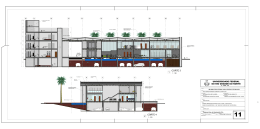
1 UNIVERSIDADE DA AMAZÔNIA – UNAMA CENTRO DE CIÊNCIAS EXATAS E TECNOLOGIA – CCET CURSO DE ENGENHARIA CIVIL ESTUDO DE CASO DE APLICAÇÃO DE LAJES ALVEOLARES PROTENDIDAS PRÉ-FABRICADAS DESDE SUA FABRICAÇÃO ATÉ SEU DESTINO FINAL NA OBRA. JOSÉ LUÍS DO CARMO CABRAL NILSON LUIZ MIRANDA CAVALEIRO JÚNIOR Belém – PA Junho / 2012 2 UNIVERSIDADE DA AMAZÔNIA - UNAMA CENTRO DE CIÊNCIAS EXATAS E TECNOLOGIA - CCET CURSO DE ENGENHARIA CIVIL JOSÉ LUÍS DO CARMO CABRAL NILSON LUIZ MIRANDA CAVALEIRO JÚNIOR ESTUDO DE CASO DE APLICAÇÃO DE LAJES ALVEOLARES PROTENDIDAS PRÉ-FABRICADAS DESDE SUA FABRICAÇÃO ATÉ SEU DESTINO FINAL NA OBRA. Trabalho apresentado de Conclusão como requisito de Curso, parcial de avaliação orientado pelo Prof. Msc Márcio Murilo Ferreira de Ferreira. Belém – PA Junho / 2012 3 UNIVERSIDADE DA AMAZÔNIA - UNAMA CENTRO DE CIÊNCIAS EXATAS E TECNOLOGIA - CCET CURSO DE ENGENHARIA CIVIL A Comissão Examinadora, abaixo assinada, aprova o Trabalho de Conclusão de Curso. ESTUDO DE CASO DE APLICAÇÃO DE LAJES ALVEOLARES PROTENDIDAS PRÉ-FABRICADAS DESDE SUA FABRICAÇÃO ATÉ SEU DESTINO FINAL NA OBRA. Elaborado por: José Luís do Carmo Cabral Nilson Luiz Miranda Cavaleiro Júnior Como requisito parcial para obtenção do grau de Engenheiro Civil COMISSÃO EXAMINADORA ________________________________________ Prof. Msc Márcio Murilo Ferreira de Ferreira (Orientador / Universidade da Amazônia - UNAMA) ________________________________________ Prof. Msc Antônio Massoud Salame (Co–orientador / Universidade da Amazônia - UNAMA) ________________________________________ Prof. Msc Evaristo Clementino Rezende Júnior (Universidade da Amazônia - UNAMA) Belém – PA Junho / 2012 4 DEDICATÓRIA A todos aqueles que nos dispensaram credibilidade: nossos familiares, amigos e mestres. 5 AGRADECIMENTOS Agradeço primeiramente Àquele que se convencionou chamar de Deus, O grande engenheiro do universo, centro da minha vida, por estar sempre no meu caminho, iluminando e guiando às escolhas certas, por ter me sustentado em Suas mãos para que eu não tropeçasse em meio às adversidades e provações. A minha mãe Rosa Maria Marques do Carmo em especial pela inteira dedicação e por muitas vezes ter deixado de lado seus sonhos para acreditar nos meus e que foi a base de tudo para mim, apoiando-me nos momentos difíceis com força, confiança, amor, ensinando-me a persistir nos meus objetivos e ajudando-me a alcançá-los. A minha esposa Érika Daniele Ribeiro Cabral pelo apoio, incentivo e paciência durante minha ausência para compor este trabalho. Aos meus irmãos, José Renato e José Mário do Carmo Cabral, agradeço-lhes pela companhia, carinho e momentos de descontração vividos a cada dia, que nos ajudaram a superar as diferenças. A meus avós paternos (padrinhos); Joaquim Athaíde Cabral e Felizarda Pinheiro de Campos Cabral “in memorian”. A meus avós maternos; Luís Neves do Carmo e Gonçalina Marques do Carmo. “in memorian”, pelo carinho, incentivo e por acreditarem no meu potencial em todos os momentos. Ao meu filho João Lucas Costa Cabral ao qual espero servir de exemplo. Aos meus tios e primos, pela atenção e apoio durante essa minha trajetória. Aos meus sobrinhos por me darem a oportunidade de amadurecer como pai. Aos meus amigos de graduação do curso de engenharia civil em especial a Apoena Nogueira, Ítalo Santos, Mateus Mangabeira e Nilson Cavaleiro, pelo convívio, amizade, compreensão e estudos. Ao orientador Prof. Márcio Murilo, agradeço as cobranças, exigências, dinamismo, confiança e por acreditar em nosso potencial. Ao co-orientador Prof. Antônio Salame, muito obrigado pelo apoio, paciência, incentivos e ajuda quando precisávamos. Enfim a todos que contribuíram para a conclusão deste trabalho. Muito obrigado. José Luís do Carmo Cabral 6 AGRADECIMENTOS Agradeço a Deus por sempre estar na minha vida e nos momentos mais difíceis, deume forças para superar minhas dificuldades. A minha mãe Raimunda do Socorro por sempre ter acreditado no meu potencial e muitas vezes ter deixado seus sonhos para investir nos meus. Ao meu pai Nilson Cavaleiro por sempre ter me dado força e incentivos. A minha irmã Thaís Cavaleiro por ter me mostrado que nas dificuldades sempre existe um bom aproveitamento como ela sempre fez em nossas vidas. Aos meus tios Jorge, Alailson e Mário pelos bons conselhos e grande apoio. As tias Lenise e Vânia por sempre me incentivarem e me apoiarem nos momentos difíceis. Ao meu avô paterno Arlindo Cavaleiro por ser um exemplo de pai, amigo e companheiro de todos. Ao meu avô materno “in memorian” Pedro dos Reis por ter sido um exemplo de garra, determinação, garra e sabedoria. A minha namorada Mara Patrícia por ter superado as dificuldades junto comigo e sempre ter me incentivado para continuar a minha caminhada acadêmica e profissional. Aos meus mestres Antônio Salame, mestre Lemos, Zacarias, Wandemir e Márcio Murilo por terem contribuído bastante para a minha formação acadêmica. A empresa Premazon e seus colaboradores por terem aberto as portas para dividir comigo seus conhecimentos e em especial ao diretor técnico Ricardo Bitar por ter contribuído bastante na minha formação profissional. Aos meus amigos e em especial Luís Cabral e Ítalo Santos que ao longo da vida acadêmica e profissional ajudamos uns aos outros. Nilson Luiz Miranda Cavaleiro Júnior 7 "Eu sou o caminho, e a verdade, e a vida; Ninguém vem ao Pai senão por mim". João (cap 14, v 6) 8 RESUMO Este trabalho foi elaborado com acompanhamento de produção no interior da empresa PREMAZON – Pré-moldados de Concreto Ltda, situada na Alça Viária, PA – 150, Km 2,5 no município de Marituba no estado do Pará, com pista de protensão de 156,00 metros de comprimento e aplicação na obra das lojas Americanas e DecorArt, localizadas na Av. Pedro Álvares Cabral esquina da Av. Tavares Bastos, no município de Belém, capital do estado do Pará com área de 2.896,78 m². Tem como objetivo ilustrar a produção de lajes alveolares protendidas na indústria de pré-fabricados, bem como sua aplicação em obra. É apresentado o roteiro de produção com detalhes fotográficos dos cuidados prévios para resultar num produto de qualidade, como acompanhamento de todo o processo, desde o cuidado na dosagem do concreto incluindo a escolha do cimento, seus agregados e aditivos, através de laboratório, montagem da pista de protensão, incluindo limpeza, aplicação de desmoldante, instalação das cordoalhas, assentamento dos limitadores e tubos alveolares, protensão, concretagem, deslizamento dos alvéolos, alívio de carga, separação das lajes, retirada das mesmas da pista, armazenamento, cura, cuidados com transporte da fábrica até a obra, armazenamento e assentamento da laje no local de destino, nivelamento e confecção de capa niveladora. Salienta também quando optar por lajes alveolares protendidas e viabilidade de aplicações. Palavras-chave: Pré-fabricados, protensão, laje alveolar, aplicação em obra. 9 ABSTRACT This paper was prepared with monitoring of production within the company PREMAZON - Pré-moldados de Concreto Ltd., located in the Loop Road, PA - 150, 2.5 km in the city of Marituba in Pará state, with prestressing track of 156,00 meters length and application in the work of Americanas and DecorArt stores, located at Pedro Álvares Cabral Av. corner of Tavares Bastos Av., in Belém, capital of Pará state with an area of 2.896,78 m². Aims to illustrate the production of prestressed alveolar slabs in precast industry, as well as their application to work. It appears the script for production with photographic detail of care prior to result in a quality product, such as monitoring the entire process, from the careful measurement of the concrete including the choice of cement, aggregates and their additives, through laboratory assembly course of prestressing, including cleaning, application of mold release, installation of wire rope, laying of pipes and limiting alveolar prestressing, concrete, slip of the alveoli, load relief, separation of the slabs, the withdrawal of the same track, store, cure, care transport from the factory to the site, storage and settlement of the slab in place, making leveling and leveling layer. It also highlights when opting for prestressed alveolar slabs and viability of applications. Keywords: precast, prestressed, alveolar slab, application to work. 10 LISTA DE FIGURAS FIGURA 1 - Efeito da protensão..............................................................................................26 FIGURA 2 - Pista de protensão................................................................................................27 FIGURA 3 - Sistema com armadura pré-tracionada.................................................................28 FIGURA 4 - Pista de protensão com armaduras longitudinais.................................................28 FIGURA 5 - Macaco de protensão de monocordoalha.............................................................29 FIGURA 6 - Montagem de macaco hidráulico para protensão................................................29 FIGURA 7 - Bainhas metálicas e luva de emenda....................................................................30 FIGURA 8 - Cordoalhas engraxadas com e sem bainhas.........................................................30 FIGURA 9 – Laboratório médico em Belém............................................................................31 FIGURA 10 - Laboratório médico, estacionamento.................................................................32 FIGURA 11 - Pirâmide de Kefren............................................................................................33 FIGURA 12 - Esta gravura, pintada à mão pelo artista holandês Maerten van Heemskerck, no Século XVI, representa os jardins suspensos da Babilônia, uma das "sete maravilhas do mundo" antigo, criadas pelo rei Nabucodonosor II por volta de 600 a.C.................................33 FIGURA 13 - Representação de uma laje de concreto.............................................................34 FIGURA 14 - Lajes em grandes vãos entre vigas.....................................................................35 FIGURA 15 - Seção Transversal do Painel alveolar................................................................36 FIGURA 16 - Seção Transversal do Painel alveolar................................................................37 FIGURA 17 - A) Máquina extrusora........................................................................................39 FIGURA 17 - B) Detalhe das hélices........................................................................................39 FIGURA 18 - A) Pista de fabricação de laje moldada..............................................................39 FIGURA 18 - B) Cilindros metálicos.......................................................................................39 11 FIGURA 18 - C) Cilindros, limitadores de largura e comprimento posicionados para início de concretagem..............................................................................................................................40 FIGURA 18 - D) Cilindros moldando alvéolos da primeira laje..............................................40 FIGURA 19 - Corte de laje por disco diamantado....................................................................40 FIGURA 20 – Laje sobre a carreta...........................................................................................41 FIGURA 21 – Içamento das lajes.............................................................................................42 FIGURA 22 – A e B) Assentamento das lajes em local definitivo...........................................42 FIGURA 23 - Montagem dos painéis Alveolares.....................................................................43 FIGURA 24 - Redução de mão-de-obra...................................................................................44 FIGURA 25 - Eliminação de cimbramento..............................................................................44 FIGURA 26 - Carreta com dificuldade para entrar no canteiro................................................46 FIGURA 27 – Fôrma limpa com desmoldante aplicado...........................................................49 FIGURA 28 - Bobina de cabo de cordoalha.............................................................................50 FIGURA 29 – Cabos passando pelos limitadores e ancorados na extremidade.......................50 FIGURA 30 – Macaco de protensão de monocordoalha..........................................................51 FIGURA 31 - Manômetro do aparelho de protensão................................................................51 FIGURA 32 - Alongamento da cordoalha devido a protensão.................................................52 FIGURA 33 – A e B) Tubos de aço e pista untadas com desmoldante....................................53 FIGURA 34 – Movimento transversal manual.........................................................................53 FIGURA 35 – Mostra o movimento transversal sendo executado manualmente em outro tubo de aço........................................................................................................................................54 FIGURA 36 – Detalhe da fixação do cabo de aço da talha no tubo.........................................54 FIGURA 37 – Talha: equipamento utilizado para sacar os tubos longitudinalmente..............55 12 FIGURA 38 – Mostra o início do saque dos tubos...................................................................55 FIGURA 39 – Mostra o início do posicionamento dos tubos na laje posterior........................56 FIGURA 40 – A e B) Mostram o saque dos tubos finalizando uma peça e posicionando para o início da outra............................................................................................................................56 FIGURA 41 – A e B) Mostram uma peça acabada e o início da concretagem da outra...........57 FIGURA 42 – Betoneira elevada..............................................................................................59 FIGURA 43 – Alteração de seção ocorrida principalmente em misturas com excesso de água...........................................................................................................................................60 FIGURA 44 – A e B) Prensa eletrônica para ensaio de compressão e Painel de controle da prensa, respectivamente............................................................................................................61 FIGURA 45 – A e B) Agitador eletrônico para ensaio de granulometria e estufa, respectivamente.........................................................................................................................61 FIGURA 46 – Caçamba de concreto........................................................................................62 FIGURA 47 – Lançamento do concreto pela abertura inferior da caçamba.............................63 FIGURA 48 – Espalhamento do concreto com enxada............................................................64 FIGURA 49 – Adensamento com vibrador de imersão............................................................64 FIGURA 50 – Espalhamento do concreto com pá de bico.......................................................65 FIGURA 51 – Adensamento com motor vibrador de baixa rotação.........................................65 FIGURA 52 – Acabamento das peças enquanto concreta-se a peça posterior.........................66 FIGURA 53 – Concretagem da peça posterior a que está sendo acabada................................66 FIGURA 54 – Desprotensão da pista completa........................................................................67 FIGURA 55 – Local de separação das peças após a desprotensão...........................................67 FIGURA 56 – Pórtico rolante...................................................................................................68 FIGURA 57 – Garra metálica...................................................................................................68 13 FIGURA 58 – Empilhamento de lajes (detalhe das proteções de madeira)..............................69 FIGURA 59 – Estocagem das lajes alveolares com calços de madeira....................................69 FIGURA 60 – Projeto de distribuição das lajes........................................................................73 FIGURA 61 – Projeto individual de uma laje alveolar.............................................................74 FIGURA 62 – Chegada das lajes na obra.................................................................................75 FIGURA 63 – Detalhe da amarração das lajes na carreta.........................................................75 FIGURA 64 – Descrição do produto final................................................................................76 FIGURA 65 – A e B) Retirada da laje de cima da carreta e início da montagem....................76 FIGURA 66 – A e B) Montagem das lajes alveolares protendidas na obra.............................77 FIGURA 67 – A e B) Conjunto: Lajes, vigas e pilares pré-fabricados montados na obra.......77 FIGURA 68 – Montagem do Torniquete para equalização das placas.....................................78 FIGURA 69 – A e B) Detalhe dos torniquetes durante a equalização......................................78 FIGURA 70 – Equalização de lajes na obra.............................................................................79 FIGURA 71 – Chave de cisalhamento entre dois painéis.........................................................79 FIGURA 72 – Painéis solidarizados pela chave de cisalhamento............................................80 FIGURA 73 – Chaveteamento de lajes.....................................................................................80 FIGURA 74 – Malha de distribuição e emenda por traspasse..................................................81 FIGURA 75 – Montagem de armadura (tela) para posterior capeamento................................82 FIGURA 76 – Detalhe da armadura negativa...........................................................................82 FIGURA 77 – Posicionamento da Armadura Negativa............................................................83 FIGURA 78 – Detalhe da armadura negativa...........................................................................83 FIGURA 79 – Capa de concreto executada sobre os painéis alveolares..................................84 FIGURA 80 – Variação da espessura da capa de concreto em função da contra-flecha..........85 14 FIGURA 81 – Paginação das lajes alveolares com indicação das placas recortadas................86 FIGURA 82 – Encaixe de painéis alveolares na obra...............................................................87 FIGURA 83 – Laje recortada na fabricação.............................................................................87 FIGURA 84 – Exemplo de furo na laje alveolar......................................................................88 FIGURA 85 – Detalhe da tubulação na laje alveolar................................................................88 FIGURA 86 – Detalhe da tubulação na laje alveolar aparente.................................................89 FIGURA 87 – Detalhe da tubulação na laje alveolar aparente.................................................89 FIGURA 88 – Cronograma de montagem da estrutura............................................................90 15 LISTA DE TABELAS TABELA 1 – Comparativo de desempenho das lajes treliçadas, protendidas e alveolares, todas com altura de 16 cm........................................................................................................45 TABELA 2 – Malha de Distribuição (Armadura Mínima)......................................................81 TABELA 3 – Custo de montagem por metro quadrado de laje...............................................91 16 SUMÁRIO 1 – INTRODUÇÃO.................................................................................................................18 1.1 – PROBLEMÁTICA..........................................................................................................19 1.2 – OBJETIVOS....................................................................................................................19 1.2.1 – Objetivo Geral.............................................................................................................19 1.2.2 – Objetivo Específico.....................................................................................................19 2 – JUSTIFICATIVA..............................................................................................................21 3 – REVISÃO BIBLIOGRÁFICA.........................................................................................22 3.1 – PRÉ-MOLDADOS..........................................................................................................22 3.2 – PRÉ-FABRICADOS........................................................................................................22 3.3 – VANTAGENS DA UTILIZAÇÃO DE ESTRUTURAS PRÉ-FABRICADAS............22 3.3.1 – Projetistas e Arquitetos..............................................................................................23 3.3.2 – Construtora.................................................................................................................24 3.3.3 – Investidores..................................................................................................................24 3.4 – CONCRETO PROTENDIDO..........................................................................................25 3.5 – DEFINIÇÃO DE LAJES.................................................................................................32 3.6 – FUNÇÕES ESTRUTURAIS DAS LAJES......................................................................34 4 – LAJE ALVEOLAR PROTENDIDA...............................................................................36 4.1 – DEFINIÇÕES..................................................................................................................36 4.2 – QUANDO UTILIZAR LAJES ALVEOLARES PROTENDIDAS................................38 4.2.1 – Área Mínima de Laje..................................................................................................38 4.2.2 – Vão de Laje..................................................................................................................38 4.2.3 – Sobrecarga...................................................................................................................38 17 4.3 – GENERALIDADES DAS LAJES ALVEOLARES........................................................38 4.4 – MÉTODOS CONSTRUTIVOS.......................................................................................41 4.5 – VANTAGENS E DESVANTAGENS.............................................................................43 4.5.1 – Vantagens.....................................................................................................................43 4.5.2 – Desvantagens...............................................................................................................46 5 – ESTUDO DE CASO: FABRICAÇÃO DE LAJE ALVEOLAR..................................47 5.1 – A EMPRESA...................................................................................................................47 5.2 – RECOMENDAÇÕES GERAIS.......................................................................................47 5.3 – PROCESSO DE PRODUÇÃO DAS LAJES..................................................................48 5.4 – ETAPAS DE FABRICAÇÃO.........................................................................................49 5.5 – CONTROLE DE QUALIDADE E SEGURANÇA.......................................................70 6 – ESTUDO DE CASO: APLICAÇÃO NA OBRA............................................................72 6.1 – PROJETOS......................................................................................................................72 6.2 – PROCESSO EXECUTIVO.............................................................................................74 6.2.1 – Chegada das Lajes na Obra.......................................................................................74 6.2.2 – Montagem das Lajes...................................................................................................75 6.2.3 – Equalização dos Painéis Alveolares...........................................................................78 6.2.4 – Junta entre Painéis ou Rejuntamento.......................................................................79 6.2.5 – Montagem da Armação para o Capeamento............................................................81 6.2.6 – Capeamento.................................................................................................................84 6.2.7 – Recorte dos Painéis Alveolares..................................................................................85 6.2.8 – Furo na Laje Alveolar Protendida............................................................................88 6.2.9 – Passagem dos Dutos na Laje......................................................................................88 7 – TEMPO DE MONTAGEM DA ESTRUTURA............................................................90 8 – CUSTO DA LAJE ALVEOLAR MONTADA..............................................................91 9 – CONCLUSÃO...................................................................................................................92 10 – BIBLIOGRAFIA.............................................................................................................93 18 1 – INTRODUÇÃO De acordo com El Debs (2000), a construção civil representa, de uma maneira geral, uma indústria atrasada devido a sua baixa produtividade, grande desperdício de materiais, morosidade e baixo controle de qualidade. A industrialização da construção e a racionalização da execução de estruturas de concreto são os principais motivos para o emprego do concreto pré-moldado. No quarto de século XX que se seguiu à Segunda Guerra Mundial, a Europa encontrava-se destruída e devastada. A necessidade de reconstrução rápida e a escassez de mão de obra estimularam o grande impulso de evolução e aplicação da tecnologia do concreto pré-moldado, principalmente em habitações, galpões e pontes, concentrando inicialmente tal desenvolvimento na Europa Ocidental e posteriormente para a Europa Oriental (El Debs, 2000). Os reflexos de tal desenvolvimento foram sentidos no Brasil a partir da década de 50, quando houve um impulso para o emprego da pré-moldagem no país, conforme é apresentado em Melo (2004). O uso de pré-moldado em grandes obras já acumula quase 75 anos e a préfabricação quase 50 anos. Melo (2004) afirma que a industrialização progressiva dos processos executivos da construção civil é uma tendência irreversível no Brasil, a exemplo do que já ocorreu nos países da América do Norte e da Europa. A procura de simplicidade construtiva, ao lado de um modelo de projeto simples e realista, é uma necessidade para a qualidade e a competitividade neste início de século globalizado. A utilização de pré-fabricados entra como uma alavanca para agilizar, racionalizar e ao mesmo tempo garantir qualidade no processo construtivo; Lima (op. Cit., p. 21) comenta que o sistema construtivo pré-fabricado facilita o gerenciamento, revela ganhos e garante o controle da obra nas diversas etapas do empreendimento. Salientado por Emerick (2005), a pressão de um mercado estrutural cada vez mais exigente demanda um melhor aproveitamento de espaços e gera a necessidade de vencer vãos maiores com elementos estruturais de altura reduzida. Como decorrência, cresceu o interesse 19 do uso do concreto protendido como solução estrutural para edifícios residenciais e comerciais. Entretanto, existe pouca disponibilidade de literatura nacional relacionada ao assunto. Afirma Ferreira et al. (2007), as lajes alveolares protendidas são os elementos préfabricados de maior aplicação em todo o mundo nas últimas décadas, como decorrência do custo relativamente baixo deste sistema em comparação com os sistemas convencionais. 1.1 – PROBLEMÁTICA Pela falta de conhecimento técnico e divulgação do uso de estruturas pré-fabricadas protendidas, mais especificamente lajes e vigas, é que muitas obras, no mercado da construção civil de Belém e Região Metropolitana, tendem a ter seu cronograma atrasado por falta da introdução desta tecnologia. Assim, por entendermos que o conhecimento é importante para a realização de um excelente trabalho no ambiente da construção civil é proposto neste trabalho à busca da aplicação desta tecnologia “in loco” em obra específica para mostrar sua eficácia, alto desempenho e produtividade. 1.2 – OBJETIVOS 1.2.1 – Objetivo Geral O presente estudo visa caracterizar a fabricação, transporte e aplicação no canteiro de obras das lajes pré-fabricadas alveolares protendidas, com embasamento teórico e prático adquirido no assunto. 1.2.2 – Objetivo Específico Acompanhar o processo de fabricação das lajes alveolares protendidas, fazendo um estudo de caso na empresa PREMAZON – Pré-moldados de Concreto Ltda, situada no município de Marituba – PA. 20 Descrever o processo de fabricação, transporte e montagem das lajes alveolares na obra das Lojas Americanas e DecorArt, localizadas na Av. Pedro Álvares Cabral esquina da Av. Tavares Bastos, no município de Belém – PA. 21 2 - JUSTIFICATIVA Atualmente existem vários tipos de lajes que podem ser utilizadas com o objetivo de reduzir o tempo de execução da obra. Claro (2008, p. 21) explica que há um enorme leque de opções de lajes, que podem adaptar-se as mais variadas necessidades. Por se tratar de um produto pré-fabricado, se ganha com a eliminação do uso exagerado de recursos naturais, tais como madeira para escoramento já que esta tecnologia é alto portante, e fôrmas. 22 3 – REVISÃO BIBLIOGRÁFICA De acordo com a NBR 9062, aponta uma diferença entre pré-moldados e préfabricados, no grau de controle de qualidade. 3.1 – PRÉ-MOLDADOS: Elemento moldado previamente e fora do local de utilização definitiva da estrutura o qual dispensa a existência de laboratório e demais instalações congêneres próprias (NBR 9062, 2006, p.4, item 3.10). 3.2 – PRÉ-FABRICADOS: Elemento pré-moldado executado industrialmente, em instalações permanentes de empresa destinada para este fim, com mão-de-obra especializada e rigoroso controle de qualidade envolvendo fôrma, armadura, mistura e lançamento de concreto, armazenamento, transporte e montagem (NBR 9062, 2006, p.4, item 3.11). 3.3 – VANTAGENS DA UTILIZAÇÃO DE ESTRUTURAS PRÉ-FABRICADAS: A utilização de pré-fabricados tem origem bastante antiga. Santor (2008, p. 14 apud Vasconcellos, 2002) menciona que a primeira aplicação de elementos pré-moldados que evoluíram para os pré-fabricados em estruturas de edificações foi realizada na Franca, em 1891, utilizando-se vigas pré-moldadas na construção do Cassino de Biarritz. Na primeira década do século XX, principalmente nos EUA e Europa, houve grandes avanços na tecnologia de concreto pré-moldado. O sistema pré-fabricado possui diversas vantagens frente ao sistema “in loco”, pois abriga tecnologia em prol da agilidade e qualidade. Lima (2004, p. 22) salienta que este sistema é uma forma extremamente ágil na edificação de construções, capaz de contemplar do simples ao sofisticado. Dentre os beneficiários apontados pelo sistema de estruturas pré-fabricadas, ABCIC (2012) destaca: 23 3.3.1 - Projetistas e Arquitetos A indústria de pré-fabricados preocupa-se cada vez mais em oferecer a projetistas e arquitetos, estética, funcionalidade e praticidade em um mesmo pacote. Conheça alguns benefícios que podem ser alcançados com o uso de sistemas pré-fabricados de concreto: 3.3.1.1 - Respeito à Criatividade A indústria está atenta às necessidades dos arquitetos quanto à liberdade de criação, e oferece todas as condições para que cada projeto se materialize. Incorporando novas tecnologias de produção, disponibiliza as mais variadas soluções em estruturas e acabamento, ampliando os benefícios no uso do sistema pré-fabricado de concreto. 3.3.1.2 - Flexibilidade Componentes sob medidas para projetos especiais, com definição prévia de materiais, garantem ineditismo, plasticidade e modernidade, tudo dentro de um sistema aberto, capaz de receber os demais elementos construtivos. 3.3.1.3 - Soluções Integradas Os sistemas pré-fabricados de concreto admitem a incorporação de outros componentes em suas peças como: contramarco, caixilhos, revestimentos cerâmicos e outras opções de acabamento e se integram aos outros sistemas construtivos moldando-se à necessidade de cada projeto. 3.3.1.4 - Inovação Como setor formal, a indústria de pré-fabricados está conectada às tendências de mercado e novidades mundiais na área de construção. Assim, colocam-se junto com os projetistas as realizações de novas experiências para aperfeiçoar a forma e a qualidade de nossas edificações. 3.3.1.5 - Sustentabilidade Significa ganhos aos três pilares da nossa sociedade: Pessoas, lucro e o planeta. Se apenas um destes elementos é negativo a solução não pode ser considerada sustentável. 24 3.3.2 - Construtora A indústria de pré-fabricados proporciona a redução da mão de obra no canteiro, elimina etapas que não agregam valor e trabalham num ambiente mais limpo e livre de resíduos. 3.3.2.1 - Produtividade e visão sistêmica Custos de difícil mensuração e grande contingência de operários por períodos indefinidos, em geral acompanhados de custos indiretos e encargos sociais, dão lugar à apropriação detalhada de custos, planejamento das etapas e o máximo de previsibilidade em desembolsos. 3.3.2.2 - Qualidade Produzidos em unidade industrial, os sistemas pré-fabricados de concreto utilizam matérias-primas normatizadas e de origem comprovada. O próprio processo de fabricação garante um padrão de qualidade constante, além de contínuo e consistente desenvolvimento tecnológico, a fim de suprir as demandas do mercado. 3.3.2.3 - Confiabilidade Garantia de qualidade, cumprimento de prazos e manutenção de custos são fatores que fazem crescer a confiança no sistema de pré-fabricados de concreto. 3.3.2.4 - Responsabilidade ambiental Produzidas de acordo com cada projeto, as peças pré-fabricadas eliminam desperdícios, resíduos e entulho, resultando em obras rápidas e limpas. 3.3.3 - Investidores Rapidez, durabilidade, baixa manutenção e facilidade na compatibilidade e outros componentes construtivos, fazem do sistema pré-fabricado de concreto uma opção preferencial por parte dos investidores. 25 3.3.3.1 - Velocidade Ganho de agilidade na construção, possibilitando redução de tempo de execução da obra e garantia de cumprimento de prazos. 3.3.3.2 - Competitividade Ao integrar diversas etapas de uma obra, os sistemas construtivos pré-fabricados de concreto são extremamente competitivos, reduzindo ou eliminando diversos custos indiretos ou de difícil mensuração. 3.3.3.3 - Controle de prazos e custos O sistema pré-fabricado de concreto permite maior confiabilidade no cumprimento do cronograma físico-financeiro, proporcionando antecipação no retorno do investimento. 3.3.3.4 - Durabilidade Os custos com manutenção durante a vida útil da edificação são minimizados, em decorrência do controle de qualidade mais rigorosos dos componentes, proporcionado pela produção em unidade industrial. 3.3.3.5 - Segurança Os pré-fabricados de concreto têm elevada resistência ao fogo, propriedade garantida por exigência de norma técnica da ABNT - Associação Brasileira de Normas Técnicas -, e atestada em ensaios e casos reais. Resultado: os custos com seguro são inferiores, se comparados com os de outros sistemas industrializados. 3.4 – CONCRETO PROTENDIDO De acordo com Leonhardt (1983), a deficiente resistência à tração do concreto fez com que se buscasse colocar sob compressão as zonas tracionadas das estruturas de concreto, através de uma força normal de protensão aplicada excentricamente sobre o concreto, de tal modo que as tensões de compressão provenientes da protensão tendam a anular as tensões de tração no concreto, originadas de seu peso próprio e cargas atuantes, conforme apresentado na 26 figura 1. A convenção de sinais adotada utiliza valores negativos para tensões de compressão e positivos para tensões de tração. Onde: q = Carga acidental. g = Peso próprio. Np = Força de protensão. Mp = Momento fletor devido à protensão. Mq = Momento fletor devido à carga acidental. Mg = Momento fletor devido ao peso próprio. Figura 1 - Efeito da protensão. Fonte: Adaptado de Leonhardt A norma NBR 6118 (2007) da ABNT define estrutura de concreto protendido, como aquela que utiliza elementos “[...] nos quais parte das armaduras é previamente alongada por equipamentos especiais de protensão com a finalidade de, em condições de serviço, impedir ou limitar a fissuração e os deslocamentos da estrutura e propiciar o melhor aproveitamento de aços de alta resistência no Estado Limite Último (ELU)”. Acrescenta Pfeil (1984), a protensão é atingida mediante a utilização de cabos de alta resistência, tracionados e ancorados no concreto. Cordoalhas, fios e cabos de aço, também denominadas armaduras de protensão, podem ser pré-tracionados ou pós-tracionados. O sistema de pré-tração é geralmente utilizado em fábricas, onde a concretagem é realizada em instalações fixas, denominadas pistas de protensão, como mostra a figura 2. As pistas de protensão são longas, permitindo a produção simultânea de diversas peças. 27 Figura 2 - Pista de protensão. Fonte: Premazon (2011) Segundo Pfeil (1984), o sistema de pré-tração, representado na figura 3, consiste em armaduras colocadas longitudinalmente na pista de protensão (figura 4), atravessando todo o seu comprimento, sendo fixadas em uma extremidade por meio de dispositivos mecânicos, geralmente constituídos por cunhas, e mantida a outra extremidade móvel. Com o auxílio de macacos hidráulicos (figura 5), estes esticam as armaduras até alcançar o esforço de protensão desejado. Por meio de calços ou cunhas as armaduras esticadas são fixadas na placa de ancoragem. O concreto é lançado dentro das fôrmas, envolvendo as armaduras protendidas, que ficam aderentes. Após a cura do concreto e atingido a resistência mínima necessária, é retirada lentamente a força externa aplicada nas armaduras e a seguir estas são cortadas junto às faces do concreto. O encurtamento das armaduras é impedido pela aderência das mesmas com o concreto, resultando em estruturas protendidas. 28 Figura 3 - Sistema com armadura pré-tracionada. Fonte: Migliore Junior e Pastore (2007) Figura 4 - Pista de protensão com armaduras longitudinais. Fonte: Premazon (2011) 29 Figura 5 – Macaco de protensão de monocordoalha. Fonte: Hanai (2005) Ainda segundo Pfeil (1984), os sistemas com armaduras pós-tracionadas são mais utilizados quando a protensão é realizada na obra. Neste sistema, a protensão é realizada após o ganho de resistência do concreto. O concreto é lançado em fôrmas e são colocados os cabos de aço no interior de bainhas. Após o concreto ter atingido resistência suficiente, os cabos são esticados pelas extremidades, até atingirem o alongamento desejado. Em seguida, os cabos são ancorados nas faces do concreto com dispositivos mecânicos, aplicando assim o esforço de compressão ao concreto. A figura 6 apresenta a fase de montagem de macaco hidráulico para protensão de cabos pós-tracionados. Figura 6 - Montagem de macaco hidráulico para protensão. Fonte: Migliore Júnior e Pastore (2007) 30 Conforme Emerick (2005), a classificação do sistema de pós-tração quanto à sua aderência entre os cabos e o concreto, em sistemas: aderente e não aderente. No sistema com protensão aderente, após a protensão dos cabos, é injetada nata de cimento dentro das bainhas metálicas (figura 7), as quais abrigam as cordoalhas a serem protendidas. Já no sistema não aderente, as cordoalhas ficam envolvidas por uma camada de graxa e bainhas de polietileno, como observado na figura 8. Figura 7 - Bainhas metálicas e luva de emenda. Fonte: Lacerda (2007) Figura 8 - Cordoalhas engraxadas com e sem bainhas. Fonte: Lacerda (2007) 31 O objetivo principal do concreto protendido, segundo Rocha (1972), é criar um processo que permite usar aços de alta resistência à tração, obtendo assim, estruturas mais leve e esbelta com o uso de concreto de resistência elevada à compressão. Leonhardt (1983) acrescenta, na utilização de concreto protendido, a vantagem de vencer vãos maiores com estruturas mais esbeltas e de menor peso próprio do que o concreto armado, com a melhoria da capacidade de utilização e de elevada resistência à fadiga. A possibilidade de vencer maiores vãos com lajes protendidas, permitindo maior liberdade arquitetônica e redução do número de pilares, com consequente aumento na área útil e número de vagas em estacionamento é observado por Emerick (2005). Outra vantagem é a possibilidade de suprimir o uso de vigas, permitindo a redução total na altura do edifício Figura 9 e consequentemente, diminuindo o peso da estrutura, com ganho de velocidade na desforma, menor presença de escoramentos, redução de flechas e economia, em relação as estruturas de laje em concreto armado, para vãos superiores a sete metros, como mostrada na Figura 10. Figura 9 - Laboratório médico em Belém. Fonte: Arcoweb (2006) 32 Figura 10 - Laboratório médico, estacionamento. Fonte: Arcoweb (2006) 3.5 – DEFINIÇÃO DE LAJES Placas, como se afirma na NBR 6118 (2003, item 14.4.2.1), são elementos de superfície plana sujeitos principalmente a ações normais a seu plano. As placas de concretos são usualmente denominadas lajes. Este elemento estrutural é um dos mais conhecidos; ele está presente nas construções desde a antiguidade, e vem sofrendo um grande processo evolutivo ao longo desse período ressalta Claro (2008, p. 2). Claro (op. cit., p. 3) observa ainda que uma das mais antigas lajes registrada e datada de 2575 a 2134 a.C e foi utilizada na pirâmide de Kefren no Egito Figura 11. 33 Figura 11 - Pirâmide de Kefren. Fonte: Claro (2008, p. 3) Outra referência de longa data à utilização de lajes são os Jardins Suspensos da Babilônia Figura 12. Construídos entre 605 a.C e 562 a.C os jardins em formatos de torres já apresentam a laje como elemento de separação entre pavimentos. Figura 12 - Esta gravura, pintada à mão pelo artista holandês Maerten van Heemskerck, no Século XVI, representa os jardins suspensos da Babilônia, uma das "sete maravilhas do mundo antigo”, criadas pelo rei Nabucodonosor II por volta de 600 a.C. Fonte: www.historiadomundo.com.br/babilonia/babilonia-cidade 34 As lajes, segundo Fusco (1995), são elementos estruturais bidimensionais planos de superfície lisa com cargas preponderantemente normais ao seu plano, como ilustrado na Figura 13. Considerando uma estrutura convencional, as lajes transmitem as cargas do piso às vigas, que as transmitem, por sua vez, aos pilares, através dos quais conduzem as cargas para a fundação, que dirige estas cargas ao solo. Figura 13 – Representação de uma laje de concreto. Fonte: Fusco (1995) 3.6 – FUNÇÕES ESTRUTURAIS DAS LAJES De acordo com Fusco (1995), as lajes possuem um papel importante no esquema resistente para as ações horizontais, com rigidez praticamente infinita no plano horizontal, se comportam como diafragmas rígidos ou chapas, promovendo a distribuição dos esforços entre os elementos estruturais e assim funcionando como estruturas de contraventamento, importantes para a estabilidade global do edifício. As lajes são os principais responsáveis pela transmissão dos esforços horizontais que permitem aos pilares contraventados se apoiarem nos pilares de contraventamento, garantindo assim a estabilidade global da estrutura (Fusco, 1995), como observado na figura 14. 35 Figura 14 – Lajes em grandes vãos entre vigas. Fonte: Lajeal (2008) 36 4 – LAJE ALVEOLAR PROTENDIDA 4.1 – DEFINIÇÕES Segundo a empresa de pré-fabricados, TATU, a laje alveolar é constituída de painéis de concreto protendido que possuem seção transversal com altura constante e alvéolos longitudinais, responsáveis pela redução do peso da peça (figura 15). Figura 15 – Seção Transversal do Painel alveolar. Fonte: TATU – Pré-moldado De acordo com Araújo (2007), as lajes alveolares possuem alvéolos longitudinais que reduzem o consumo de material e a massa de concreto na estrutura e que apresentam diferentes formas de vazio segundo cada fabricante. As seções transversais destas lajes podem apresentar alvéolos circulares, ovais, retangulares e mistos. Sua variação está relacionada a limitações construtivas ilustrada na figura 16. 37 Figura 16 – Seção Transversal do Painel Alveolar. Fonte: TATU – Pré-moldado 38 4.2 – QUANDO UTILIZAR LAJES ALVEOLARES PROTENDIDAS De acordo com a Laje Alveolar R4 a escolha pela laje alveolar envolve os seguintes parâmetros: 4.2.1 - Área mínima de laje. A laje alveolar fica economicamente viável a partir dos 250 m² de área de obra. É possível executar em áreas menores, porém o custo de montagem da laje será diluído em uma área menor resultando num custo por m² mais caro. 4.2.2 - Vão de laje. São recomendados vãos superiores a 5,0 m, pois a laje alveolar é uma opção para obras que necessitam de velocidade, pois dispensa a utilização de escoramentos. Para vãos de 5,5 m a 7 m, a laje alveolar apresenta custo bastante competitivo e nos vãos acima de 7 m, normalmente a laje alveolar é uma excelente opção em termos econômicos. 4.2.3 - Sobrecarga. A laje alveolar é especialmente interessante para vãos menores que 5,0 m, com sobrecarga entre 500 e 1300 Kgf/m²; vãos maiores que 6,0 m, para maior sobrecarga, recomenda-se redimensionar a altura da laje e as cordoalhas. 4.3 – GENERALIDADES DE LAJES ALVEOLARES As lajes alveolares são originais da Alemanha, segundo El Debs (2000), e representam um dos mais populares elementos pré-fabricados no mundo, em especial na América do Norte e na Europa Ocidental, onde são peças de grande versatilidade, que podem ser aplicadas em qualquer tipo de sistema construtivo (convencional, pré-fabricado, metálico, alvenaria estrutural e outros), para fim habitacional, comercial, industrial e de estacionamento, empregados tanto para execução de pisos, sendo o mais comum, na forma de fechamentos ou painéis. Devido à fácil instalação e à possibilidade de atingir grandes vãos, estas lajes facilitam o layout e otimizam a estrutura, seja ela de alvenaria estrutural, metálica ou de concreto, convencional ou pré-fabricado. De acordo com Melo (2004), estes são os principais motivos 39 para o grande sucesso do sistema de lajes de piso em lajes alveolares no mercado da construção civil. De acordo com Melo (2004), existem basicamente dois tipos de lajes alveolares: a extrudada e a moldada. As lajes extrudadas (figura 17 A e B), apresentam como característica do concreto um fator água-cimento muito baixo, apresentam uma melhor qualidade final, garantindo maior resistência à compressão e menor porosidade do concreto. As figuras 18 A, B, C e D, apresentam a produção de lajes moldadas. A) B) Figura 17 A e B - Máquina extrusora e Detalhe das hélices. Fonte: EDEKLING et all (2006) A) B) Figura 18 A e B - Pista de fabricação de laje moldada e Cilindros metálicos. Fonte: Premazon (2011) 40 C) D) Figura 18 C e D - Cilindros, limitadores de largura e comprimento posicionados para início de concretagem; e Cilindros moldando alvéolos da primeira laje. Fonte: Premazon (2011) De acordo com El Debs (2000), as lajes alveolares são produzidas em formas fixas (moldada) ou executadas por fôrma deslizante (extrudada) em longas pistas de concretagem, e com utilização de concreto protendido. As lajes extrudadas são produzidas no comprimento da pista e, posteriormente, cerradas nos comprimentos desejados, como ilustrado na figura 19. A limitação à modulação da laje fica restrita apenas na largura da pista de protensão, com larguras usuais de 1,00 a 1,25 metros e com espessuras de 12 a 50 centímetros. Figura 19 - Corte de laje por disco diamantado. Fonte: http://www.r4tecno.com.br/Imagens 41 Em geral o concreto utilizado para a produção das lajes é executado com cimentos de alta resistência inicial. Devido à inexistência de armadura para resistir à força cortante e para solicitações na direção transversal, estes esforços são suportados apenas pela resistência à tração do concreto (EL DEBS, 2000). Segundo Elliott (1996), a protensão está presente em mais de 90% de todos os elementos estruturais de concreto pré-fabricado utilizados na Europa como estruturas de piso, por apresentar uma relação maximizada da capacidade estrutural em comparação com um menor peso próprio. 4.4 - MÉTODOS CONSTRUTIVOS As lajes são transportadas da fábrica até a obra em caminhões com comprimento adequado como mostra à figura 20, e através de içamento pelos ganchos com guindaste as mesmas são içadas como ilustra a figura 21 e colocadas no local definitivo da obra como ilustram as figuras 22 A e B. Figura 20 - Lajes sobre a carreta. Fonte: Premazon 42 Figura 21 - Içamento das lajes. Fonte: Premazon (2011) A) B) Figura 22 A e B - Assentamento das lajes em local definitivo. Fonte: Empresa de pré-moldado TATU 43 4.5 – VANTAGENS E DESVANTAGENS Segundo a Empresa TATU as vantagens e desvantagens da laje alveolar são: 4.5.1 – Vantagens 4.5.1.1 - Simplicidade e Rapidez de Montagem O processo de montagem da laje alveolar é simples e repetitivo. O rendimento de uma equipe de montagem de três operários pode chegar, sem dificuldade, a 50 m²/h, o que equivale a 400 m² em 8 horas de trabalho (figura 23). Figura 23 - Montagem dos painéis Alveolares. Fonte: TATU pré-moldado 4.5.1.2 - Redução de Serviços na Obra Os serviços de carpintaria, armação e revestimento, além do recebimento, estoque, transporte e manuseio de todos os materiais envolvidos nestas etapas, são eliminados quase que totalmente. Alguns detalhes de acabamento das lajes alveolares junto à estrutura podem ser executados, facilmente, por profissionais sem maior especialização como mostra a figura 24. 44 Figura 24 - Redução de mão-de-obra. Fonte: Premazon (2010) 4.5.1.3 - Eliminação de Cimbramento Por serem autoportantes, os painéis alveolares não utilizam escoramentos em sua montagem. Mesmo quando é necessária a utilização de capa de concreto, os painéis alveolares são capazes de resistir a estes carregamentos sem necessidade de qualquer escoramento como mostra a figura 25. Figura 25 - Eliminação de cimbramento. Fonte: Premazon (2012) 45 4.5.1.4 - Possibilidade de Atingir Maiores Vãos A laje alveolar é capaz de alcançar grandes vãos, mesmo com cargas de utilização elevadas e apresenta maior leveza e menores deformações como mostra a tabela 1. Tabela 1 - Comparativo de desempenho das Lajes Treliçadas, Protendidas e Alveolares, todas com altura de 16 cm. Fonte: TATU Pré-moldado 4.5.1.5 - Qualidade e Confiabilidade A produção das lajes alveolares ocorre em instalações industriais modernas e providas de todos os recursos necessários para garantir a qualidade do material. Desde o controle de materiais, posicionamento de armaduras e protensão, moldagem até a cura do concreto. A moldagem das placas é feita em modernos equipamentos que através de vibração enérgica permitem a utilização de concretos com baixa relação água/cimento e, ao mesmo tempo, produzindo um adensamento ideal. 4.5.1.6 - Economia A redução de materiais e mão-de-obra para a execução e, principalmente, a redução acentuada dos prazos de execução torna a Laje Alveolar uma solução indispensável para obras com canteiros pequenos e prazos limitados. 46 4.5.2 – Desvantagens 4.5.2.1 - Deverá ter área de estacionamento para descarga. 4.5.2.2 - O canteiro deve ter espaço mínimo disponível. 4.5.2.3 - A esbeltez da laje pede cuidado especial no transporte pela grua ou guindaste. 4.5.2.4 - Depende de equipamentos especiais, tais como: Grua guindaste e munck, como mostra a figura 26. Figura 26 - Carreta com dificuldade para entrar no canteiro Fonte: Premazon (2010) 47 5– ESTUDO DE CASO: FABRICAÇÃO DE LAJE ALVEOLAR 5.1.– A EMPRESA A PREMAZON foi fundada em 1996 e desde então vem solidificando sua posição no mercado de pré-fabricados de concreto e prestação de serviços de engenharia. Atende com pré-fabricados de concreto as Regiões Norte e Nordeste. A empresa fabrica além de postes para redes elétricas e tubos para águas pluviais, peças empregadas em construções de engenharia em geral e projetos específicos, estruturas completas para subestações e linhas de transmissões, galpões em concreto armado e outros. 5.2 – RECOMENDAÇÕES GERAIS A utilização de lajes pré-fabricadas deve seguir rigorosamente o projeto da estrutura e de seus elementos constituintes. É de extrema importância que seja feita uma programação que envolva o projeto, as necessidades e o cronograma da obra, demonstrando assim o ciclo de produção, a capacidade de liberação e de entrega das peças da fábrica, para que se tenha uma otimização de todo o processo fabril dessa laje. São essenciais que sejam seguidos os critérios de norma (NBR 9062, 2006). Essas especificam detalhes como a classe de resistência do concreto, o controle de qualidade entre outros. No quesito qualidade, o fabricante deve apresentar amostras representativas da qualidade especificada a ser aprovada pela fiscalização e a servir de parâmetro de comparação do produto acabado. Além disso, como destaca Comunidade da Construção (2007), os engenheiros e encarregados de produção e de controle de qualidade dos elementos préfabricados deverão ter pelo menos as especificações e procedimentos abaixo: Pistas de protensão: limpeza e cuidados; Armadura: diâmetro dos pinos para dobramento das barras, manuseio, transporte, armazenamento, estado superficial, limpeza e cuidados; 48 Concreto: dosagem, amassamento, consistência, descarga da betoneira, transporte, lançamento, adensamento e cura; Protensão: forças iniciais e finais, medidas das forças e alongamentos, manuseio, transporte, armazenamento, estado superficial, limpeza e cuidados com fios, barras e cabos de protensão; Liberação da armadura pré-tracionada: em pistas de protensão na produção de elementos de concreto pré-fabricados por pré-tração, cuidados e segurança contra acidentes; Manuseio e armazenagem dos elementos: utilização de cabos, balancins ou outros meios para suspensão dos elementos, pontos de apoio, métodos de empilhamento, cuidados e segurança contra acidentes; Tolerâncias: dimensionais e em relação a defeitos aparentes das formas e da armadura, tolerâncias quanto à variação da consistência e defeitos aparentes do concreto fresco, tolerâncias quanto à discrepância entre a medida do alongamento e da forca aplicada à armadura protendida, tolerância em relação às resistências efetivas do concreto, tolerâncias de abertura de fissuras, tolerâncias dimensionais e em relação a defeitos aparentes dos elementos pré-fabricados acabados. 5.3 – PROCESSO DE PRODUÇÃO DAS LAJES Foi feito um acompanhamento de produção das lajes alveolares protendidas pré-fabricadas na Premazon, dando ênfase no estudo de caso do processo de fabricação. Durante a produção de lajes deve-se obedecer ao disposto na ABNT NBR 9062 (2006) que atenta aos cuidados de controle de qualidade. No decorrer de todo o processo dentro da fábrica são adotados procedimentos que visam à qualidade, a segurança, a saúde ocupacional e a preservação do meio-ambiente, através de uma gestão integrada entre todas essas áreas. 49 Medeiros (2003), explica que: “durante o processo de produção são controladas a umidade, cura, temperatura, adições minerais e químicas no concreto e as tensões nas cordoalhas, o que resulta em peças sem deformações e com textura e coloração uniforme”. 5.4 – ETAPAS DE FABRICAÇÃO A fabricação das lajes alveolares é dividida em sete etapas: 1ª etapa: Preparação da pista de protensão - inicialmente faz-se a limpeza da pista para retirar possíveis restos de concreto e aço do processo anterior. Após esse cuidado, a pista que possui 156 metros de comprimento e largura de 1,25 metros, recebe uma fina camada de óleo desmoldante, fato observado por Isaia (2005), que ressalta: “sobre a importância do uso deste produto para evitar aderência de concreto na fôrma e também para facilitar a retirada da peça sem danificá-la e prejudicar seu acabamento final”, (figura 27). Figura 27 – Fôrma limpa com desmoldante aplicado. Fonte: Premazon (2011) 50 2ª etapa: Protensão dos cabos – os esforços de protensão, o número de cordoalhas e o espaçamento são seguidos de acordo com o projeto da laje feito pelo calculista. A armação da laje alveolar é composta apenas por cabos de protensão na figura 28 sobre a parte inferior da fôrma, que ficam no sentido longitudinal da pista. E no sentido transversal, os esforços são suportados pela resistência a tração do concreto. Figura 28 – Bobina de cabo de cordoalha. Fonte: Premazon (2011) As cordoalhas são posicionadas sobre a pista, passando pelos limitadores metálicos de comprimento para serem ancoradas em uma das extremidades. Em seguida, os cabos são fixados mediante a utilização de cunhas. Devem-se manter as cunhas apertadas contra os pratos quando for aplicada a tensão dos cabos, ilustrada na figura 29. Figura 29 – Cabos passando pelos limitadores e ancorados na extremidade. Fonte: Premazon (2011) 51 Logo em seguida, o macaco de protensão de monocordoalha (figura 30) é posicionado para dar início ao tencionamento dos cabos até alcançar a força de tração prevista em projeto. Esta força é verificada por meio do controle de pressão lida no manômetro do aparelho de pretensão (figura 31) e no alongamento total da cordoalha (figura 32). Figura 30 – Macaco de protensão de monocordoalha. Fonte: Premazon (2011) Figura 31 – Manômetro do aparelho de protensão. Fonte: Premazon (2011) 52 Figura 32 – Alongamento da cordoalha devido a protensão. Fonte: Premazon (2011) Todos os cabos recebem uma protensão prévia chamada de pré-tração e logo após, a protensão definitiva do projeto, pois se faz uso de concreto protendido com armadura ativa, como explica Pereira (2005, p.7), “é aquela em que o estiramento da armadura ativa é feita através de apoios independentes da peça, antes do lançamento do concreto”. 3ª etapa: Posicionamento das fôrmas alveolares – o limitador de comprimento metálico (perfil limitador), chamado de pente, que é utilizado para limitar o comprimento da peça, posicionar as cordoalhas na pista e guiar os tubos metálicos alveolares. Cada peça é separada individualmente pelo perfil limitador e o mesmo não tem seu interior concretado, pois no interior do limitador é que ocorrerá a separação das lajes. Os tubos de aço são colocados na pista de protensão para a formação dos alvéolos na laje pré-fabricada, como mostram as figuras 33 A e B. É utilizado desmoldante para facilitar o deslizamento do tubo no concreto. 53 A) B) Figura 33 A e B – Tubos de aço e pista untadas com desmoldante. Fonte: Premazon (2011) A sequência de figuras 34 a 41 A e B abaixo mostram detalhes para o saque dos tubos metálicos que irão formar os alvéolos e início da concretagem da peça seguinte, saque este feito por movimentos transversais manualmente e longitudinalmente por uma talha no início da pega do concreto. Figura 34 - Movimento transversal manual. Fonte: Premazon (2011) 54 Figura 35 - Mostra o movimento transversal sendo executado manualmente em outro tubo de aço. Fonte: Premazon (2011) Figura 36 - Detalhe da fixação do cabo de aço da talha no tubo. Fonte: Premazon (2011) 55 Figura 37 - Talha equipamento utilizado para sacar os tubos longitudinalmente. Fonte: Premazon (2011) Figura 38 - Mostra o início do saque dos tubos. Fonte: Premazon (2011) 56 Figura 39 - Mostra o início do posicionamento dos tubos na laje posterior. Fonte: Premazon (2011) A) B) Figura 40 A e B - Mostram o saque dos tubos finalizando uma peça e posicionando para o início da outra. Fonte: Premazon (2011) 57 A) B) Figura 41 A e B - Mostram uma peça acabada e o início da concretagem da outra. Fonte: Premazon (2011) 4ª etapa: Concreto – os materiais para a produção do concreto (cimento, areia, brita e aditivos) são enviados até a fábrica, onde são estocados separadamente, em locais próximos um do outro. São reservadas amostras de cada um desses materiais para a realização de ensaios, e deste modo controlar os agregados constantemente em laboratório próprio. A NBR 9062 (2006) comenta que o cimento empregado deve ser conforme o disposto na NBR 6118 e o agregado empregado deve ser o miúdo, conforme as características dispostas na NBR 7211. Isaia (2005) salienta que: “os tipos de cimentos mais indicados em sistemas de préfabricação são o CP V (alta resistência inicial) e o CP II (composto), de classe 40, pois proporcionam elevadas resistências iniciais”. Além disso, para atender as características do concreto para pré-fabricados, utilizam-se aditivos. Os mais indicados como aponta Isaia (2005), são os redutores de água de alta eficiência, como os polifuncionais e superplastificantes. 58 Fazem-se especificações quanto ao uso de aditivos em pré-moldados (logo, em préfabricados): Podem ser adicionados ao concreto aditivos com objetivo de acelerar ou retardar a pega e o desenvolvimento da resistência nas idades iniciais, reduzir o calor de hidratação, melhorar a trabalhabilidade, reduzir a relação água/cimento, aumentar a compacidade e impermeabilidade ou incrementar a resistência aos agentes agressivos e as variações climáticas, desde que atendam as especificações de Normas Brasileiras ou, na falta destas, se as propriedades tiverem sido verificadas experimentalmente em laboratório nacional especializado. NBR 9062 (2006, item 8.1.1.1.1) E faz-se ainda, recomendações quando se tratar de elementos de armadura de protensão: Em elementos pré-moldados protendidos, os aditivos empregados, seja no concreto, como na argamassa em contato com a armadura de protensão, inclusive a argamassa de injeção, não devem conter ingredientes que possam provocar corrosão do aço, em particular a corrosão sob tensão, sendo rigorosamente proibidos aditivos que contenham cloreto de cálcio ou quaisquer outros halogênios. . NBR 9062 (2006, item 8.1.1.1.2) De acordo com o Portal do concreto (www.portaldoconcreto.com.br), as seguintes especificações de ensaios devem ser: determinação da composição granulométrica de agregados, da massa específica e massa específica aparente do agregado miúdo, da massa específica do agregado graúdo (método picnômetro), absorção e massa específica do agregado graúdo, impurezas orgânicas húmicas em agregado miúdo (realizados fora de fábrica). Já o ensaio de umidade da areia (frasco de Chaplin) é realizado no laboratório da fábrica. Com relação aos agregados, Isaia (2005) observa que: “se deve evitar os agregados lamelares, os alongados e os que possuem muito pó aderido na superfície, pois estes acarretam aumento no consumo de água na mistura, e consequentemente em cimento”. Ressalta ainda que: “é importante atentar-se aos agregados utilizados em fábrica, pois a variabilidade na granulometria, por exemplo, pode ocasionar perda de resistência do concreto”. A empresa Premazon comenta, que para cada tipo de produto (lajes de diferentes espessuras) é utilizado um respectivo traço. A dosagem e o amassamento são produzidos nas betoneiras elevadas da fábrica (figura 42). 59 Figura 42 - Betoneira elevada. Fonte: Premazon (2011) Segundo a NBR 6118, o concreto utilizado para elementos pré-moldados devem ser classe C30 ou superior, sendo atendido o disposto na ABNT NBR 9062/2006 quanto à durabilidade da estrutura. Percebe-se que o concreto utilizado na fábrica do estudo de caso segue a norma, pois este possui fck aos 28 dias de 50 MPa, e fck mínimo na desprotensão de 21 Mpa. Premazon (2012) ressalta que para alcançar essas resistências, é necessária a utilização de concreto de alto desempenho, para isso há uma adição mineral e química. São moldados corpos de prova em quantidade suficiente para obter os controles adequados nas várias fases de produção, conforme normas brasileiras. O concreto com excesso de água pode afetar inclusive o acabamento final da peça como mostra a figura 43. 60 Figura 43 - Alteração de seção ocorrida principalmente em misturas com excesso de água. Fonte: http://www.rheotec.com.br/materia/drycast/index.htm É importante moldar-se os corpos de prova de acordo com a metodologia dirigida pela Norma, para que todos os laboratórios do país realizem o ensaio da mesma maneira, com equipamentos que podem ser considerados similares e procedimentos padronizados. Durante o acompanhamento na fábrica pode-se observar que há laboratório próprio e que as normas são seguidas, onde os ensaios são realizados cuidadosamente por pessoas qualificadas (figuras 44 A e B; 45 A e B). 61 A) B) Figura 44 A e B - Prensa eletrônica para ensaio de compressão e Painel de controle da prensa, respectivamente. Fonte: Premazon (2012) A) B) Figura 45 A e B - Agitador eletrônico para ensaio de granulometria e estufa, respectivamente. Fonte: Premazon (2012) 5ª etapa: Concretagem – Nessa indústria, o concreto é lançado por meio de caçambas, que são suspensas e transportadas pela ponte rolante da fábrica por toda extensão da pista de protensão. A figura 46 ilustra a concretagem de uma laje alveolar com auxílio da caçamba. O concreto é lançado por gravidade a partir da abertura do acesso localizado na face inferior da caçamba (figura 47). 62 Figura 46 - Caçamba de concreto. Fonte: Premazon (2011) 63 Figura 47 - Lançamento do concreto pela abertura inferior da caçamba. Fonte: Premazon (2011) A operação de distribuição e adensamento do concreto em laje alveolar são ilustradas nas figuras 48 a 51. Nesta etapa é necessária a utilização de enxada e/ou pá de bico para auxiliar na distribuição do concreto (figuras 48 e 50), bem como a utilização de vibradores de imersão e um motor vibrador com baixa rotação para realizar o adensamento do concreto (figuras 49 e 51). 64 Figura 48 - Espalhamento do concreto com enxada. Fonte: Premazon (2011) Figura 49 - Adensamento com vibrador de imersão. Fonte: Premazon (2011) 65 Figura 50 - Espalhamento do concreto com pá de bico. Fonte: Premazon (2011) Figura 51 - Adensamento com motor vibrador de baixa rotação. Fonte: Premazon (2011) 66 Enquanto uma equipe trabalha para adensar o concreto já lançado sobre a fôrma das lajes alveolares, outra trabalha em trecho anterior no acabamento de superfície das lajes, como mostra a figura 52, pois é necessário que exista adequada rugosidade na face que deverá receber posteriormente a capa moldada no local da obra. Esse processo pode ser observado na figura 53. Figura 52 - Acabamento das peças enquanto concreta-se a peça posterior. Fonte: Premazon (2011) Figura 53 - Concretagem da peça posterior a que está sendo acabada. Fonte: Premazon (2011) 67 6ª etapa: Cura e desprotensão – O processo de cura é feito ainda na fôrma logo após o término da concretagem, as peças são molhadas e envelopadas com uma lona plástica, evitando assim a evaporação da água. Depois de encerrado o processo de cura, o concreto adquire resistência suficiente para suportar a compressão causada pela protensão proveniente do corte das cordoalhas. Esta etapa é chamada de desprotensão (figura 54). Em seguida, as cordoalhas são cortadas com serra de disco abrasivo ou maciço, entre os perfis metálicos (limitadores de comprimento), como pode ser vista na figura 55. Figura 54 - Desprotensão da pista completa. Fonte: Premazon (2011) Figura 55 - Local de separação das peças após a desprotensão. Fonte: Premazon (2011) 68 7ª etapa: Estocagem das lajes – As lajes alveolares são retiradas das fôrmas fixas e transportadas para o local de estocagem, através do pórtico rolante sobre trilho (figura 56) presente na fábrica. Figura 56 - Pórtico rolante. Fonte: Santor (2008) - Empresa Projepar Estruturas de Pré-fabricados O transporte das lajes protendidas só deve ser feito usando-se ganchos apropriados ou garras, presa nos pontos de içamento predeterminado, como ilustrado na figura 57. Figura 57 - Garra metálica. Fonte: Premazon (2011) 69 Santor (2008) explica que os dispositivos auxiliares utilizados para o manuseio dos elementos são os de içamento. Esses podem ser laços ou chapas chumbadas e ainda laços ou argolas, rosqueadas após a fabricação do elemento pré-fabricado. As lajes alveolares são empilhadas no pátio da fábrica, com auxílio de equipamentos como grua e pórticos rolantes, esse procedimento é feito com certo cuidado na quantidade de lajes sobrepostas (não exceder seis lajes por pilha, sendo que se pode acomodar até duas lajes entre pilhas de uma mesma carga, desde que não ultrapasse um total de 28 toneladas), como ilustrada na figura 58 e usar suportes de madeira de no mínimo 30 centímetros de cada extremidade da peça. Esse procedimento serve para proteção e evitar que formem flechas ou contra flechas. As lajes ficam estocadas até o momento de serem enviadas para a obra, de acordo com o cronograma previsto pela fábrica (figura 59). Figura 58 - Empilhamento de lajes (detalhe das proteções de madeira). Fonte: www.r4tecno.com.br/Imagens.site.r4/laje.alveolar/transporte-laje-alveolar. Figura 59 - Estocagem das lajes alveolares com calços de madeira. Fonte: Protendit (2008) 70 Na fábrica existem alguns cuidados referentes ao empilhamento dos painéis alveolares: 1. Os painéis devem ser empilhados separados por peças de mesmas dimensões (obrigatoriamente). 2. Os apoios devem ficar em torno de 30 cm das extremidades dos painéis alveolares. 3. Os apoios dos painéis devem ter o mesmo alinhamento, evitando que as peças superiores sobrecarreguem as inferiores. 4. Manter pilhas distante uma das outras pelo menos 10 cm, para evitar que colidam durante o transporte. 5.5 - CONTROLE DE QUALIDADE E SEGURANÇA. A Comunidade da Construção (2007, Ficha S4.12) comenta que, os elementos préfabricados devem ser executados industrialmente sob condições rigorosas de controle de qualidade, dentre as quais destacam-se: 1. Todos os elementos pré-fabricados devem ter marcados ou anexados a eles sua identificação conforme projeto; 2. Todos os elementos individualmente devem ter ficha do seu histórico com indicação sequencial do tipo: data de cada fase de sua vida (concretagem, desforma, aplicação da protensão, manuseio, montagem, solidarização), resultados dos ensaios, anotações de eventuais irregularidades e como foram corrigidas. Durante o acompanhamento de fabricação observou-se um controle de qualidade sendo seguido na fábrica. Um dos setores da empresa é composto por pessoal responsável pela fiscalização, garantindo deste modo o preenchimento de fichas, formação de histórico e controle da qualidade. 71 Com relação aos aspectos de segurança, a fábrica mantém, conforme afirma Premazon (2012), existe um rígido controle na manutenção de cabos, pontes, pórticos e equipamentos da segurança; o cumprimento de todas as normas e leis de segurança; e constantes treinamentos específicos de segurança. 72 6 – ESTUDO DE CASO: APLICAÇÃO NA OBRA 6.1 – PROJETOS Atendido o disposto nas normas ABNT NBR 6118/2003, ABNT NBR 6120/1980 e ABNT NBR 9062/2006, são apresentados a seguir os carregamentos a serem considerados no projeto de estruturas pré-fabricadas. Peso próprio; Capeamento (médio 6 cm); Acabamentos de piso conforme definidos no projeto arquitetônico; Impermeabilizações, conforme projeto próprio; Alvenarias, conforme definidas no projeto arquitetônico; Cargas variáveis; Vento, conforme ABNT NBR 6123/1988; Efeitos de variações volumétricas, ou seja, retração, fluência e variação de temperatura. Com relação à documentação, tem que estar conforme estabelece a ABNT NBR 6118/2003 “o produto final do projeto estrutural é constituído por desenhos, especificações e critérios de projeto”. Os desenhos devem obedecer as “Normas de Apresentação de Projetos de edificações” da FDE. Devem constar nos desenhos, além das fôrmas e armações, pelo menos informações como o tipo de concreto, conforme ABNT NBR 8953/1992; a resistência característica do concreto nas etapas de manuseio, aplicação da protensão, transporte, armazenamento e montagem; o módulo de elasticidade nas etapas prescritas na ABNT NBR 9062/2006; os tipos de aço conforme ABNT NBR 7480/1996, ABNT NBR 7482/1991 e ABNT NBR 7483/1991; cobrimentos das armaduras e dos inserts em todas as faces dos elementos; armadura adicional a ser colocada na obra; volume e o peso de cada elemento; detalhes das ligações a serem executadas na obra durante e após a montagem; as tolerâncias ou respectivos ajustes dimensionais dos elementos; modo de desfôrma, manuseio e montagem dos elementos; e sequência de montagem e solidarizações. 73 A figura 60 mostra um projeto de distribuição das lajes na estrutura e a figura 61 apresenta um projeto individual da laje alveolar para produção. Figura 60 – Projeto de distribuição das lajes Fonte: Premazon (2009) 74 Figura 61 – Projeto individual de uma laje alveolar Fonte: Premazon (2009) 75 6.2 – PROCESSO EXECUTIVO 6.2.1 – Chegada das Lajes na Obra As lajes chegam à obra sendo transportadas por carreta padrão (figura 62), devidamente amarradas e empilhadas (figura 63). Existe um procedimento no qual o motorista apresenta a nota fiscal na entrada de obra, onde constam as peças constituintes da carga que trouxe. Logo após o encarregado ter conferido as peças com a nota fiscal e certificar-se que está correta a carga, o motorista recebe liberação para entrar no canteiro. Figura 62 - Chegada das lajes na obra. Fonte: Premazon (2012) Figura 63 - Detalhe da amarração das lajes na carreta. Fonte: Premazon (2012) 76 6.2.2 – Montagem das Lajes As lajes alveolares são içadas da carreta individualmente por guindaste acoplado ao caminhão (caminhão Munck), guindaste ou até mesmo por grua. Iniciando-se a montagem das peças, que são assentadas suavemente sobre as vigas, e normalmente bi-apoiadas no seu local definitivo conforme projeto figuras 64, 65 A e B e 66 A e B.. Lajes Alveolares e vigas de apoio As lajes alveolares protendidas apresentam alta resistência e grande durabilidade devido ao moderno processo produtivo que gera um alto grau de compactação de concreto. As vigas de apoio podem ter seção retangular, trapezoidal ou “L” em concreto armado ou protendido, de forma a atender as necessidades do projeto arquitetônico. Figura 64 – Descrição do produto final. Fonte: Manual de produtos Cassol (2008) A) B) Figura 65 A e B - Retirada da laje de cima da carreta e início da montagem. Fonte: Premazon (2012) 77 A) B) Figura 66 A e B – Montagem das lajes alveolares protendida na obra. Fonte: Premazon (Alianza) As figuras 67 A e B mostram que o processo de montagem da laje alveolar é relativamente simples e repetitivo e é realizado colocando-se um painel encostado no outro para formação do piso. A) B) Figura 67 A e B – Conjunto: Lajes, vigas e pilares pré-fabricados montados na obra. Fonte: Premazon (Alianza) 78 6.2.3 – Equalização dos Painéis Alveolares Após a montagem das placas sobre a estrutura e antes do início do rejuntamento entre as placas, deve ser feita a equalização dos painéis alveolares através de torniquetes (figura 68), comenta a empresa Tatu pré-moldados (2008). Figura 68 - Montagem do Torniquete para equalização das placas Fonte: Tatu pré-moldados (2008) Tatu pré-moldados (2008) explica que, como os painéis alveolares são protendidos, após sua fabricação surgem pequenas contra-flechas. Estas contra-flechas não são iguais para todas as placas, sendo necessária, após o posicionamento sobre a estrutura, a execução do nivelamento (equalização) das placas através de torniquetes de madeira e arame (figura 69 A e B e figura 70). A) B) Figura 69 A e B - Detalhe dos torniquetes durante a equalização. Fonte: Manual técnico de lajes alveolares – Cassol Pré-fabricados 79 Figura 70 - Equalização de lajes na obra. Fonte: Acervo de fotos obra Leroy Merlin/Carrefour Porto Alegre - RS Concluída a etapa de equalização das lajes, as juntas deverão ser preenchidas com concreto fino (graute) e, decorridas 48 horas após a finalização do preenchimento das juntas, os torniquetes poderão ser removidos e os trabalhos para a conclusão da laje retomados. 6.2.4 – Junta entre Painéis ou Rejuntamento Tatu pré-moldados (2008) afirma que, o preenchimento das juntas entre os painéis tem como objetivo a garantia de um funcionamento solidário das diversas placas que constituem uma laje alveolar, estabelecendo uma colaboração entre elas na redistribuição de cargas das mais carregadas para as menos carregadas, além de fornecer o acabamento e a estanqueidade necessária (figura 71). Figura 71 - Chave de cisalhamento entre dois painéis. Fonte: Tatu pré-moldados (2008) 80 A Laje Alveolar é desenhada de modo que na união de duas placas apenas as faces inferiores entrem em contato, onde existe um chanfro entre as peças para acabamento da face inferior. As faces superiores das placas ficam afastadas entre si, permitindo a passagem do concreto fino (graute). Uma vez concretada, a junta entre as placas constitui uma chave de cisalhamento que solidariza o conjunto das placas (figura 72 e 73), salienta Tatu prémoldados (2008). Figura 72 - Painéis solidarizados pela chave de cisalhamento. Fonte: Tatu pré-moldados (2008). Figura 73 - Chaveteamento de lajes. Fonte: Acervo de fotos obra Leroy Merlin/Carrefour Porto Alegre – RS 81 6.2.5 – Montagem da Armação para o Capeamento 6.2.5.1- Armadura de distribuição De acordo com Tatu pré-moldado (2008), a armadura de distribuição tem duas funções principais: auxiliar na distribuição de cargas verticais e controlar a abertura de fissuras por retração do concreto de capeamento. Ela é composta por barras de aço CA50 ou por fios de aço CA60, dispostos no plano da capa, nas duas direções ortogonais, ou por telas eletrosoldadas do tipo Q 138, a qual foi utilizada na obra em estudo. A Tatu ressalta ainda, que a montagem da malha de distribuição sobre os painéis deverá ser feita, após a conclusão do rejuntamento das placas, com auxílio de espaçadores para que a mesma tenha um cobrimento de 1,5 cm em relação à face superior do capeamento. Quando necessário, o traspasse da malha deverá ser feito pela sobreposição de duas malhas ou a distância mínima de 25 cm (figuras 74,75, 76 e Tabela 2). Figura 74 - Malha de distribuição e emenda por traspasse Fonte: Tatu pré-moldado (2008). A tabela 2 a seguir mostra a armadura mínima que deverá ser utilizada na malha de distribuição em função do carregamento da laje. Tabela 2 – Malha de Distribuição (Armadura Mínima) Fonte: Tatu pré-moldados (2008). 82 Figura 75 - Montagem de armadura (tela) para posterior capeamento. Fonte: Manual técnico de lajes alveolares – Cassol pré-fabricado. Figura 76 - Detalhe da armadura negativa. Fonte: Obra Carrefour/Leroy Merlin – Porto Alegre – RS 6.2.5.2 - Armadura negativa nas continuidades Nas lajes contínuas constituídas por painéis alveolares montados numa mesma direção é possível considerar o efeito da continuidade no dimensionamento da laje, salienta Tatu prémoldados (2008). Ele ressalte ainda que, além da armadura de distribuição, serão dispostas armaduras negativas nos apoios das lajes onde ocorra continuidade, como pode ser vista na figura 77. 83 Figura 77 – Posicionamento da Armadura Negativa Fonte: Tatu pré-moldados (2008). El Debs (2000) explica que, tem sido intensificada a aplicação de armadura sobre os apoios, com a finalidade de proporcionar uma efetiva continuidade em relação aos momentos fletores (figura 78). Figura 78 - Detalhe da armadura negativa. Fonte: Acervo de fotos Obra Carrefour/Leroy Merlin – Porto Alegre - RS 6.2.5.3 - Armaduras Especiais Além da malha de distribuição e das armaduras negativas, podem ser necessárias armaduras para reforço em furos ou, a critério do projetista da estrutura, armaduras de ligação que garantam a solidarização da laje ao restante da estrutura, observa Tatu pré-moldados (2008). 84 6.2.6 – Capeamento A capa de concreto, necessária à execução de todas as lajes pré-fabricadas pode ser dispensada nas Lajes Alveolares, observa Tatu pré-moldados (2008). A empresa também comenta que, a área de concreto da seção transversal dos painéis pode ser suficiente para resistir às tensões de compressão e o monolitismo requerido para uniformizar a distribuição das cargas pode ser alcançado, simplesmente, com o preenchimento das juntas. Contudo, para as lajes de piso, é recomendada a utilização da capa de concreto C30 para o nivelamento da superfície da laje e correção da contra-flecha decorrente da protensão dos painéis alveolares (figura 79). Figura 79 – Capa de concreto executada sobre os painéis alveolares. Fonte: Tatu pré-moldados (2008). A capa também permite o alojamento de armaduras necessárias à redistribuição de cargas concentradas, como é o caso das paredes apoiadas sobre a laje, comenta Tatu prémoldados (2008). Ainda observa que, espessura mínima da capa deve ser medida no meio do painel alveolar (figura 80) e, como eles possuem uma contra flecha, próximo aos apoios a espessura da capa deverá ser maior. Esta diferença deverá ser levada em conta para a definição do nível final da laje e para o cálculo do volume necessário de concreto para o capeamento. 85 Figura 80 – Variação da espessura da capa de concreto em função da contra flecha. Fonte: Tatu pré-moldados (2008). 6.2.7 – Recorte dos Painéis Alveolares Através do projeto de fôrma da estrutura, com medidas conferidas na obra, fornecido pelo Cliente, será elaborado um projeto de paginação da laje (figura 81) com detalhe das lajes alveolares que serão recortadas durante a fabricação. A fabricação de laje alveolar é normalmente com largura de 124,5cm, por isso é preciso ajustar a modulação das lajes de acordo com o projeto executivo para evitar recorte, mas esse corte na laje é necessário quando existem pilares indo para dentro da placa, como ilustra a figura 82. Estes recortes devem ser feitos na fábrica, como mostra a figura 83. Esse corte na laje só deve ser feito onde realmente for necessário uma vez que elevam o custo de fabricação das lajes alveolares protendida. 86 Figura 81 – Paginação das lajes alveolares com indicação das placas recortadas. Fonte: Tatu pré-moldados (2008). 87 Figura 82 – Encaixe de painéis alveolares na obra. Fonte: Tatu pré-moldados (2008). Figura 83 – Laje recortada na fabricação. Fonte: Premazon (2012). Nos pilares que continuam para outros pavimentos e que exijam recorte no apoio do painel com dimensão maior que 40 cm, deverão ser utilizados consolos para assegurar o apoio da placa na região recortada, comenta Tatu pré-moldado (2008). 88 6.2.8 – Furo na Laje Alveolar Protendida Com relação aos furos na laje alveolar, estes devem ser cuidadosamente estudados, ainda na fase de projeto. A figura 84 ilustra a introdução de dispositivos metálicos na estrutura para formação do furo na placa, esse procedimento tem que ser devidamente projetado, para que seja possível a execução de furos para shafts e outras aplicações, salienta Tatu pré-moldados ( 2008). Figura 84 – Exemplo de furo na laje alveolar. Fonte: Tatu pré-moldados (2008). 6.2.9 – Passagem dos Dutos na Laje De acordo com a Tatu pré-moldados (2008), existem três formas de passar os dutos ou tubulações na laje alveolar, que são: (1) Sobre os painéis, (2) dentro dos alvéolos (embutidos) e (3) sob os painéis (aparente), como pode ser observado na figura 85. Figura 85 – Detalhe da tubulação na laje alveolar. Fonte: UFSCar. 89 A figura 86 e 87 ilustra a passagem da tubulação sob as lajes (aparente) na obra estudada. Figura 86 – Detalhe da tubulação na laje alveolar aparente Fonte: Premazon (2011) Figura 87 – Detalhe da tubulação na laje alveolar aparente Fonte: Premazon (2011) 90 7 – TEMPO DE MONTAGEM DA ESTRUTURA De acordo com a produtividade de montagem fornecida pela equipe técnica da Premazon, foi elaborado um cronograma global das estruturas pré-fabricadas da obra estudada, como pode ser observado na figura 88 abaixo: Figura 88 – Cronograma de montagem da estrutura Fonte: Premazon (2009) 91 8 CUSTO DA LAJE ALVEOLAR MONTADA A tabela 3 abaixo apresenta os quantitativos de peças com suas respectivas sobrecargas, volume de concreto, peso de cordoalhas e custo da laje montada sem capa. Todas as informações e valores foram obtidos com a equipe técnica da Premazon Tabela 3 – Custo de montagem por metro quadrado de laje Fonte: Premazon (2009). 92 9 CONCLUSÃO Este trabalho tem como objetivo apresentar tanto a produção das lajes alveolares protendidas em fábrica de pré-moldados quanto sua aplicação na obra e quão produtiva fica uma obra com a introdução desta tecnologia. Houve o cuidado de expor todos os passos e cuidados para a fabricação, desde a limpeza da pista, passando pela protensão, até a retirada da peça para o estoque, transporte, bem como sua aplicação em obra, desde o empilhamento, passando pelo rejuntamento, capeamento de concreto e etc., através de ilustrações e textos, etapa por etapa de produção e de execução no canteiro de obras. Algumas peculiaridades deste sistema também foram explanadas, como a necessidade de equipamentos de montagem, a equalização das peças pré-moldadas e a solidarização dos elementos com capeamento de concreto estrutural. Foi também explicado quando se deve usar este método construtivo. Este trabalho levou à conclusão que a laje alveolar protendida tem como característica principal a capacidade de vencer grandes vãos com grandes carregamentos em comparação com outros sistemas. Isto ocorre devido à utilização de armadura ativa de protensão aliada a um concreto de alto desempenho e menor peso próprio, devido à existência dos alvéolos no interior da peça. Concluiu-se também que ao utilizar as lajes alveolares para obras com áreas superiores a 250 m² e com grandes vãos, geralmente se tem uma redução no custo de mão de obra, cimbramento e desperdício. 93 10 – BIBLIOGRAFIA ABCIC – Associação Brasileira da Construção Industrializada de Concreto. Disponível em: <http://www.abcic.org.br> ASSOCIACÃO BRASILEIRA DE NORMAS TÉCNICAS. NBR 6118: Projeto de estruturas de concreto - Procedimento. Rio de Janeiro. __. (2007) ASSOCIACÃO BRASILEIRA DE NORMAS TÉCNICAS. NBR 6118: projeto e execução de estruturas de concreto pré-moldado. Rio de Janeiro, 2006. ASSOCIACÃO BRASILEIRA DE NORMAS TÉCNICAS. NBR 9062: projeto e execução de estruturas de concreto pré-moldado. Rio de Janeiro, 2006. ASSOCIACÃO BRASILEIRA DE NORMAS TÉCNICAS. NBR 6123: Forças devidas ao vento em edificações. Rio de Janeiro, 1988. ASSOCIACÃO BRASILEIRA DE NORMAS TÉCNICAS. NBR 6120: Cargas para o cálculo de estruturas de edificações. Rio de Janeiro, 1980. ASSOCIACÃO BRASILEIRA DE NORMAS TÉCNICAS. NBR 8953: Concreto para fins estruturais - Classificação por grupos de resistência. Rio de Janeiro, 1992. ASSOCIACÃO BRASILEIRA DE NORMAS TÉCNICAS. NBR 7480: Barras e fios de aço destinados a armaduras para concreto armado. Rio de Janeiro, 1996. ASSOCIACÃO BRASILEIRA DE NORMAS TÉCNICAS. NBR 7482: Fios de aço para concreto protendido. Rio de Janeiro, 1991. ASSOCIACÃO BRASILEIRA DE NORMAS TÉCNICAS. NBR 7483: Cordoalhas de aço para concreto protendido. Rio de Janeiro, 2004. ASSOCIACÃO BRASILEIRA DE NORMAS TÉCNICAS. NBR 7211: Agregados para Concreto. Rio de Janeiro, 2009. ARAÚJO, C. A. M. (2007) - Estudo de lajes alveolares pré-tracionadas com auxílio de programa computacional. Dissertação (Mestrado). Florianópolis: UFSC. 94 ARCOWEB (2006). Projeto & Design. Disponível em: <http://www.arcoweb.com.br/arquitetura/m2p-arquitetura-amp-engenharia-laboratoriomedico-25-04-2006.html> CASSOL (2008). Manual de Produtos da Empresa Cassol Pré-Fabricados. Produtos, Lajes Alveolares. Disponível em: <http://www.arcomunicacao.com.br/cassol/php/produtos.php?id=16 >. CLARO, A. (Coordenador) Lajes: Definições, Aplicações e Técnicas Construtivas. Santa Catarina: Trabalho da Disciplina “Tecnologia da Edificação I” da Universidade Federal de Santa Catarina, 2008. Disponível em: < http://www.arq.ufsc.br/arq5661/trabalhos_20081/lajes/lajes.pdf >. COMUNIDADE DA CONSTRUÇÃO. Estrutura de Concreto - estrutura pré-fabricada de concreto – ficha S4.12. 2007. Disponível em: <http://consfde.edunet.sp.gov.br/catalogo/Junho/SERVICOS/htm/PDF/S4.12%20(2603-07). pdf>. DEBS, E.; KHALIL, M. Concreto Pré-Moldado – Fundações e Aplicações, São Paulo: USP – 2000. ELLIOTT, K. S. (1996). Multi-storey precast concrete framed structures. Oxford: Blackwell Science. EMERICK, A. A. (2005). Projeto e execução de lajes protendidas. Rio de Janeiro: Interciência. FERREIRA, M. A. et al. (2007). Avaliação de desempenho da resistência ao cisalhamento em lajes alveolares pré-fabricadas em concreto protendido. Revista Concreto & Construções, São Paulo, n.48, dez. FUSCO, P. B. (1995). Técnica de armar as estruturas de concreto. São Paulo: Pini. HANAI, J. B. (2005). Fundamentos do concreto protendido. E-book de apoio para o curso de Engenharia Civil. São Carlos: EESC. ISAIA. G. C. et. al. Concreto Ensino, Pesquisas e Realizações. Instituto Brasileiro do Concreto – IBRACON, 2005. 95 LACERDA, I. F. (2007). Diretrizes para a reutilização de ancoragem ativa em lajes de edificações verticais de múltiplo uso e/ou pisos industriais protendidos. Dissertação (Mestrado). Curitiba: UFPR. LAJEAL (2008). Laje alveolar – laje protendida: utilização. Disponível em: <www.lajeal.com.br/lajes-alveolares-utilizacao.php>. LEONHARDT, F. (1983). Construções de concreto. Vol. 5: Concreto protendido. Rio de Janeiro: Interciência. LEONHARDT, F. Construções de Concreto - Concreto Protendido. Tradução: Joao Luis Escosteguy Merino, Rio de Janeiro: Inter ciência: Vol. 5: 318 p. (2007) LIMA, JOÃO E. P. Revista Fae Business, número 10, novembro 2004. Case: Cassol Préfabricados. Disponível em: <http://www.fae.edu/publicacoes/pdf/revista_da_fae/fae_v10_n1/sistema%20conven cional.pdf >. MEDEIROS, H. A. Lajes pré-fabricadas. 2003. Disponível em: <http://www.comunidadedaconstrucao.com.br/comunidade/calandra.nsf/0/BCE034C 364785FD003256D09006C7B6D?OpenDocument&pub=T&proj=ABCIC&secao=Noti cias >. MELO, C. E. E. (2004). Manual Munte de projeto em pré-fabricados de concreto. São Paulo: Pini. MIGLIORE JUNIOR, A. R.; PASTORE, M. A. (2007). Notas de aula da disciplina de concreto protendido. Barretos: UNIFEB. PEREIRA, J. L. S. et. al. Concreto Protendido e Lajes Protendidas com Monocordoalhas Engraxadas - Noções Gerais – Solução Estrutural e Correta Execução. 2005. Disponivel em: <http://www.abcp.org.br/comunidades/curitiba/download/LNK04/Apostila_Curso_Con creto_Protendido.pdf>. PFEIL, W. (1984). Concreto protendido: Introdução. Rio de Janeiro: Livros Técnicos e Científicos. 96 PROTENDIT (2008). Catálogo de pré-fabricados. Disponível em: <www.protendit.com.br/downs/prefabricadas.pdf>. R4 (2008). Laje alveolar R4: laje protendida - sem escoramentos. Disponível em: <www.r4tecno.com.br/laje.alveolar/>. ROCHA, A. M. (1972). Novo curso prático de concreto armado. Vol. 5: Concreto protendido. Rio de Janeiro: Científica. RHEOTEC. Disponível em:< http://www.rheotec.com.br/materia/drycast/index.htm> SANTOR, E.; SILVA M. Pré-moldados de concreto. Santa Catarina: Trabalho de Conclusão de Curso de Engenharia Civil da Universidade Federal de Santa Catarina, 2008. Disponível em: <http://www.unisul.br/content/navitacontent_/userFiles/File/pagina_dos_cursos/Enge nharia_Civil_Tubarao/TCC_2008-/TCC_Marcus_da_Silva_e_Ezequiel_Sartor.pdf >. TATU (2008). Laje alveolar protendida. Disponível em: <www.tatu.com.br/Paineis%20Alveolares%20Tatu.pdf>. WIKIPÉDIA (2012) – A Enciclopédia Livre – As sete Maravilhas do Mundo. Jardins Suspensos da Babilônia. Disponível em : <http://pt.wikipedia.org/wiki/Sete_maravilhas_do_mundo#Jardins_suspensos_da_Babil.C3.B 4nia>
Download