , )
0,6y0
621
71,4
158,4
23,7
0 ,8117
649,B
74,5
177
1 9 ,17
2,2C3
2,0B47
7,C7
179,7
5,773
2,678B
2 ,C957
7,28B
197,C
5,3617
Total
por
Linha
2,43C
1.89C,5
232,C
194,C
68,C
7,775
6,387C
22,8C
518,C
19,245
2 ,96C
2. 3 6 4 , 5
166,0
218,0
54,5
48,2C
8,175
6,139C
22 ,65
714,5
17,C65
2,C75
1,628
131,C
2C1,7
56,5
81 ,5C
7.445
5,988C
17,55
582,0
<
15,83C
2,96C
2,C72
2 "X $ 0
5C,5
61,75
8,75C
6,123C
19,95
684,5
18,735
7,465
651,7
179,C
19B,5
23,395
18,514C
63,CC
1814,5
52,140
P-Produtiv.
C,9867
Pa-Prodt.efel,
69C,7
R-Resistêno.
71,3
I>>S.--lht.SinteB
156
i» C S ú B T-Terapo
F-Finos
2C,5BB
p-Permeabil.
2,917
D-Deias idade
2,041
U-Umidade
6,65
t-terjperatiœ
2 2 B ,17
V-Vazão
6,í
Produtividade efetivas entre 351 e 880 kg/m /h.* média
2
653» 5 fcg/m /u«
(Produtividade efetiva » Produtividade aparente aeuos o
Retorno)
Sfote-ee que a produtividade aparente em torno de 1 t
por ia£ © por hora corresponde a performance usual da® instalações in**
dugtriais modernas
( 2 4 t/pê^/24us
5
B^ight^Lloyd)*
8*2 - índice de Qualidade
Hesistêaoia a Abrasão?
60/80? média ?2 4
ft
Intensidade de Sxnterizacãoí 3 0/?0j media 54>9
Se olaseifioarmos o sinter quanto â resistência ©ms
Sinter de alta resistência mecânicas
Índice de Sinterizagao maior que 60$
Sinter de media resistência mecânicas
Xndioe de Sinterlzaoâe entre 50 o 60}
Sinter de baiaca resistência mee&nieas
Xndioe de Sinterizagão menor que 50j
•«rorifiear-*se-*á que as cargas oom 3$ de coque produzirem ©inter d© baixa
resistência mecânica*
aquelas oom 4$ de coque produziram sinter oom media
resistência mecânica e as 5$ de combustível
(coque)-» resultaram em sintex
duro» iato é com alta resistência mecânica*.
P
8*3 -» Tempo de Qperagao
Média geralt 19 s 9 minutos
0 valor dos "tempos" ou oielo operatório parece depender
pouco do teor de combustível da mistura (22,7 min para 5$ de coque;
18?1? min para A$ de coquef
18,83 min para 336 de coque)? sendo algo ma-
ior« entretanto.^ na mistura'mais rica de combustíveis
d® moinha ds
A influência do teor- de retorno ê mais notéreas * aumentando
o teor d© sintor recirculcdo* dimiaue o ciolo operatório.
p a r a IQjS
í
23»? minutes
p a r a 20}S
i
19,2? minutos
p a r a 30$
s
16^85 minutos
Um efeito significativo das duas variávois independentes,
teor d® combustível e teor de retorno sobre o tempo do operação aparece
na combinação dos valores, 5$ coque x 10$ retorno, resultando em tempo
excessivamente longo?
29 minutos»
80,4 « Temperatura M á x i m a dos Gasees de Combustão
Média geral*
2 01 6°C
1
k influência do teor d® combustível da mistura não 0 dl-retáronte proporcional â temperatura doe gasos como seria d© m esperar^
aómitiado o fato do regimem de combustão se processar eom um -mesmo esbcefâ
isá? de &s disponível $ para as várias m i s t u r a s .
Teor de combustíveis
Temperatura doe gasess
4$
5$
3$
C
1?2 6? «C,- " 2 3 8 17 C ? 194*Xm
5
9
â ©xplieao&o reside na cinética, d® reação de earfcxisita© 0 0 ^
1
jugado a difusão do calor através â massa de material sinteriaante, r©s»l
tando dos dois fatosreo a forma da onda de p r o p a g a ç ã o térmica.
de combustão so processando em tempo curto
A reao&o
(alta velocidad©) e com peque
na difusão térmica? resulta numa forma de onda em pico, com alto aquecimento local, comunicando aos gases de combustão alta temperatura*
0 con
trârio acontece quando a forma de onda térmica tem gradiente suave em re
laçãc i coordenada v e r t i c a l * resultando numa diluição do calor em larga
faixa entro seooes v e r t i c a i s .
1
â influência do. "teor de retorno ' sobre a "temperatura
-
do© gasea" se torna evidente, porque, maior o teor de r e t o m o , mais alta
a temperatura dos gases»
A explicação ê a mesma,, acentuada a dominância
do efeito do teor de retorno sobre a velocidad© da reação d© combustão?
Teor de retornos
10$
Temperatura dos gases
Tempo de reação
(t>C)
20$
179»7
(min)
30$
197.9©
23,7
228,17
19*17
16,83
8.5 ~ Teor de Fino»
Média obtida dos ensaioss
21*5$
Observa-se que, para o teor de combustível na mistura,
abaixo de um certo nivel
t
o teor de finos aumenta substancialmente^
Teor de combustível*
5$
Teor d o Finos:
21,27$
4$
3$
16*07$
2?.17$
0 teor de rstôxoo pouca ou nenhuma influencia teve sobro o
toer d® finos resultantes na mistura ointerizada»
8*6 •* Permeabilidade
Relacionais® especificamente ao teor de retorno*
Maior o
teor de retorno? maior a Permeabilidade da mistura*
Te.oa? d© Settoaov
Permeabilidade
(AFS) $
10$
20$
2.203
2.678
30$
2.917
0 teor de retorno tornando a oarga mais permeável explica
a redução do tempo d© operação ou seja -estimula .a cinética de re&ç&OT
9
8*7 « Densidade da Mistura
 densidade da mietura nao sofre praticamente influânoi;
da variação do teor de combustível*
à. densidad© média da mistura foi de 2*057*
68 ~
A densidade da mistura nâo ê influenciada peio "teor de
retomo"»
A influência do prê-sinter na mistura se exprime não por um
afofamento da mistura, mas por um aumento da Permeabilidade*
Resultados Médios Obtidos
Teor d® Estornos
Densidade
10$
3
(g/cm )
Permeabilidade (AFS)
2 0$
30$
2,0347
2,095?
2?041
2.203
2.678
2,917
•0 teor de combustível mineral influi no sentido áo aumen*
to da Densidade•
Hesultados Médios Obtidos
Teor d© Combustívelt
Ponsidade
(aparente)> g r / c m
3$
A
1*996
4$
5$
2 ©34
f
2,129
P.esulta o que não seria esperável como efeito de massa
na Regra das Misturas.
0 aumento do teor de componente de menor d©Ksí~
dad® na© contribue para a diminuição da massa especifica*
Pode-se ea&pli
car o efeito contrário pela ocupação doa vazios na mistura granular pe¬
las partículas d© combustível de menor dimensão»
8o 8 « Umidade d© Trabalho
A umidade ótima de trabalho foi escolhida no sentido de se
obter a máxima permeabilidade para uma dada composição d© mistura,
lesul
ta que a umidade ótima ê menor abaixo de um certo teor de combustível
e
acima de um certo teor de retomo*
Assim, para a combinação?
alto toor de r e t o m o e baixo
teor de combustível obt®m~se "baixo teor d© umidade"*
traditória dessa asoerç&o*
Ê válida a © o a
assim ê que resulta.dos dados d® operação
A
os seguintes valoresg
Alto Combustível (5$) + Baixo R e t o r n o (10$)
Baixo Combustível (3$) + Alto Retorno (30$)
- Alta Umidade (9»25$)
- Baixa Umidade
(5,2$)
A escolha da,umidade ótima ê fator de grande importância
sa prâtioa operatória* p o r condicionar a permeabilidade da mistura e9
portanto, o regime de combustão»
A vazão acompanha a permeabii idade da mistura sinteriaan
te»
Há uma correlação positiva entre' ambas v a r i á v e i s demonstrada gr&fl"
8
ca. e analiticamente* {?,— Figo 17)<>
S e n d o a expressão analítica da Permeabilidade em unidades
A F S j . P * Tzll/Sxpj, ondes'
P » Permeabilidade
(«sB4»g«>l«MÍNCL)
¥ a» Y&gao em om '/ffiiBt.
H « altura, da camada de material
(ora)
S m Seção do forno de aínterizaçao («a?)
p «. pressão do ar
3
diferencial
9
(g/om2)
• 2 '
Sendo nas experiências^ H:* 30 m e..S * .30.x 30 .em , anotando tf
om
m* /nâ.n$ tom-ee?
P
1* o 2o00ô encon'r .\í
-70-
RE G R ESSÃO
#
PERMEABILIDADE X VAZÃO
FIG.
17
Pequenas diaorepânoiae entre os valores de permeabilidade
para uma mesma mistura explicara-se pelas condições diferentes de adensa*
mento êo material, respectivamente para o carregamento do forno, e para a
confecção do corpo d© prova em laboratório*
Outrossim.» no ensaio indus¬
trial é mais propenso o aparecimento de fissuras na massa de material
c&m
entrada falsa d® ar além dos vazamentos pelos cantos vivos da sooae
reta do forno*
Anotou~se a vasao nominal calculada através do ábaco, (v\
Fig.l3Lf) partindo-se dos dados de pressão estática, temperatura e p r e s são dinâmicas avaiíou~se também a vagão efetiva do ar em condições nor*>
mais d© pressS©9 ® temperatura, descontadas as fugas de vasao que p u d e ~
ram ser detetades.
"
lo ensaio em branco? para verificação das fugas de ar? v©
dou-s© a entrada d© ar através da parte superior da carga*
Constatou-se
a ocurrência d© pressão dinâasica no tubo de Pitot de 1 a 3 nim de á g u a , o
çjü© representa a fuga pela camisa d© ar do forno d® 1 8 a 3 l w^ftâíxt
9
ar*
f
ce-
'á vasao inicial foi em média -de 6*3 mT/rain © & vasao final d® de.
'8?6 wr/miM$
situ&~»s% pois» dentro da gama d© vazões obtidas ao© forno®
A
industriais de sinterisação que variam d© 1 0 a l.?5 m ^ / W m * por metro
qpj&
eirado' de área de grelha»
1» glgggSg£0
e
jffláiüsjji
DOS RSSUI^ADOS OBTIDOS
9*1 - Variação da Permeabilidade durante o Ensaio de ^interiaacaos
Kao obstante a vasao efetiva aumentar ào inicio ao fim do
©nsaio,- em menos de 50$? & permeabilidade d© sinter final é mais do gue
o dobro da permeabilidade da mistura fjmida*
JÜ o que so depreende dos re
sultado® obtidos» por cálculo, partindo-se das vasões observadas durante
o decorrer d® u m mesmo sfâa&io* levando-se em conta a medada da pressão
CALCULO
DA
VAZAO
DE AR
-71A-
(
C
n
m
}
-10
-
Q0
9
(m/min)
- 8
NOMOGRAMA DA FUNÇÃO
Q0 = 3 , 8 2 n/TT-T
2 0
-
7
18
16
14
—6
T- 2730 C
- S
300
280
12
4.S
240
'11¬
_:._220
-r. --ÍT2Ó0*:
10
2 Q
.o
60
8
:
180
-
160
-
140
-
120
-
3.S
"~~ROO—
70
S0
40
2.S
10
6
S.S
S
4.S
-4
3.8
H
1,5
1,4
3.6
1.3.
1,2
1,1
1
0,9
Fig.17 A
0,8
estática,
lida em cada observação»
Como a pressão inicial ê geralmente a mesma., adotou-se uai
valor
constante para se obter um fórmula simplificada de regressão entro
Permeabilidade © vasão.
Para o valor de depressão d® 49 mm de mercúrio
2
sucção), teo-aes 7p = M, °) / 13, É> = '4 é, 7 § / cm , e '
A
(valor
d©
l a e)<? j> iie ss a? (i i)
Bntretanto? calculando-se a Permeabilidade a partir das
vasoes observadas^ encontramos?
I' « 415 V (oade l é s vasão nominal em condições normais) ©3
P «* é'50 ¥
(onde f i a vasão corrigida das perdas)*
Vè-se que a vasão teórica situa-se entre as duas estimati
vas para ©S'valores da vasão
s
com e sem correção» (V. tabela 7-B)
Ha fórmula analítioa que define a Permeabilidade?
P-¥xH/
pxS« esta variável s© relaciona em proporção direta ao comprimento ideal
"H
M
do., filete fluido de ar que atravessa o material © ©m proporção inve?
sa à secção reta © uniforme do ànesmo filete. • Como no ensaio de Laborstõ
ri© o material granulado é condicionado ©m um tubo cilíndrico, pode assi
milar-se o movimento fluido-dinâmiOO do ar*, a uma somatória de filetes
de ar d© seção igual a do espaço inter granular ou seja
f
comparável ã do
movimeat© d© um fluido em um tubo d© paredes rugosasj, sendo as rugosida^
áee da mo ama ordem de grandesa que © diâmetro do tubo.
Sendo 3 densidade aparente, metade da densidade real do
sinter
(dois contra quatro) segue-se que a porcentagem de vazios ou poro
sidade é da ordem de
mm de diâmetro
s
50£*
3e o tamanho médio das partículas for de tres
o espaço intergranular será da ordem de 0 5 ES® relaciona,
vel a modelo teórico de partículas esférica iguais»
9
-72A-
fálBLA 7-B
BPABBLA BAS PESMEUÎILIBÂBES i-ÎMS E CÂLOIÏLàS M
Básalo
fPermeabil* Permeasili* PermeaM.1* « fasse
j f.r A
Calsítlada
Calcrtûada
Lida
' îâStfii ¿ C< í
Li<ia
(SiiRtos?
J(.iniei&X
1
I
ÍI îpal )
(mistura
i
1
2450
4900
2
2000
2 Q 8 0
5460
I
3
2
3550
7250
i
7,8
1*0
273©
6650
!
5*8
3,?
91öö
j
2
m
4#
i
2 2, ¿2
7?Ö
i
4 5
a
2000'.
is
2900
244Ö.
290©
3900
-
7
8
5.« S
"í ê
s
tst.
3130
9
fSao
!
6 8.
. . I-
S
9^9
i
ma
3S
1 6
XI
315®
26SÔ
15Ô0
%6
'¡
162©
j
é,5
2950
Irritó* <
^8©
162©
¿atar?
2540
j • 3180
6
&•
33
3së
3400
18
5*9
l
j
5910
2450
.i
5*2
i
7,5'-
8, Ó
!
M i
«fe?»?
17
. 8*6
6,5
14
16
í
2750
12 •
13
Ç
?
I
5*3
?s4
400
4679©
12395S
112,8
i
X54.Ö
ï
-95,2
W O H K r H ^
2600
314©.
Î
öB9©
Î
leiaçao entre Psrmtabilldad© e Vasa©' i«a©dias)í
$«©rieas-.
P *
* V
Experimental : P =« 41B ss. V
5*3
I
6... ¿
j
Ho decorrer do processo de sintetização? as partículas m®
nores incorporam-se as de maior diâmetro,* num processo de fusão inoipien.
t© que- elimina grande parte dos vasios entro as perticuias menores»
Sm-
'bora o sinter queimado conserve a mesma porosidade da mistura inicial<
configura-se diferentemente a forma © o tamanho desses vasios que> aumsa
tam d© muitas veaes sua dimensão linear*
Io modelo fiuidodinâmioo exemplificado admitiu->>se o atroes
mm
to'-dos -filetes tubulares d© paredes rugosas passando d© 0$5
iniciais
para a dimensão final de 3 dam d© diâmetro médio»
0 numero d© Reynolds para os casos extremos., do inicio ao
fim da sinterizagao serás
valores
-
INICIAIS
•
JàMEEEL iWME
4m/©
velooidade do ar «' 2 n/s
diâmetro « 0*5 um"
3 am
300 C«
temperatura *;20» 0
viscosidade cinenw» 0 14
f
2
em?/s
Humero d e R e y n o l d s * 200x0*05/0*14 » í»2
lã© obstante o «íâmero. de Reynolds
0*5©" e m / s
400 x 0? 3/0*5$" - 214
situar-se bem abaixo
do valor ©ritlcOf indicando regime de escoamento laminar, pode-se adn&«*
tir um fluxo d® ar turbulento ou melhor em regime rugoso eomo modelo
flu:ldodiaâmio©
9
em virtude da variação a curto espaço da forma © dimen**
são das seoções-j, além da rugosidade da superfioi© de pereolaça© do file
tos de a r .
^
• 0 autor desenvolveu «ma metodologia experimental que p e r -
mite chegar à'configuração modelo de um sinter sob o ponto de vista flui
dó âittâóioo»
Partindo-se dos valores 'experimentais»
granulometrla, p o -
rosidade e permeabilidade, chega-se â determinação do ooefioionte de per
da, de carga
A
e a tensão de atrito
do este estudo*
*
Em anexo © exemplifica»
(Anexo 3 ) ,
9>2 ~ Estudo dos Fatores que Influem sobre a Produtividade
9*2» !
Interessa na urãtica industriai conhecer os fac-
tores que influem a Obre a produção do sinter^ relacionando os índices d©
produção às característica® de qualidade d© produto»
Utilisou^se para
este estudo o método de análise dos dados de observação denominado *Analiso de Variação".-. *
t
1
Sendo x (P) o resultado d® Produtiiridad© ? tirado ds cada
usa dos 18 ensaios realizados,
1
~ a soma desses resultados,
•
n » l8, o n' d© ensaio® realizados-,
s
R
(t) » '> n d© tratamentos experimentais*
s
9- = 23 n d© replicas de oada ensaio
de .-mesmo tratamento
experimental* t©r-se-à.«
Soma do®'-Quadrados ou *?ariaçao 'fetal da Produtividade'*?
A
P "(p) =
-f*)-*
42,383
j 0 o fator d© correção devido a
V&riaçao devido ao tratamentos
Variação devido ao erros
\/(PJa=
V(P) - V(P) = 0,9 É.3 -.0,705 - 0,2 3 3
e
•
I
i
i
ü
•
I
• •
!
Teta - ÍCVk. i «
•
I
I
<
<••
;
i
•
C,7C3
Í
- l
'o
f
f á B B M I© B
1
•• I
't
*
' íy,nS(;
j
. s .„
• í •
•}
I
.
f
I
V''
-)A'
í
•.. ' I •
I
C,233
(
1
!
fötal
i
• 1
0,9B6
i
lî
f
!
.•••!"
• •
j
5
- " Q ^tirado Méoao* . )
( < .> ctEEit-© sapors QE'Vsal h v í a , , , f o, < - »o i tr>
>< ' ' . • * . O ci t. î c
1t
!
:ioc da iTrmiL.iv.í d f u V , y j h j , • o"" "U i"st:e c
r
<. >. -\>*r
- [r t ''ãK;<aA.ROA Jcvide D © acara» cr ~c y: cv ö.to oz- *v
.
'V »
'li
x~r>
9*1è*%*
>\Î.<*;ROT< jiyaUI " '
N< J Ü
>•*•''!.
'.• F a * .
* fariaçao âa produtlvidaâe devido ao retorno á©
i
•
1
twill
1
* Té .*
i
• Caega-se? pois,, a mais completa faceia das Variações* (fa*
"bela 3)s •
f ABELA Sfi 9
fatores
Gráus de
Variapg Liberdade
1
Variação
Mdia
R&sao de Variação
Caleulada
0,08979
Tratamentos
tabelada
A
3,40"
Combustível
%-26$
2
Retorno
0,26?
2
0.1335
5*61
Interações
0,171
4
•0*0443
1,72 ;
5fl4
F*(8.9)9*9 3 , 2 3
lg; 8,02
Brro
.. p.i2.33
Total
•0*936
0-0259
9
It(4.9)l0jfs 2,65
11
la fabela
9 <3-u© analisa as variações da produtividade$
decorre ojc© os dois fatores» a saber, teor .áe combustível & teor de reteje
no
s
influem significativamente sobré os resultados$ a interação deas© fa
toras é porém de efeito nao significativo*
s
âàJitjJ. "* JjllSJg, Sâ,4. -«SS£isSE ¿SI lat©rações? Punções Orto
gonais d© Fischer*
:
:S possível obter-se
1
informações- mal® especificas sôbr© as
tt
"interações", ¿a que a Asiâlise das Variações** nao exprimiu significan»»,,
©ia so seu aspecto conjunto*
Por vesos a "variação media global" d© ®f®i,
to ©oajunto de dois ©u mais fatores;» encobre variações peculiares • a- um aspecto particular © por vezes importante de interage©»
'
Um -exemplo ilustra.? a análise química do testemunho de um
furo de soêdagem pode sao.diferir significantemente.da análise media do
minério ou rooha pesquisada} quando a separação das amostras se fas de .•
1
•
<*. ff
3 ®in 3 metros,
(interação* locação do furo x profundidade 3/3)? quando
as amostras são tomadas mais a m i ú d o por exemplo, separadas de nível de
7
1 motro ©m 1 metro, aparecem resultados significantemente diferentes do
resultado-representativo da amostra média'do universo pesquisado
(int@ra
caos locação â© furo x profundidade l / l ) * 0 critério do pesquisador
é-
qu© vai decidir a© é d© alguma utilidade © modelo de análise discrímiiiô-'
tôria (de- lm em lm ou de 3m est 3m) tendo em vista o processamento .câ law
,vra industrial»;
Qam
oa 18 dados d© observação podemos formar uma série de
funções lineares ortogonais entre e i , num espaço de 16 dimensões$ ooafor •
me método estudado pelo
ESTATÍSTIEOHAATEMÉTIOO
[email protected]*
A» funções orto
gonai© exprimem -matematicamente a natureza d® independência entre os úêá
dos^observados*
Bsta eonoeituação de Independência dos dado© observados
é essencial para que a teoria estatística s© aplique ao caso pratico*
A expressão geral da Punção
meras
São condições d© ortoganalidadeg
9 soma doe quadrados dos coeficiente de qualquer das fui»
coes igual & unidad®*
A
A
J (q> \—0
9
ffl0ffia
á o s
Produtos d®
coeficientes homólogos de
quais»
quer duas funções igual a aero«
Gad® grupo d© duas observações ou sejs9 o conjunto de d©l®
resultados de ensaios repetidos pod© ser relacionados a uma posição num
©spaço de duas dimensões9 medido por coordenadas
cartesianas representas*
do os dois fatores independentes do campo experimental, a saber; teor d©
combustível e teor do sinter de retorno*
(V» Tab, 10)
As graduações de eeoalá nas duas coordenadas, correspond
1
i-
U N Ç Õ E S
O H T O G
Ú
N á I S
d© aos níveis de v a r i a ç ã o de cada xm dos fatores?
Teor de combustívels
3
Ordenadas,»
-
4
10 - 20 - 30 -
feor ds retornos A b c i s a a s ^
.5?
•*
($)
(#)
Sspaç© d® duas dimensões;.
t (5,10)
II
.?£j20)
I I I ¿5*30)
x? (4*10)
¥
(4*2Q) -
fl (4*30)
VXX
(340)
IX
VIII
(35.30)
•
v
v
/
Convêm n o t a r que n a N g c m p & s ã o das-fungas •ortogonais
v
!s
w
A
s Fg
f
USOU--G0 três
(3)
coeficientes aulosNsm cada uma deJS&s$ o que sig-
nifica uma perda do rendimento da® informações»-; (B » 2 / 3 ) *
Ses© sacrifício formal compensa nela claresa dos sígnifi
*3ad© experimental das funções eleitas»
1'ada adiantaria oseolner f u n c ô W ©ose maior rendimento In
formativo% mas de difícil ou "confusa interpretação prática»
TABELA 11
Fator
Fator B
livel baixo
Hívol baixo
0
R
Mível alto
O)
C
Hxvel alto
TKJ
fABIM
d)
m
1
10
13
1
b
15
16
V I
BC « «2
12
o
(l)
1Q •
13
15
18
10
15
bi
0
13
i
2© {
JC a + 2
- 80 «
TABELA
13
FUNÇÕES ORTOGONAIS SOBRE RESULTADOS DE PRODUTIVIDADE
OBSERVAÇÕES
COEFICIENTES
VALORES
GRUPOS
Função 0
<N°)
Fungaò
1
Função
II
3
1
1
.
0.
1,07
2
3
I I
1,65
III
2,14
4
'5
-
0
6
.7
1,89 .
*!-
8
9
V
Q •
2M
0
10
.
11
VI
1*96
+
-
VII
1,18
4.
4.
1,15
+
12
13
14
15
VIII
-
16
17
IX
0
-
1,550
0,320
22?.,9049
2 4025
Q5.IO24.
12 5-383
0,1335
0,0558
F#1«5í¿5
F.2«2,19
1,82
18
Sem;
14;i93
Q u a d r a d o í-
Baeao
1
de T a t l a n ç a tabalada, F<oalo.)í
9
Grau de Zabordad® d® a i ' * ' ;
9
drâu de I&berdade da ffançaoí %
Uivei
d©
Probabilidad©?
A
5"fC *9«l)5
ll-FCtab.fíl)
%1Z
10,56
S
Vê~se
(fatela 1$) que a interação sxpoBta
pela funga© X
ê altamente significante, enquanto que aquela outra da Funga© II não
te» sjealte ©feito significante*
Antes d© se interpretar o "sentido d© interação expressa
pela Fsagl© I vedamos o. conceito "geral d© "interação"?
e
Por interação se entende a atuação simultânea e efetiva
d© dois ou mais fator©© no fenômeno estudado*
0 ©f©ito resultante pode ser comparado àquele obtido p©»*
ia ação separada de cada um dos fatores.
Assim,, na "experiência fatoriaT" mais simples em que
se
tem dois fatores e dois níveis para oada fator, obtendo-©"® assim 2 x 2 »
4 combinações • «u tratamentos $ resulta o • seguinte esquemas (V» Tabela 11
da pg« 7 9 ) .
0 algoritmo que define a 'Interação** do® fator©® B © 0
A
deâusído «obre os resultados da experiência © © seguintes
B0 o (b*l) (©«»1) o bc-b*»© 4-1
A "Interação" pode ser classificada cosa©? p©sitiva
va ou &ula»
9
negati
0 quadro seguinte tirado -d© Cure© de Estatística do Prof* W «
X » Stevens (2* parte #ag*. 51) permite melhor entender © significado da
n
'"ZnteraisSo »
(V- fabala 12 da pg*79)*
A interação ê aula quando ©s efeitos dos fatores são adje-
tivos*
Por exemplo? no segundo quadro da Tabela 12, © efeito d© substi* .
tuigão d© nível baixo de B pelo nível alto» equivale i> adição d© 5 anids
des tanto na combinação com o nível baixo d© C como na combinação com o
nível alto d© C*
A interação "negativa"* significa que o efeito da oombi
nação de dois fatores é menor qu© a soma doe efeitos dos dois fatores
operando isoladamente»
Finalmente na "interação positiva"
9
o ©feito dos
dois fatores atuando conjuntamente, ê maior que a soma algébrica dos efel^
1
- 82 * .
tos isolados dos moamos dois fatores«
Io ©aso seguinte, podo-se atribuir aos nove grupos experi
mentais o significado que s® segues
1) Nível alto d© combustível
(C) © nível baixo de retorno (r)s
Sruposg I I I , IV $ interação
2) fiv©l alto de combustível
(C?r)
(C) e nível alto'd© retorno
(B)
Grupos? II». III, . YI» InteraçãW ...(C»-R)
3) Hivel baixo d© combustível
Grupos
(c) e nível.'baixo d© r®t©râ© (r)
i IVg fii © VIIIj,
.4) .'Hível. .baixo d© combustível
interação
fo,r)
1
(e) e nível alto de retorno., (l)
Gruposi IV». fill e IX». interação (e*S)
A função i exprime a diferença- entre as^combinações^CE ©
çr3. qu© resulta altamente significante»
Interpreta-»© como tendo a tendência para a alta produti
vidadSjj o ©feit© atuante © conjugado do alto teor d© combustível
asso»
ciado ao alto teor d© «inter d© setôrno e em contraposição a tendência a
baixa produtividade produaída pele efeito "conjugado - do .baixo teor de «cm
feustível associado ao ..baixo teor de sinter de r e t o m o
(por alto © baixo
teca? ©atende-ae» .obviamente», a indicação quantitativa» dentro.da faixa ©JB
fadada}*
á função II mostra çjs® a conjugação doa fatores independen
te», teor de combustível e teor de sinter de retorno* feitos em níveis •
contrários .não produzem nenhum resultado notável
quanto â produtividade»
Est© critério de variação expresso pela Função I» poderá
ser grandemente valioso para.a prática, operatória industrial*
~ 83 *
âsJált - M ü S l S l S Í S Í £ iSÍSâ valores mlájLffl-da Produtiyi»»
TABELA
14
W J B IE FFCDLn^gÇE EM K3M)H
Teor de
Gombustíver
*
Teor de carga reeírculada
5
10
(Mfèr*)
20
0 535
•(290) a
0,825
9
(0,41Q) s
(Biferaaça)
(Sifer.)
(0,090)
0,090
(0,055)
ôj.980.
(0,010)
(0,355 )a
0,550 '
5 • • •
30
1,070
(M5h
(0,210)
4 .
(Diferença)
($>) ' •
(0,015)
0,575
(0,335)»
0,910
s Diferenças significantes
Âdmitindo-s© o nível de probabilidade de 80$ para diserioeL.
nar duas médias - ©om apenas duas repetições -ene corresponde •& média de «sa
da. tratamento,» ter»»e«4j oomo limite ' dif©rêneial ©ignifieantemawa*, o v a l o r d©?
A
j0,2
•
A
â-â W
'
A
= 1383 « \/êjiÇ lsa -
0,2.23
TÔ-ae que- os tratamentos-i? XX • III diferem significante»
mente; isto mostra que*- para o mesmo teor de 5
A
de combustível a produti
vidade sofre Influência significante da variação do teor de retorno»
E m contrapôs ! ção.g e e • tratamentos
III» VII IX? com o
mesmo
teor de retorno (30£)» a produtividade • não sofra inf;Mla©ia da 'variação
do teor de combustível» © que nãoy/oonbeeé ao®-outros níveis experimenta
dos de ..retomo*
..
iim critério de discriminação mais rigoroso» oom nível de
probabilidade de $Ç$ darias
Quanto, aos efeitos principais áa variação de teor d© ®©m*»
bustíveX*
(V. Tabela n
s
16) pode-se afirmar.com segurança
(nível de $Q$
de probabilidade) que a diminuição d© 5$ para 4$L afeta f a v o r â ^ X m e n t e a
média do© resultados d© produtividade © ou© a diminuição d® i$ para
afeta- deefavorãvelmente a média dos resultados de produtividade*
j S I - T i n f i B g ® ãmS St ^uf^id^do
2sÀ ~ M H â S j f i S .
A
A
2 f t «ncia
ao
TOr
sinte|-
desnate*
* M l à i l ® Í5JL JSâffi&fcSãSâ j£
2t3»k2
-
U U M Í
S
J« Sí&M-iââft £&
xesiâ» ia i a »
A
%3.« »4
p a d r p dag Varfoppes
(V« tabela a« 1?)
w
Chega-se a© seguinte quadro para a *H?&Ti&çã©
dos resultados de
1
"leeistêneia a© Desgaste" do sinter;
TABELA
QUADRO m Y A I X A Ç l Ô M
Fatores
f®
1?
QUALIDADE D O SISTIAT QÜABEO A HBSISTMOIA A ABKA»
"
.,
M£L„
Variação
Variação
G r a u s d©
fr&tameato
364,45
S
Urro
385*18
9
Total
la&ã©
„
|Âb®raad©
d©
j
Var^ao,,,,,,
, .i
45s56
8
3 (â*ro) «
n
4Sí»80
17
5 3 ? "
â&&3&SL * I ^ e r y r e t a o a o d© Q%adro„ d a s V a r i a g © e s
Co»©Xu©-se qu©? de uma maneira global $ a variação
da resistência a abrasão devido &o tratamento não © significantes
sendo
explicável pela hipótese nula* isto é» de não haver diferença entre
w
resultados <ju© não seja explicável pelo.©feito errático das provas*
J S Â F E K Á "* Á S L Â L I Â
Disoriadnat^as, d a s M e t e a s
Vejamos pela analise discriminatória das médias se
se pode atribuir algum valor de diferença significativo*
1
•
0 â s s v i © p a d r ã o ' d o e r r o sesid© d © B
A
A
42,8©
J =
« 6*54? tem-ee como Intervalo d © confiança para. assegurar diferença en¬
tre resultados, os seguintes;
Em cada tratamontosmédia de dois resultados
Valores
ta%eíadosst
..J.-
'
.
i
c o r
-4**
—
O
O'/
A
B a m um nível
6j54 * 12 4l
s
de probabilidade da 8Q$* l?88ê rs
A
p a r a um nível de proíbabilidade de 90$s 2 9 2 x ê*54 « 19 ,1,«
5
Sts cada conjunto de três trataraeatess (média de
6 resultados)
#
FplP
À~
v i
'
c/rA
• = > *
7 5
Bara um nível de. probabilidade de 8 0 $ ;
Bar» um nível de probabilidade 90$*
JfeJSâl £ JSââEE ¿ 3 4
A
b e l a »* 18)
f A B E M I® 18
i
QUADRO BAS 1IBDÜÂS DOS HSSÕLSABOS DOS TJIATAM3ST0S SÕ8BB â QBAEEDABB DO I
—
—
—
-
Teor de
J
P
J
Teor de Kotorno
lã '
Dlier.
;
Difer.
80*0
,
Diferença
4
a
Diferença
S#
Média de
fyataiB©3âto8
6* 5
3« 5
72.5
,4e0T,;
1*0
ô«8
?3*5
4*3
?1*4
3.1
?*«0
4
1*5
*
1
,„.!lamea|jop.,...
t M
©
?2«0
6*0
3*5
65*i
30JE
5«5
4.0
T4.5
3-2
Tl,3
•?2«4 «'Média
Serai
0em o critério de disaiminaeao das médias» p o d e *
se afiançar diferenças sigsificatitfas (mais de 80$ d© probabilidade) mos
sè3?atamentos?
II oontra VII s IX
tratamento II (5$ de oombustível de 20$ de retos
ao)í
Sinter'de alta resistência 8õ
g
oontra?
Tratamentos Vli © IX (3$
-
68:*
de - combustível 3.0$-e 30$ d© retorno) • q,ue produziram êiater de baixa- re
aistência? 65-»T © 66.0. t
•Pode-se.afiançar diferença entre as médias de três trata*
mentos, com nível d© probabilidade m a i o r que 80$* Tratamentos I? FI,. 1X1
1
'%>. c o m 5$ d e combustível produzindo ^ sinter d e alta resistência c o m 77*5
de índios de resistência ao desgastei.contra tratamentos VII, ¥111? IX com 3 $ do combustível produsindo sinter de "baixa resistência a© desgaste
eom 67.2 de índio© de resistência ao desgaste».
9«3^-^Análise dos Resultados de "Teor
de Pinos" ©btldos
1
nos Bn-
M
%sà£k - '"5&âSSaá - SSÍâà do Teor fe-Pinos
t
# ) = X F - - ' Sfc°3,3" -
?320,50=
fE^V
9*4* 2 ••* "Variação* do Teor de Finos'"Devido a© Tratamento
/
'
(
f
]
=
^
f
5
d
,M
,
o
9*4*3'— Variaoao
\i
(F)
n
-
V
A
3
,
b
~
+
3
0
,
0
+
3
A
2
V
d o Teor A© Finos Devido a o Erro
-
6 B2,8 /z-460, o ?
=
2
jj
í2
ffg.&tâ ** 'Quadro das "ffariapÔes" do Tior de Finos do Sinter.
(1, Tabela
n« 3.9).
2
9
J
19
TABELA
1
Fatores
r
Orâus d e
Liherdad
1 l_i_-K_>\—1-i_ V_/i.V_M.V_ji.V—1
Variação
19
Variação
Média
Raaac de
Variação
e
Tratamento
460j 07
8
57*51
íárro
222,77
9
24,75
'Total
682,84
17
9-4«5
- Pode-se
afirmar ( n i v e l
80$) que © tratamento p r o d u s i u efeito s o b r e
».do o s r e s u l t a d o s
" ?
-
c
2?32
F ( 8 , 9 ) 2 0 $ * 1,80
t
d© p r o b a b i l i d a d e
"teor
de finos" d© sinter?
rm erro c u j o d©svi© p & d r a © é d e 4 * 9 6 -
9*4*6
acima d©
©
Observe-se o Q u a d r o d a s Medias d o s Resultados dos
c
"Teorss de F i n o s " na Tabela n 20«
HEi 20
TABELA
Teor de R e t o m o
Teor de
Combustível
|
(Difer. )
10$
25*50
3f,
Diferença
3-7
20$
f(Difer*.)
I 21.80 /
f
53
30$
16.50
21.2?
0,75
5'20
9-40
<
16.10
I
I
1«25 I 14.85 ' i
2d40
Ifédia
j
j 17.25 i 16.07
ï
Diferença
\
10«40
13«15
\
2?*Q0
Ï
l
adia
2 2 . ?0
!
1.00
.10.75
11*10
! 28*00
27*17
I
í
. I.483 1
21-217
0» 634 I 20«. 3 8 3 2 1 * 5 0 1
-iâ-áâX "* 4'SW?e«iaoao Crítica dos Resultados
Aplicando
a noção de "intervalo d© ©cnfianca*; ja
mencionado^ entre duas medias., tem~se;
pare, critério ds discriminação entre a média de dois tratamentos? es
para critério dP— • discriminação entre a média de duas séries de trêa tratamentos»
fê-se oj&s.a variação do teor d© retorno nao a H © ~
ra de maneira significante o teor de f i n o » ; o teor d© ©orabustivél porém
influo de maneira significante sobre o teor de finos.
•*
ã, variação do teor de combustível dá pois ©>» xesu^
tado ima variação significante no teor d© finos.
Por exemplo, o tratamento I ( 5 $ cotóbustív©:' •„ *
•retorno) produsiu 2 5 * 9 $ de quantidade de finos? a redução do teor d*,
bustível para 4$? mantendo o mesmo teor d© r e t o m o
(tratamento Xv\- 6o*;
eia resultado um diminuição dào teor. de finos para 16*. 10$*
Diminuindo, ainda mais o teor d© combustível (tratamento YLl) a qgaantidad© d© finos subiu novamente ( 2 6 . 5 $ ) ^ evidenciando
*iu© aà uw *eor ótimo d> con>buti*:tvel par» o efeito d© produção de fino*.
1 mídia dos resultados de 3 tratamentos-e 6 pro¬
v a s , -também ©vidência a influência significativa do teor d®.corrbustível
sobre a quantidade de finos produzido® e a existência do ura teor
atino
de* combustível t-ara se obtor uma quantidade njsnor do /:mos*
íi í i gura ». 18 ilustra COM curvee.» as variações
e
dos finos am funoa© do te%>r do carbono © para *JS vários níveis de reeir
©ulação*
MflBIAÇflttJAQUANIiDADE
CQM
O
vários
D£
fímqs__a
TEOR DE COMBUSTÍVEL
níveis de
recirculacAo
3
4
TEOR
DE
COMBUSTÍVEL
DA
CARGA
PARA
VARIAÇÃO
PRODUTIVIDADE
KG/HORA
/
m
DA
CULAÇAO
PRODUTIVIDADE
PARA
VARIOS
COM
TEORES
A
RECIR-
DE
2
COMBUSTÍVEL
NO
SINTER
1000
3%
500
5%'
0
O
Õ"
mm*
IO
20
30
%
RECIRCULAÇAO
i
TA
0 cálculo aoha-»s© 'desenvolvido na fatela n® 2 1 , - onde- se
encontra:
,
Produtividade « 'T (variável dependente)
. íeor^de Finos * X
(variável independente)
Determinado' o coeficiente de- correlaçãot para a « 18 (vice- observações —de .par de valores) confronta-se com os valores tabelados
procurando-se conhecer o nível de significação encontrado*
(f. Bibliogr
fia, item Xh Pê'« 91
B í v e l s d e significaçaos
V a l o r e s de. r sys
0*1
Ó.3783
0.05
0*4438
0*02
-"0*5155
0«0i
0 0
0.56140.
0 valor encontrado r xy « «-0.66» indica-, pois» uma corre
çã© negativa, altamente significativa^ qu© se interpreta como sendo o a;
mento do teor d© finos altamente détriment© para a produtividade' do si»
ter* '
AO
-
. . - . . . ' , • • - • . -
COSTCLOSSES
M
1. S possível a obtenção dé©.- sinter auto-fundente" * partindose das matérias primas nacionais com características satisfatórias para
uso em Alto Forno é dentro das condições normais 'de produção industrial
2 * .0 sinter auto fundente poderá conter toda
a quantidad© d©
fundente caíoâreo sob forma de pedra caioarea e'escoria de conversor
-
L * D . dl apensando 9 desta forma, a introdução direta do - fundente no Alto
Forno»
3* Os. melhores resultados foram obtidos- -com os seguintes tratamentos s - 4 $ d© combustível e 10$ de reoirculaçã©, para máxima produtividade efetiva*.
TABELA
i
HO
21
Cálculo do "Coeficiente de Correlação" 'entre a.Produtividade--
je "Teor de Finos",ai
a
s
I
X'"
0*68
22« 2
15*096
0*4624
492f84
0., 39
28*8
11 «232
0*1521
829.44
O*.' 86
.21.0
18*060
9,1396
M l »00
0,7,9
22*6
17*854
510.76
1.07
15*0
16 . 0 5 0
0*6241
1*1449
225,00
6
1.0?
18,0
19*260
1*1449
324» OG
I
'0*97
18.6
18,042
0*9409
345»96
8
Q»92
13,6
12*512
0*8464
.184*96
9
0.97
15*2
14-744
0*9409
231,04
10
1.10
14.5
15«950
1.2100
210*25
11
©«•86
19.6
16 «.85S
384*16
12
1.10
14*9
16,390
222„01
0.55
2Q-»0
16*500
0*7396
1.2100
0*3025
14
0.63
23*0
.14*490
0.3969
529*00
15
0*45
35*5
15.975
o. 2025
1260» 25
16
0,-70'
18,5
12*950
0,4900
324.25
17
Q*6f
0*4489
846« 8 1
18-
1.15
26.9
'19*497
.30.935
38?»0
302*393
I
14*93
|
ÍÔ
£ % Z Y
"
A
41
I • 3225
I
j 13*3191
723.-61
j.9003.34
18
ihâlíMl*
520
= 0,24 3
17
S l * y
ti
- Z ! * £ r / ! i
A63 520
(4 6 -d) 0,2«* ¿43
"O, bb
« 5$ d© combustível d© 30$ d© recirculação?. para máxima produtividade nominal*
- 5% de combustível d© 20$! de reoiroulação para máxima
resistência a abrasão*
.
-'
Botasse que as condições ótimas de síntexisaçã© sois cada
aspecto não são coincidentes*
4». Visando o "*©!elo econâmico-'d© sinterls&ção" em que Üá reoir
A
culação. ..integral 'da quantidade d© finos produzidos é .recomendável a ado
9
cão- d© 4$ d© combustível na faixa entre 10$ © 20$ de recirouladoe*
Ses-*
tas condições obteve-s© experimentalmente produtividad© efetiva entre
828 fcg/rrT/ri e 85O kg/m?/b- produzindo © sinter boa® característica»- de re
sist&ncia a abrasão
3
índices d© resistência a abrasa© entre 12 0 e ?3j5*
5* 0 controle de umidade ótima da. mistura p o d e mm feito pelo
ensaio d© Permeabilidade (verificação da Permeabilidade máxima de mistu
ra p a r a vários teor©© d© umidade) mesmo no -caso especial*da mistura trai
da parcial ou completamente pelotisada* onde & 'determinação dos volume* '
'específicos ê inoperante como siieio d© controle da umidade ótima, dá ais• '-ura,
6* 0 aumento de quantidade de sinter reoireuiadc não implica
"ips© facto" em perda de produtividade; ao oontráriojí dentro, de certa .
faixa resulta em aumento da produção efetiva de sinter.
7« A qualidade mecânica do sinter melhora com o aumento do t*
d® combustívelç não se observou Influência significativa do ©feito á« re
circulação.sobr© a qualidade mecânica do- sinter»
8., 0 critério geral sobre n iwijnl 11 ¡011 io gradiente d© produtivi¬
dade d© sinter foi correlacionado ao.efeito de interação do maior teor d©
combustível e maior teor d© recirouiado*
- 95 ~ ' . .
M E X O 1 '•
' BIBLIOGRAFIA
. (Literatura Técnica Consultada)'
1 •» BRííl Edmond - Curso Sobre Camada Limite
1954)
(Doutoramento
«- -
-
2 - S ? S » S W«L. - Curso de Estatística (Doutoramento E.P.U,S.P„
3
SANTOS 9 » D « S . © BBOSCH C D . - u s t u l a ç ã o d © Concentrados d e Scheelita
• cosa Enxcfr©* Empregando Serragem com Combustível.
'
4
- 1.951}
Boi* de.' Associa¬
çao Brasil.eira d© Metais n 20 « Julho .de 1.95©*
e
SâHTOS T*D«S* «- Tendências na Sinteriaaça©' de Minérios de Chumbe © à
Zinco em Fornos S w i g M ^ L l o y â * .» Boi* . da Associação Brasileira de letais a» 49 - Outubro d© 1957«.
3 SANTOS T.D.S» - Emprego d© Sintas? de Minério - d© ferro em Al toe Forno
Boi* da Associação Brasileira de Metais a 3 - abril 1946».
9
6
«* SAISTOS T.D.S» -°- A Influência d© Alguns Fatores Sobre a Sinterizaçao
d© Minérios de Ferro*
*~ Janeiro 194 9
1
Boi» da Associação Brasileira de.Metais a* 14
a
7 - SAOTOS i'.DvS» e «A Juan Figueroa * Influência de Alguns Fatores Sè
%re a Intensidade de Sinterizaçã© d© Fiaos de H e m a t i t a . - Bol». da
Associação Brasileira de letais n
e
67 - Hovembro 1961*
8 • IBSJJSS M»M» .âgtdar * Hotícias Sobre © Processo de Pelotisação dos Mi
nérios de Ferro - Boi» da Associação Brasileira de Metais
tifi
66 ~ Se
teiabro Í 9 6 I »
9 - SAKTOS T.D.S e BBS9CIAHX Sergio ~ Intensidade Sinteriaação • © Keduti*
billdade 'de Sinter d© Garnier!tai"- B o l . da Associação Brasileira de
9
Metais a 62 - Janeiro 3-961«
10 * SA8T0S. T*D«S. e BRBSCIAHI Sérgio. - Estudo Experimental de Sintetização d© õarníerita •» B o i * 'ca Associação Brasileira d© letais n® 62 »
janeiro I96X&
SAKTOS T»D„S« - Os Fornos Mac© para**Sint©risaçao de Minérios e Co»»,
centrados»
Boi*' da Associação. Brasileira, de Metais a» 49 ** Outubro
195?»'
.
•
Journal' of Metals ~ Self-Fluxing Agglomeration ia the ttRSS - Soviet
Delegation to the Committee of the United Batloas
July 195&
BAH T.B. and ESK li» J* - Laboratory Characteristics of Iron Ore Concentrates.* Mining' Engineering , Pg* 8 0 3 / 1 1
HESLLB Birger
1
3
August 1953«
l@w Metalúrgica! Experience with' - Sintering **• J e m -
"fconteret.s Anaaler, vol*
12.9 - n
fl
8, pg. 383 - . 4 4 6 .--1945* Transla-
tion for.the Iron & Steel Institute.
SCUJ3A Francisco José Pinto- d© - Tratamento 'Prévio de Minério d© F©*;
ro Destinado a àlto-Fornos «- 1954
•Koppers Company ~ Project for • Brazilian Steel •-• OOSIPA
1958«.
Th© Irou Age «- Usina de Domaarfet * July 14 •« 1949
ELLIOT G» B. and MACDOHALD H»D« - Sinter Making at' Applehy - Fro«> •<
dingan * Journal of the Iron A Steel Institute
March 51«
ARAUJO L.A.B* •* Anotações sobre a "Hindustan 'Steel. Co"*
'
•
1
f
Kaiser leport ~ on COSXPA plant - 1959«
"lip
WENDEBOBH H*B«. - Sintering as a Physical Process*
. International General Eletric Co. - The Automation of Steel Piasr;
ProcessIRSID * Matlèrès Premieres ©m.Siderurgie*
Greenawalt Sintering Co* Ino* «• leport on Calcium Sinter - 'March
.Arthur G« Mo Kee .& Co. -'Companhia Siderúrgica Nacional Sintering
Plant - 1956«.
'A B - The LwD» Process in Austria » 'fSD - Journal
Jun© 56*-
11
of Me tail
2< ~ Or© Agglomeration
Koppers.
28 * »A¥XSiS<SSr. .Christer The Making of Self-Fltraclhg Sinter and its Use
in the Blast Furnace *• A.1.M.M*E« "1955 " reprinted from Blast Fur
nace , Coke Over and Haw Materials Committee»
29 ~ BEfifBS U . S . -.Sintering Tests on Iron Or© Fines From Brasil * Grea
ves* English* Falrless Works ©f the J S Steel' Corp» • 'Fairless Hills Pennsylvania*
30 - POAST John - Self-Fluxing} Sinter, Blast Furnace/Coke -Oven and lam?
Materials P r o e . - .A. I. I.E. 1952 * IZ 101 - 106,.
9
31 - ECKERT E.R.G« - Introdution. to the Transfer of Heat and Maas - 2950«
1
32 •» Agglomeration - International -Symposium* Philadelphia, 1961
33 - FISCHES E,A, e YATES F - .Tables Bstadlstioae - 1949».
l
- ,"4 4n».
Cuantailaa©
Soor«
«
âS
i
A
1
1
j .ff*«iW".WJliSWí««f.«rj â*i*«it«-- -- -"
Minério- do
Cartão
{
w.
""-
O U s w a o 0813
t
A
ferro
Vegetal
Coque
1
Sinto ;- de
S
retorno
0 M
á
0 1\ Â
ÍA>
Caxaa
OPBBAÇÂODE MIS ; OBA
U m i d a d e {$)
Tempo fcain,-, 5,
,
"
Volume específico aparente
(ca / g )
P e r m e a M l i d a â e lá»F*S ..)
v
3
OPEMÇAO
BE
SIKV
BRIZAÇXO
Sempo
em
Mamtoõ
O i 2 ? 4 I o 1 o 1 10XqiTTI
i
IgBioáo
í
!
í
1
I
!
• i+tíiíWk |B.1*(Í*AB.-V narwxw
t
P-B, {!iaa/H20 )
T„
1
I'
r
(SC)
L
r
r
r
H
i t-vçs™***.rts.iT^vsrfn.j^trSA-';
í
I'
l
I
!
t
4 ~- S E S Ü L T A B O S
0BSEHVACÕ3
Tempo
de
Material
operação
(.uinj
einterissi>
Quantidade de fino s
Sinter p r o d u z i d o
Benâinent©
(Kg)
(Ks)
(M r)
d© sinta *i2:aç&o
{$)
P r o d u t i v i d a d e (Kg, 'o jater /hor&fm^
AÊrasividftde B e v a l
OBSERVAÇÕESs
\t)
}
Download