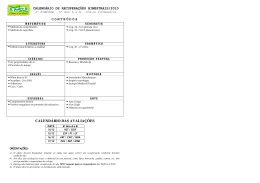
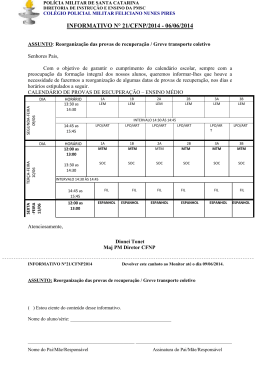
UNIVERSIDADE DO ESTADO DE SANTA CATARINA CENTRO DE CIÊNCIAS TECNOLÓGICAS DEPARTAMENTO DE ENGENHARIA DE PRODUÇÃO E SISTEMAS DANIEL DOMINGOS DA SILVA UTILIZAÇÃO DA FERRAMENTA MTM PARA AUXILIAR REPROJETO DE UM PRODUTO COM FOCO NO PROCESSO DE MONTAGEM JOINVILLE – SC 2007 UNIVERSIDADE DO ESTADO DE SANTA CATARINA CENTRO DE CIÊNCIAS TECNOLÓGICAS DEPARTAMENTO DE ENGENHARIA DE PRODUÇÃO E SISTEMAS DANIEL DOMINGOS DA SILVA UTILIZAÇÃO DA FERRAMENTA MTM PARA AUXILIAR REPROJETO DE UM PRODUTO COM FOCO NO PROCESSO DE MONTAGEM Trabalho de graduação apresentado ao Curso de Engenharia de Produção e Sistemas da Universidade do Estado de Santa Catarina, como requisito para obtenção do título de Engenheiro de Produção e Sistemas. Orientador: Prof. Tavares Vieira JOINVILLE – SC 2007 Adalberto José DANIEL DOMINGOS DA SILVA UTILIZAÇÃO DA FERRAMENTA MTM PARA AUXILIAR REPROJETO DE UM PRODUTO COM FOCO NO PROCESSO DE MONTAGEM Trabalho de graduação apresentado ao Curso de Engenharia de Produção e Sistemas da Universidade do Estado de Santa Catarina, como requisito para obtenção do título de Engenheiro de Produção e Sistemas. Banca Examinadora Orientador: _______________________________________________ Adalberto José Tavares Vieira, Dr. Membro: _______________________________________________ Régis Kovacs Scalice, Dr. Membro: _______________________________________________ Nilson Campos, Esp. Joinville, 13/06/2007 RESUMO Na atual cenário de concorrência, as empresas devem ter um potencial competitivo elevado, para assim se manter no mercado. Aumentar a produtividade e reduzir custos tem sido o objetivo de diversas empresas. Focando a produtividade e a redução de custos no fator tempo, se faz necessário um estudo para tornar o tempo utilizado em um sistema produtivo mais eficiente. Desde que Taylor iniciou os estudos sobre análise de tempos e métodos na Administração Científica, surgiram outros que aprimoraram o sistema. Com base nesses estudos em 1948 Maynard, Schwab e Stergemerten criaram um sistema de tempos pré-determinados MTM ( Methods - Time Measurement). O MTM pode ser utilizado tanto na fase de planejamento de um produto, no modo de visualização da operação de montagem assim evitando custos ao invés de reduzi-los, quanto na análise de execução onde é avaliado o método utilizado, visualiza-se e põe em prática as melhorias. Diversas empresas já obtiveram resultados expressivos em produtividade e redução de custos utilizando esta ferramenta. Palavras-Chave: Administração Científica, Métodos e Tempos, MTM. LISTA DE FIGURAS Figura 01 – Ilustração da Evolução dos Estudos de Tempos e Movimentos.............26 Figura 02 – Tabela de Tempos e Movimentos MTM..................................................28 Figura 03 – Ilustração da Compactação dos Sistemas de Análise MTM...................31 Figura 04 – Nível de Método......................................................................................34 Figura 05 – Folha de Análise MTM............................................................................36 Figura 06 – Ilustração das Peças que compõe o Scrolling Mouse Digital.................40 Figura 07 – Ilustração da seqüência de montagem do Mouse..................................43 Figura 08 – Rede Pert Processo Inicial......................................................................44 Figura 09 – Esboço (de acordo com a visualização) do Posto de Trabalho..............46 Figura 10 – Rede Pert Processo Final.......................................................................49 LISTA DE QUADROS Quadro 01 – Tabela de Conversão de Tempos.........................................................37 Quadro 02 – Seqüência e Tempos - Análise MTM Inicial..........................................47 Quadro 03 – Seqüência e Tempos - Análise MTM Após Modificações.....................49 LISTA DE ABREVIATURAS MTM Methods - Times Measurement MTM UAS Universelles Analisier - System MTM MEK MTM für die Einzel - und Kleinserienfertigung MTM BSD Büro-Sachbearbeiter-Daten SUMÁRIO 1 INTRODUÇÃO........................................................................................................09 1. 1 APRESENTAÇÃO DO TEMA..............................................................................10 1.2 OBJETIVO GERAL...............................................................................................10 1.2 OBJETIVO GERAL...............................................................................................10 1.4 JUSTIFICATIVA...................................................................................................11 1.5 DELIMITAÇÃO DO ESTUDO...............................................................................11 1.6 METODOLOGIA...................................................................................................11 1.7 ESTRUTURA DO TRABALHO.............................................................................12 2. REVISÃO BIBLIOGRÁFICA..................................................................................14 2.1 ADMINISTRAÇÃO CIENTÍFICA...........................................................................14 2.2 ESTUDO DE TEMPOS .......................................................................................16 2.3 ESTUDO DOS MOVIMENTOS ...........................................................................19 2.4 DEFINIÇÃO DE ESTUDO DE TEMPOS E MOVIMENTOS.................................22 2.5 SISTEMAS DE TEMPOS PRE DETERMINADOS...............................................24 2.6 DESENVOLVIMENTO DO MÉTODO BÁSICO MTM...........................................25 3. MTM.......................................................................................................................27 3.1 DEFINIÇÃO E CONCEITOS................................................................................27 3.2 VANTAGENS.......................................................................................................29 3.3 PROPAGAÇÃO DO MTM....................................................................................29 3.4 DESENVOLVIMENTO DE OUTROS SISTEMAS DE ANÁLISE..........................30 3.4.1 MTM – Básico....................................................................................................32 3.4.2 MTM – UAS ......................................................................................................32 3.4.3 MTM – MEK ......................................................................................................32 3.5 NÍVEL DE MÉTODO............................................................................................33 3.6 ANÁLISE MTM.....................................................................................................35 3.7 PROCESSO DE MELHORIA CONTÍNUA NA APLICAÇÃO DO MTM ...............36 4. SIMULAÇÃO - ESTUDO DE CASO......................................................................39 4.1 CENÁRIO FICTÍCIO.............................................................................................39 4.2 PRODUTO – SCROLLING MOUSE DIGITAL – CRIANDO A OPERAÇÃO .......40 4.3 VISUALIZAR E ORGANIZAR AS INFORMAÇÕES.............................................41 4.3.1 Função de Cada Peça ......................................................................................41 4.3.2 Seqüência de Montagem – Planejamento do Método......................................42 4.3.3 Ferramentas / Dispositivos................................................................................45 4.3.4 Organização do Posto de Trabalho...................................................................45 4.3 ANÁLISE MTM.....................................................................................................46 5 CONSIDERAÇÕES FINAIS....................................................................................48 5.1 PROPOSTAS DE MELHORIAS...........................................................................48 5.2 CONCLUSÃO.......................................................................................................50 REFERÊNCIAS..........................................................................................................51 APÊNDICES...............................................................................................................53 APÊNDICE 01 – Analise MTM Inicial.........................................................................53 APÊNDICE 02 – Analise MTM Final..........................................................................63 1 INTRODUÇÃO De acordo com Sugai (2001), MTM é uma abreviação de “Methods – Time Measurement” que pode ser traduzida como medição do tempo de método. O MTM é um sistema de tempos pré-determinados que foi desenvolvido por H. B. Maynard, G. J. Stegemerten e J. L. Schwab em 1948. Trata-se do processo de tempos prédeterminados mais difundidos em todo mundo, pertencente ao instrumento básico dos estudos da administração operacional de prazos (Epic, 2002). Com o trabalho não sendo mais avaliado pelo desempenho individual, mas sim pelos resultados de equipes, sendo as mesmas responsáveis pela sua capacidade competitiva, e tendo como fatores de desempenho custos baixos, qualidade, capacidade de atendimento e flexibilidade, os estudos de tempos e métodos se tornam importantes, no cenário globalizado, com ênfase às necessidades de racionalização da produção. O tempo se manifesta em indicadores, porém não é nada além da expressão da qualidade de um processo. Influenciar o parâmetro tempo significa modificar processos. Utilizando a metodologia MTM é possível analisar individualmente cada posto de trabalho, eliminando movimentos desnecessários e criando ferramentas/ dispositivos para obter tempos otimizados e competitivos. O método pode ser aplicado tanto no projeto, para a determinação do tempo de produção, quanto como uma ferramenta de melhoria de uma produção já existente. Assim, padroniza-se o método, determina-se o tempo necessário e se treina o colaborador da produção no método preferido. Racionalizar o tempo de produção é fundamental para a sustentabilidade de um processo produtivo (Barnes, 1963). 10 1. 1 APRESENTAÇÃO DO TEMA O tema deste trabalho é a utilização da ferramenta MTM (Methods- Times Measurement) para a avaliação de novos produtos em relação a sua montabilidade, otimizando o potencial competitivo de uma empresa. 1.2 OBJETIVO GERAL Simular uma avaliação da engenharia de processos sobre um novo produto, no caso um Scrolling Mouse para computador, propor melhorias para o produto, ao setor de desenvolvimento, em relação à montagem, baseado nos estudos de métodos e tempos MTM. 1.3 OBJETIVOS ESPECÍFICOS Os objetivos específicos deste trabalho estão listados a seguir: − Revisar literatura sobre o estudo de métodos e tempos MTM; − Análise MTM da montagem de um Scrolling Mouse de acordo ao que foi entregue pelo desenvolvimento de produto (simulação); − Identificar ferramentas/ dispositivos necessários para a produção − Visualizar e esboçar posto de trabalho; − Propor modificações a fim de melhorar o processo de montagem do produto. 11 1.4 JUSTIFICATIVA Um dos grandes problemas que surgem em uma empresa é quando o setor de desenvolvimento de produto faz um projeto e não visualiza sua montagem em linhas de produção. No projeto de um novo produto todos os setores que serão afetados devem ser envolvidos. Cada um expressando sua justificativa, com argumentos concretos, para que o projeto e produto cheguem aos consumidores finais de maneira mais eficiente. Neste trabalho será abordada a avaliação de um produto, Scrolling Mouse para computador, baseado nos estudos de métodos e tempos MTM com o objetivo de propor melhorias de projeto ao setor de desenvolvimento de produtos. 1.5 DELIMITAÇÃO DO ESTUDO Esse estudo não tem como objetivo realizar um novo projeto detalhado das peças que compõe o produto, mas sim, identificar possíveis alterações no conceito de montagem do produto que torne sua montagem mais rápida. Todas as melhorias são baseadas na necessidade da empresa reduzir futuros problemas, identificando, ainda no projeto, operações desnecessárias e que não agregam valor ao produto, aumentando a eficiência do tempo em relação à produção, evitando assim, possíveis custos. 1.6 METODOLOGIA Dentro de um processo de fabricação, existe a constante busca pelo melhor desempenho da empresa. Com esse foco, este trabalho visa à avaliação do 12 processo de montagem de um novo produto, com a interação entre os departamentos de uma empresa na fase de detalhamento do projeto. Para alcançar os objetivos propostos, esse trabalho simula um estudo de caso explorando as informações, que a analise feita com a ferramenta MTM proporciona visando evitar problemas futuros, decorrentes da falta de comunicação entre departamentos de uma empresa. O procedimento do estudo baseia-se na visualização. Esse procedimento pode ser dividido em 4 passos básicos: - Criar a operação; - Visualizar e organizar a informação; - Planejar o método da operação; - Analisar os detalhes da operação e estabelecer o tempo. Esses passos serão explanados e descritos no decorrer do trabalho (Capítulo 4). 1.7 ESTRUTURA DO TRABALHO O presente estudo foi organizado em cinco capítulos, sendo que num primeiro momento descreve-se o objetivo geral do trabalho, os objetivos específicos, a justificativa, a delimitação e a metodologia do estudo. Em seguida, aborda-se a revisão bibliográfica, com o intuito de buscar informações necessárias para esclarecer o estudo e para embasar os procedimentos metodológicos utilizados. O terceiro capítulo trata da descrição da metodologia utilizada, definição e conceitos, vantagens, propagação do método, desenvolvimento de novos sistemas de analise, nível de método e o processo de melhoria contínua na aplicação do MTM. 13 O quarto capítulo traz o estudo de caso simulado na fictícia Empresa X-MEX de Joinville, com a caracterização da empresa, os levantamentos do cenário e a aplicação do método. Finalizando, as considerações finais, apresentando uma discussão e conclusão sobre a simulação. As referências bibliográficas consultadas apresentam-se ao final do trabalho. 2. REVISÃO BIBLIOGRÁFICA 2.1 ADMINISTRAÇÃO CIENTÍFICA Conforme Sugai (2003), por Administração Científica entende-se o conjunto dos primeiros esforços para elaborar uma “Ciência da Administração”. Com a Administração Científica, a improvisação deveria ceder lugar ao planejamento e o empirismo à ciência. Neste contexto, Taylor teve um papel de destaque por ter sido pioneiro na realização de um trabalho extremamente metódico. De acordo com Taylor (1976), o principal objetivo da administração deve ser o de assegurar o máximo de prosperidade ao patrão e ao mesmo tempo, o máximo de prosperidade ao empregado. A administração científica definia claramente o papel de cada funcionário dentro da empresa e sua função. Operários não deveriam pensar em como fazer o método e sim em cumprir o tempo padrão de operação definido pelos seus superiores de acordo com a melhor maneira encontrada. Assim os funcionários produziriam mais, gerando maior redução de custos, maior retorno financeiro para as empresas e aos funcionários. O homem passa a ser tratado como um mero instrumento de trabalho e sua produção depende diretamente de sua remuneração (MIYAKE e FRANCISCHINI, 2007). Em Taylor (1976) indica-se os problemas decorrentes do uso inadequado de seus princípios, conforme concebidos inicialmente, afirma que o estudo minucioso do tempo, por exemplo, é um instrumento poderoso, e pode ser usado, de um lado, para promover a harmonia entre os trabalhadores e a direção gradualmente instruídos, treinando e dirigindo o operário dentro de novos e melhores métodos de realizar o trabalho e, de outro, para levá-lo a produzir mais no trabalho diário, com 15 mais ou menos o mesmo salário que ele recebia anteriormente. Infelizmente, os diretores encarregados deste trabalho não registraram o tempo, nem se esforçaram em treinar os chefes funcionais ou instrutores que seriam adaptados gradualmente para dirigir e educar os trabalhadores. Tentaram, com capatazes do velho tipo, a nova arma – o estudo minucioso do tempo – para forçar o operário, contra os próprios desejos e sem aumento de salário, a trabalhar muito mais, em vez de gradualmente ensinar-lhe os novos métodos e orientá-lo na sua aplicação, convencendo-o com lições objetivas de que a administração por tarefa significa trabalho mais árduo, porém proporciona maior prosperidade. O resultado do desprezo aos princípios fundamentais foi uma série de greves seguida do insucesso daqueles que pretenderam fazer a mudança, e o retorno de todo o estabelecimento a condições piores do que as existentes antes da tentativa. Essa consideração vai de encontro com o trabalho de Aitken (1960), com o qual se nota que a introdução do sistema de Taylor de gerenciamento no Watertown Arsenal (maior fábrica americana de armamentos durante a 1° e 2° Guerra Mundial) não foi apenas uma inovação tecnológica. Foi também uma mudança social de alta complexidade, envolvendo padrões de comportamento estabelecidos, criando novos sistemas de autoridade e controle e também novas fontes de insegurança, ansiedade e ressentimento. Conforme Chiavenato (1987); os princípios da Administração Científica são: 1. Princípio de planejamento: substituir no trabalho o critério individual do operário, a improvisação e atuação empírico-prática, pelos métodos baseados em procedimentos científicos. Substituir a improvisação pela ciência, através do planejamento do método. 2. Princípio de preparo: selecionar cientificamente os trabalhadores de acordo com suas aptidões e prepará-los para produzirem mais e melhor, de acordo com o método planejado. Além do preparo da mão-de-obra, preparar também as máquinas e equipamentos de produção, bem como o arranjo físico e a disposição racional das ferramentas e materiais. 16 3. Princípio do controle: controlar o trabalho para se certificar de que está sendo executado de acordo com as normas estabelecidas e segundo o plano previsto. A Aerência deve cooperar com os trabalhadores, para que a execução seja a melhor possível. 4. Princípio da execução: distribuir distintamente as atribuições e as responsabilidades para que a execução seja bem mais disciplinada Há muitos pontos de estudos da Administração Científica. Para este trabalho, cita-se apenas a divisão do trabalho, o estudo do tempo, o estudo dos movimentos e os tempos pré-determinados (SUGAI, 2003). 2.2 ESTUDO DE TEMPOS No fim do século XIX e início do século XX, Frederick Winslow Taylor foi o pai da gestão científica do trabalho e o precursor do estudo do tempo e do movimento. Iniciou a sua carreira na companhia de aço Midvale Steel Works como operário, tornando-se mais tarde engenheiro-chefe. Depois foi consultor na Bethlehem Steel Works de Pittsburgh, onde realizou as suas famosas experiências. Fanático da medição dos tempos acreditava que desse modo podia melhorar a eficiência produtiva. A máxima de Taylor era de que só havia uma melhor maneira de desempenhar uma tarefa, pelo que cabe aos gestores fazerem à supervisão do trabalho, recompensando ou punindo as pessoas de acordo com o seu desempenho. Logo, as duas funções básicas do gestor são planejar e controlar (MARTINS, 2007). 17 A decomposição de operações possibilita eliminar movimentos inúteis e ainda simplificar, racionar ou fundir os movimentos úteis proporcionando economia de tempos e esforço do operário. A partir disso, determina-se o tempo médio para execução das tarefas mediante o uso de um cronômetro. MEYERS (1999) diz que Taylor foi a primeira pessoa a usar o cronômetro para estudar o trabalho e, portanto é chamado “Pai do Estudo do Tempo”. Taylor (1976), no início, cuidava apenas do processo. Mais tarde, com a consolidação de seus métodos, após os bons resultados obtidos através da experimentação chegou à caracterização dos princípios baseados na preocupação da observação científica, dos fatos que diante dele se apresentavam. Eis os três princípios dessa fase: a – atribuir a cada operário a tarefa mais elevada que lhe permitissem as aptidões. b – solicitar a cada operário o máximo de produção que pudesse esperar de um trabalhador hábil de sua categoria. c – que cada operário, produzindo a maior soma de trabalho, tivesse uma remuneração adequada. Nesses três enunciados esta contida a principal orientação dos trabalhos de Taylor, obtenção de mão de obra econômica, retribuída, entretanto com salários mais elevados. Mais tarde, Taylor (1976), evidenciou de forma explícita os seguintes objetivos: − desenvolvimento de uma ciência que pudesse ser aplicada a cada fase do trabalho humano, em lugar dos velhos métodos rotineiros. − selecionar o melhor trabalhador para cada serviço, passando em seguida ensiná-lo, treiná-lo e formá-lo. − criar um espírito de profunda cooperação entre a direção e os trabalhadores, com o objetivo de que as atividades se desenvolvessem de acordo com os princípios da ciência aperfeiçoada. 18 − divisão do trabalho de quase iguais processos entre a direção e os trabalhadores, devendo cada departamento atuar sobre aqueles trabalho pelos quais estivessem melhor preparado. Alem daqueles princípios, Taylor também expôs regras técnicas e normas para o trabalho de usina ou oficina: − para cada tipo de indústria ou processo estudar e determinar a técnica mais conveniente. − analisar, metodicamente, o trabalho do operário, estudando e cronometrando os movimentos elementares. − transmitir, sistematicamente, instruções e técnicas ao operário. − selecionar, cientificamente, os operários. − separar as funções de preparação e execução, definindo-as com atribuições precisas. − especializar os agentes nas funções de preparação e execução. − predeterminar tarefas individuais e conceder-lhe prêmios, quando realizados. − unificar o tipo de ferramenta e utensílios. − distribuir, igualmente, por todo o pessoal, as vantagens que decorressem do aumento de produção. − controlar a execução do trabalho. − classificar mnemonicamente as ferramentas, os processos e os produtos. Um dos pontos principais do trabalho de Taylor (1976), é a separação entre as funções de preparação e as de execução. Para que o trabalho industrial se torne eficiente, são necessários quatro agentes de preparação, diretamente ligados aos operários: − o encarregado das ordens de execução, que acompanha as encomendas, o planejamento de execução e o seu andamento, não só de elementos que vão ser trabalhados como ainda dos que contribuem no trabalho. − o encarregado das fichas de instrução, que trata das minúcias da execução de acordo com os planejamentos. − o encarregado do tempo, que registra os tempos, faz a sua apuração e controle, efetua apuração do custo de trabalho realizado e chama a atenção 19 dos executantes para a obediência à ficha de instrução, no que respeita aos assuntos ligados ao tempo abonado e ao salário a ser atribuído. − o encarregado da disciplina ou relações humanas que trata da administração do pessoal, recrutamento, seleção, comportamento, dispensa, etc. A finalidade do planejamento é caracterizar qual o trabalho que deve ser feito, como deve ser feito, onde e por quem deverá executá-lo, e, finalmente, quando deverá ser feito. No campo da execução, Taylor (1976), passou a usar também quatro encarregados: − o encarregado geral, para o trabalho geral do trabalho a ser executado: suprimento de matéria prima, utensílios, etc. − o encarregado da fabricação, para controlar o andamento dos trabalhos e o aperfeiçoamento dos trabalhadores. − o encarregado da inspeção, para controlar a qualidade dos produtos. − o encarregado da conservação, para inspecionar a limpeza. a conservação e a reparação dos equipamentos, zelando para que funcione da melhor forma. Esses resultados obtidos por Taylor não foram acidentais, mas conseqüências de um estudo sistemático de fatores que afetam um problema a cada momento. A contribuição real de Taylor para a indústria foi seu método científico, substituindo processos rotineiros por outros deduzidos de analises prévias. Sua atitude critica sua constante investigação das causas proporcionaram-lhe um lugar privilegiado, que mantém como precursor da ciência da direção; foi, ao mesmo tempo, um descobridor da aplicação da ciência àquela fase da produção que afeta intimamente o trabalhador (BARNES, 1963). 2.3 ESTUDO DOS MOVIMENTOS Os precursores dos métodos foram Frank B. Gilbreth e a sua esposa Lillian M. Gilbreth, que, baseados nos estudos da Administração Científica de F. W. Taylor, em 1885 se preocupavam com este assunto (PRONACI, 2003). Frank Bunker 20 Gilbreth nasceu em 1868. Ele começou a fazer observações sobre movimentos com 27 anos de idade, quando trabalhava como superintendente em uma empresa de construção. Sempre interessado, Frank inventou dispositivos como andaimes móveis, misturadores de concreto, correias transportadoras, barras de reforço, tudo com o objetivo de evitar o desperdício de movimento. Lílian Gilbreth era psicóloga e tinha uma verdadeira preocupação com o fator humano na produção. Frank e Lilian Gilbreth são conhecidos como pais do estudo do movimento (MARTINS, 2007). Barnes (1963), lista as inúmeras atividades realizadas por eles: “Invenções e melhorias de valor na construção civil, estudos sobre a fadiga, monotonia, transferência de habilidades entre operários, trabalhos para os desabilitados e o desenvolvimento de técnicas como o gráfico de fluxo de processo e o estudo de micromovimentos.”. O casal Gilbreth acompanhou Taylor no seu interesse pelo esforço humano como meio de aumentar a produtividade. Aplicaram inicialmente os métodos de Taylor passando a desenvolver as próprias técnicas no estudo do trabalho. A principal influência dos estudos do Taylor para o MTM foi ter aberto o caminho para a padronização dos métodos de trabalho e análise do tempo destinado à sua execução (SUGAI, 2003). Conforme Chiavenato (1987), Taylor “verificou que o trabalho pode ser executado melhor e mais economicamente através da análise do trabalho, isto é, da divisão e subdivisão de todos os movimentos necessários à execução de cada operação de uma tarefa”. A decomposição das operações possibilita eliminar movimentos inúteis e ainda simplificar, racionar ou fundir os movimentos úteis proporcionando economia de tempos e esforço do operário. O objetivo do estudo dos movimentos é a determinação do melhor método para execução de um trabalho, mediante a análise dos movimentos feitos pelo operador durante a operação. Procura-se eliminar todos os movimentos que não concorrem realmente para o desenvolvimento e progresso do trabalho (MARTINS, 2007). 21 De acordo com Sugai (2003), o trabalho realizado pelo casal tornou-se tradição na engenharia industrial, além de alcançar uma redução de custo substancial. Com o estudo dos movimentos pode-se alcançar três finalidades: − Evitar os movimentos inúteis na execução de uma tarefa; − Executar o mais economicamente possível – do ponto de vista fisiológico – os movimentos inúteis; − Dar a esses movimentos selecionados uma seriação apropriada (princípios de economia de movimentos). Um estudo sobre movimentos, portanto, complementa o estudo de tempos. Apenas o uso do estudo de tempos não é o suficiente para a melhoria das operações. Reconhecendo que, para a execução de uma operação, é necessário um tempo, variável conforme o método, Gilbreth verificou a possibilidade de subdividir mais ainda os elementos de trabalho de Taylor. Com a ajuda de filmes e outras técnicas fotográficas, conseguiu identificar uma grande quantidade de execuções manuais (SUGAI, 2003). Abaixo temos os elementos divididos por Gilbreth: 1. Alcançar 2. Pegar 3. Mover 4. Colocar em posição 5. Juntar (posicionar) 6. Desmontar (separar) 7. Usar 8. Soltar 9. Procurar 10. Encontrar 11. Escolher 12. Pré-colocar em posição (preparar) 13. Pensar 14. Examinar 22 15. Atraso inevitável 16. Atraso evitável 17. Tempo de descanso A estes 17 elementos, um aluno de Gilbreth acrescentou mais um, posteriormente: 18. Segurar Gilberth chamou esses 17 elementos de movimento de Therbligs – um anagrama com seu nome. Esses foram antecessores dos movimentos básicos do MTM. Com o estudo desses elementos de movimentos, Gilberth e seus colaboradores passaram a realizar estudos sobre os médotos de trabalho, retirando movimentos desnecessários e criando dispositivos que evitassem o excesso de movimentos. A análise era realizada sobre a movimentação das duas mãos do operador, ficando conhecida como Análise Bimanual (EPIC, 2002). 2.4 DEFINIÇÃO DE ESTUDO DE TEMPOS E MOVIMENTOS Segundo Barnes (1963), o estudo dos tempos e movimentos é o estudo sistemático dos sistemas de trabalho com os seguintes objetivos: − desenvolver o sistema e o método preferido, usualmente aquele de menor custo; − padronizar esse método e sistema; − padronizar o tempo de necessário gasto por uma pessoa qualificada e devidamente treinada trabalhando num ritmo de trabalho normal para executar um tarefa específica ou uma operação; − Orientar o treinamento dos operadores no método preferido Define também que, para Taylor o estudo do tempo é o elemento da administração científica que torna possível a transferência da habilidade da 23 administração para os operários... “Estudo de tempos” consiste em duas categorias gerais, a primeira, a fase analítica, e a segunda, a fase construtiva. A fase analítica do estudo de tempos é a seguinte: − dividir o trabalho de um homem executando qualquer operação em movimento elementar; − selecionar todos os movimentos desnecessários e elimina-los; − observar como vários operários habilidosos executam cada movimento elementar, e com o auxilio de um cronômetro, escolher o melhor e mais rápido método; − descrever, registrar e codificar cada elemento elementar com seu respectivo tempo, de forma que possa ser facilmente identificável; − estudar e registrar a porcentagem que deve ser adicionada ao tempo selecionado de um bom operário para cobrir esperas inevitáveis, interrupções, pequenos acidentes, etc; − estudar e registrar a porcentagem que deve ser adicionada ao tempo selecionado para cobrir a inexperiência dos funcionários nas primeiras vezes que ele executa a operação; − estudar e registrar a porcentagem de tempo, que deve ser tolerada para descanso e os intervalos em que o descanso deve ser efetuado afim de eliminar a fadiga física. A fase construtiva pode ser sumarizada como se segue: − combinar em vários grupos os movimentos elementares, que não são usados frequentemente na mesma seqüência, em operações semelhantes; registralos e arquiva-los de tal forma que eles possam ser facilmente encontrados; − destes registros é fácil selecionar a seqüência adequada de movimentos que devem ser usados por um operário produzindo um determinado produto; somando os tempos relativos a esses movimentos e adicionando as tolerâncias correspondentes, obterem-se então o tempo padrão para a tarefa em estudo; − a analise de uma operação quase sempre revela imperfeições nas condições que cercam essa operação, tais como: o uso de ferramentas inadequadas, o 24 emprego de máquinas obsoletas, existência de má condições de trabalho, etc. E o conhecimento adquirido através da analise muitas vezes permite a padronização das ferramentas e condições de trabalho e o desenvolvimento de melhores máquinas e métodos. Com isso é evidente que Taylor iniciou o estudos dos métodos e preocupação com os tempos de trabalho, porém, quem deu a forma para o sistema de tempos pré-determinados mais utilizado mundialmente foi Gilberth (SUGAI, 2003). 2.5 SISTEMAS DE TEMPOS PRE DETERMINADOS Somente com o estudo dos movimentos não era possível quantificar o método e avaliar alguma alternativa para o mesmo. Desta necessidade surgiu em 1924 o MTA (Motion Time Analysis), o primeiro Sistema de Tempos Pré-Determinados criado por Segur, funcionário de Gilberth. O Sistema de tempos pré-determinados são métodos com os quais deverão ser apurados os tempos teóricos para a execução dos procedimentos, totalmente influenciáveis pelo elemento humano. Da aplicação dos sistemas de tempo pré-determinados surgem orientações essenciais para a configuração dos locais e métodos de trabalho. Os sistemas de tempos pré-determinados são utilizados para: a) descrever seqüências operacionais; b) atribuir tempos as seqüências descritas. Os sistemas de tempos pré-determinados são complementados no estudo do trabalho por meio da utilização de outros métodos como, por exemplo, levantamento de tempos, estudo de multimomentos, aproximações, comparações, cálculos e anotações próprias. Além disso, a aplicação dos sistemas de tempos prédeterminados nos educa a avaliar criteriosamente as seqüências operacionais do trabalho, e a pensar constantemente de acordo com os parâmetros de influência (EPIC, 2002). 25 Há muitas vantagens em utilizar os tempos pré-determinados. Conforme Barnes (1963), “pode-se determinar com antecedência o tempo necessário para execução de uma operação, simplesmente examinando-se um esquema do local de trabalho e uma descrição do método a ser empregado. Da mesma forma, pode-se fazer uma avaliação precisa de diversos métodos de trabalho ou de diferentes projetos de ferramenta”. Proporciona uma maior consistência nos tempos padrões. Assim foi possível determinar a seqüência operacional e estabelecer tempos predefinidos para estas seqüências. 2.6 DESENVOLVIMENTO DO MÉTODO BÁSICO MTM Conforme a Figura 01, o sistema MTM começou a ser concebido em 1940 quando o engenheiro Stergemerten, responsável pelos métodos de trabalho na Westinghouse, chamou o consultor Maynard a Pittsburgh para assessorá-lo na execução de um vasto programa de melhoria de seus métodos. Eram os anos da 2a. Guerra Mundial. A utilização da otimização de procedimentos na indústria bélica com o uso de cronômetro estava fora de cogitação, tendo em vista os problemas já aponta dos em Aitken (1960). Surgiu, portanto, a necessidade de criar um conjunto de padrões elementares para compor o tempo das atividades. O estudo, conforme Fullmann (1975), começou com 18 empresas em Pittsburgh, seguindo a uma aplicação do método em uma fábrica Westinghouse em Lima (Peru), ampliando seguidamente para outras 25 empresas. A consolidação do MTM foi em 1948, com a publicação do livro “Methods-Time Measurement” 26 1920 - MTA (Motion Time Analysis) : Publicação - Rudolf Thun (Berlin) publicou “Sugestões para o desenvolvimento de um sistema de tempos predeterminados”. 1930 - WF (Work Factor): Início do desenvolvimento 1940 - MTM (Methods Time Measurement): Início do desenvolvimento. - WF: Publicação. - MTM Publicação. - MTS (Motion Time Survey): Publicação. - BMT (Basic Motion Time): Publicação - DMT (Dimensional Motion Time): Publicação - Primeira aplicação na Alemanha. - MTM-SD (Standard Daten) da Associação MTM Alemã: Publicado 1950 1960 os valores básicos e início do desenvolvimento de dados. 1970 - MTM-2 : Publicação - MTM-3 : Publicação - MTM-BSD (Büro-Sachbearbeiter-Daten): Publicação - MTM-UAS (Universselles Analysier - System): Publicação - MTM-MEK (MTM Para produção individual e pequenas séries): Publicação 1980 1990 - MEK- Módulo específico: Publicação - UAS- Módulo específico: Publicação - PROKON (Engenharia de produto adequada a produção): Publicação - MTM-Controle Visual: Publicação Figura 01 – Ilustração da Evolução dos Estudos de Tempos e Movimentos Fonte: EPIC DO BRASIL- Representante autorizada MTM- Apostila de Treinamento 2002. 3. MTM 3.1 DEFINIÇÃO E CONCEITOS Methods - Time Measurement (MTM), se traduz como mensuração de métodos e tempos. Isso quer dizer que o tempo necessário para realizar uma determinada tarefa é dependente do método utilizado para realizá-la. Segundo Maynard (1970), o MTM é um procedimento que analisa qualquer operação manual ou método nos movimentos básicos necessários para executá-la, e atribui a cada movimento um tempo padrão pré-determinado, o qual é determinado pela natureza do movimento e condições sob as quais ele é realizado. Pode ser visto por meio dessa definição, que o procedimento prepara os movimentos de trabalho básico estabelecidos e o tempo necessário para suas execuções, a fim de servir de base para a medida de qualquer operação manual. Além disso, ele estabelece as leis e conceitos de como e porque os movimentos padrões são feitos por pessoas de qualificações mentais e físicas normais. No mesmo estudo Maynard (1970), afirma que o procedimento MTM consiste não só em tabelas de dados que estabelece o tempo normal para certos movimentos básicos sobre condições variadas, mas ele também estabelece as leis sobre as seqüências que esses movimentos deverão seguir em muitos casos. De acordo com a Associação MTM do Brasil, essa ferramenta se trata de um método destinado a estruturar seqüências de movimentos em movimentos básicos, a cada movimento básico é atribuído um valor de tempo padrão, pré-determinado pelos fatores que influenciam sua execução. 28 O MTM abrange todos os movimentos do corpo que podem ser realizados pelo homem, decisões binárias de como "Sim - Não", não alcança tempos que podem ser influenciáveis pelo processo, esses tempos devem ser cronometrados ou calculados. Os tempos pré determinados dos micro-movimentos estão organizados em uma tabela de tempos e movimentos de acordo como mostra a Figura 02. Figura 02 – Tabela de Tempos e Movimentos MTM Fonte: EPIC DO BRASIL- Representante autorizada MTM- Apostila de Treinamento 2002. 29 3.2 VANTAGENS Segue algumas vantagens em utilizar o MTM, de acordo com Epic 2002. - Com o auxilio do MTM é possível determinar o tempo de execução de uma tarefa antes dela ser realizada; - Com uma análise crítica do método desenvolvido, é possível encontrar o método e o tempo ideal ainda no planejamento da atividade reduzindo custo já no planejamento; - A codificação utilizada é internacional, facilitando assim, a comparação de processos produtivos; - O treinamento dos operadores pode ser iniciado quando definido o método. 3.3 PROPAGAÇÃO DO MTM Segundo Sugai (2003), Logo após a publicação do método em 1948, o sistema de tempos pré-determinados teve uma disseminação rápida e intensa, no qual seus autores passaram por aflições na tentativa de manter o controle do método e sua correta aplicação. Para amenizar esta condição foi criado, em 1951, o "U.S. MTM - Association for Standards and Research" em Nova Iorque. Em 1953 a Associação se mudou para Ann Arbor, em Michgam. Os direitos autorais do MTM foram transferidos dos autores para Associação, que assumiu o compromisso de: − Fomentar e permitir pesquisas de seus princípios básicos e pesquisas aplicadas no âmbito MTM, − Incentivar a propagação do método MTM e sua aplicação correta e uniforme na prática, − Considerado este objetivo, tornar público os resultados das pesquisas, − Padronizar e fiscalizar o ensino do método MTM pela aplicação de princípios de treinamento e estabelecimento de regras para os exames. 30 Associações semelhantes ligadas a Associação Americana, surgiram em diversos paises da Europa e Ásia. Em 1957, na conferencia de Paris, foi constituído um Diretório Internacional MTM. Em 1962, empreendimentos industriais fundaram a Associação MTM Alemã, a Deutsche MTM-Vereinigung e. V. (DMTM-V). Esta Associação é muito ativa, um verdadeiro pólo de desenvolvimento de MTM, pois congrega grupos de trabalhos, juntas técnicas e encontros para trocas de experiência entre usuários do MTM. 3.4 DESENVOLVIMENTO DE OUTROS SISTEMAS DE ANÁLISE De acordo com Sugai (2003), módulos do MTM surgiram na medida em que as empresas sentiram a necessidade de aplicações específicas do MTM. Para atender estas solicitações, a Associação Internacional MTM agrupa profissionais capazes para realizar pesquisas e buscar soluções. O resultado do trabalho é associado ao corpo de conhecimento da mesma e divulgado para as demais Associações Nacionais. O desenvolvimento de novos módulos deve seguir as seguintes premissas: - O método deve ser aplicável em todos os ramos de atividade; - O método deve ser compreensível por todos, e seu aprendizado deve ser fácil não exigindo conhecimentos específicos; - O método deve ser elaborado de tal maneira que o tempo de sua execução seja uma “decorrência dele próprio”; - O método deve ser padronizado mundialmente. O MTM publicado em 1948 foi base de criação de múltiplos desenvolvimentos de Dados Padrões, processos complementares mais complexos, patrocinados por diferentes Associações MTM. A Associação MTM Americana desenvolveu e propagou o GPD (MTM - General Purpose Data) em 1963. No âmbito da Associação MTM Alemã, desenvolveu-se o MTM-SD (Standard-Daten), tendo como base a condensação de dados. Nesse mesmo princípio também criou os sistemas de analise MTM-UAS (Universelles Analisiersystem – Sistema de Analise Universal) e o 31 MEK (MTM für die Einzel – und Kleinserienfertigung – MTM para produção individual e em pequenas séries). A figura 03 mostra a simplificação. MTM - BÁSICO MTM - SD MTM – UAS / MEK MOVIMENTOS SEQÜÊNCIA DE MOVIMENTOS PROCESSOS BÁSICOS BÁSICOS ALCANÇAR PEGAR APANHAR SOLTAR MOVER COLOCAR NO LUGAR APANHAR E COLOCAR NO LUGAR POSICIONAR Figura 03 – Ilustração da Compactação dos Sistemas de Análise MTM Fonte: EPIC DO BRASIL- Representante autorizada MTM- Apostila de Treinamento 2002 Muito embora o desenvolvimento dos Dados Padrões tenha ocorrido em diferentes países, há um intercâmbio entre as associações e uma unidade na base original que possibilita uma universalidade do MTM mesmo em diferentes países. 3.4.1 MTM – Básico O MTM básico é utilizado em processos com o tempo de ciclo curtos que exigem postos de trabalho altamente organizados com a descrição de movimentos 32 feita da maneira mais enxuta, com funcionários de alto nível de treinamento e movimentos descritos detalhadamente, conforme Epic (2002). 3.4.2 MTM – UAS (Universelles Analysien System ou Sistema de Análise Universal) O termo “universal” indica a possibilidade de aplicação do MTM-UAS em praticamente todas as seqüências operacionais manuais, nas diferentes áreas aplicativas com características de produção seriada. O Sistema de Análise Universal foi desenvolvido para aplicação na produção seriada. Os segmentos industriais que fazem uso desse módulo são as grandes montadoras de veículos, indústria de eletrodomésticos, entre outros, de acordo com Epic (2002). 3.4.3 MTM – MEK (MTM für die Einzel und Klein serienfestingung ou MTM para produção individual e em pequenas séries) O MTM para produção individual e em pequenas séries está voltado para indústrias de produção de baixa repetição ou mesmo sem repetição. Aplica-se na indústria aeronáutica e construção de máquinas sob encomenda, conforme Epic (2002). Na década de 80, elaborou-se, por meio da condensação de dados, as “Etapas de Evolução” para os módulos MEK e UAS. Atividades como parafusar, prender, afrouxar, examinar ou medir foram aglutinadas e assim a análise da atividade mais simplificada. Os sistemas de análise MTM perseguem o objetivo de descrever e quantificar as seqüências de movimentos executados pelo operador. O método básico MTM 33 permite o mais alto grau de detalhamento. O MTM-SD, o detalhamento reduz-se um pouco. Entretanto, nas descrições através do UAS e MEK, a redução é sensível. Quanto mais compactado for o sistema de análise, tanto menos informação dos detalhes terá sobre a seqüência de movimentos. Isto atinge diretamente o método de trabalho e conseqüentemente, o nível do método. 3.5 NÍVEL DE MÉTODO Antes de tratarmos detalhadamente da denominação nível de método, terá de ser estabelecido o relacionamento existente entre o nível do método e a habilidade, de acordo com Epic, 2002. Habilidade é o conhecimento adquirido durante a realização de uma tarefa na execução do movimento, que por sua vez depende das capacidades básicas, bem como de experiências e treinamento. Com o crescimento da quantidade de repetições de tarefas idênticas e/ou semelhantes reduz-se o tempo necessário para a execução de uma tarefa, sem provocar desgaste para a pessoa que a executa. Desta forma, o efeito do treinamento e a habilidade associada determinam consideravelmente os métodos de trabalho e/os seus níveis. Nível de método é a qualidade com que é executada uma tarefa, diretamente relacionada com a habilidade de quem a executa e com o grau de organização do sistema de trabalho. O entendimento do nível de método pressupõe que as denominações método de trabalho e modo de trabalho estejam devidamente definidas. Ponto de partida para a analise é a observação de uma seqüência de movimentos de qualquer. Colocando-se a pergunta O QUE?, o resultado é uma descrição do método de trabalho, composto pelas regras da seqüência operacional com que o ser humano executa esta tarefa. em um primeiro momento é indiferente se a descrição é feita verbalmente, ou então utilizando os módulos MTM. 34 Em oposição esta a pergunta QUAL BOM? A resposta representa uma avaliação da realização do método de trabalho descrito, passando a ser uma declaração sobre o modo de trabalho. Assim é a seqüência individual da seqüência operacional definida pelo método de trabalho. A definição nível de método, como consta, é uma descrição da dispersão dos modos de trabalho Este conceito permite o relacionamento entre o método básico MTM, MTM– SD, UAS e MEK, isto é, os módulos relacionados diretamente com a manufatura. Para compreender este conceito, supõe-se o entendimento das denominações Método de trabalho e Modo de trabalho. A partir da diferença entre os dois teremos a expressão do Nível do Método, conforme figura 04. Pode-se exemplificar o Nível de Método comparando uma troca de pneus feita por um mecânico de Formula - 1 e outra feita por uma pessoa comum. Ambos tem o posto de trabalho, tarefa definida, porém a as ferramentas de um é mais específica que de outro, os itens são padronizados, existe uma seqüência bem definida de movimentos para enquanto para outro se dá totalmente sem qualquer padronização de movimentos, itens, ferramentas, tornando o Nível de Método mais baixo, com uma diferença maior entre como deveria ser feito e como é feito. MÉTODO DE TRABALHO DIFERENÇA = EXPRESSÃO DO NÍVEL DE MÉTODO MODO DE TRABALHO Figura 04 – Nível de Método Fonte: EPIC DO BRASIL- Representante autorizada MTM- Apostila de Treinamento 2002 35 A qualidade com que é executada uma tarefa é verificada pela diferença entre o que deve ser feito e como é executado. A diferença entre o Método de trabalho e o Modo de trabalho define a expressão do nível do método. Depois da definição geral de nível de método, serão examinados os parâmetros de influência que determinam o nível de método. Levantamentos empíricos demonstraram que dois parâmetros de influências principais são determinantes para o nível de método: - O PEDIDO: uma serie de influências é determinada por meio do tipo, da amplitude, ou seja, do tamanho do lote, e da freqüência do pedido de produção. - A ORGANIZAÇAO DO TRABALHO: uma serie de influências é determinada por meio das condições organizacionais nas áreas de trabalho especificas (sistema de trabalho). A influência da organização do trabalho está diretamente relacionada ao tipo de fabricação. Assim tem-se uma boa organização no trabalho, na produção de peças individuais e em pequenas séries, que leva a um nível de método sensivelmente mais elevado, do que numa má organização do trabalho. Na fabricação em massa, no entanto, a influencia da organização do trabalho sobre a parte intrínseca ao sistema do nível de método é relativamente baixa. 3.6 ANALISE MTM A análise MTM Básica é feita baseada na decomposição da tarefa em elementos de operação seqüenciados e detalhados em micro-movimentos (básicos) necessários para a realização da determinada tarefa. A esses micro-movimentos são atribuídos tempos pré-determinados, de acordo a tabela de tempos e movimentos MTM, onde o resultado do somatório destes é o tempo necessário para um funcionário realizar a tarefa. Como ilustrado na Figura 05 a análise é feita em folhas específicas. Essa folha deve conter as informações pertinentes ao processo, como classificação da análise, descrição do elemento de operação, delimitações, movimentos realizados 36 por cada uma das mãos, quantidades de repetições do movimento, a freqüência com que o mesmo é realizado e organização dos dados. Figura 05 – Folha de Análise MTM Fonte: PRÓPRIA 3.7 PROCESSO DE MELHORIA CONTÍNUA NA APLICAÇÃO DO MTM O processo de melhoria contínua na aplicação do MTM é feito de acordo com os seguintes passos: 1. Selecionar a atividade: o especialista em MTM deve estabelecer em qual posto de trabalho fará a aplicação do MTM, definindo onde é o seu início e qual é o fim da atividade do operador. Uma imprecisão nos parâmetros da atividade agregará indevidamente mais tempo na atividade. A escolha de uma atividade pode ser 37 motivada pela imprecisão de seus tempos ou por ser uma atividade (gargalo) que dita o fluxo das demais operações [Goldratt, 1996]. 2. Seqüenciar operações: após definir a atividade, o passo seguinte é listar seqüencialmente as operações realizadas pelo operador. O especialista deve utilizar o módulo que realmente corresponde ao estilo de trabalho (MTM Método Básico, MTM-SD, UAS ou MEK) sem misturá-los. De acordo com o módulo usado, varia-se o detalhamento da seqüência de operações, como também a precisão do tempo do padrão final. 3. Identificar micromovimentos: um especialista pode identificar todos os micromovimentos envolvidos em uma atividade com as respectivas variações (comprimento do movimento, grau de dificuldade, etc.). Esses micromovimentos devem corresponder aos elementos básicos dos movimentos do operador. 4. Associar valores de tempo: para cada movimento básico estão associadas unidades de tempos que estão resumidas em tabelas desenvolvidas pela Associação MTM. 5. Definir o tempo padrão: a composição do tempo global da atividade se faz pela simples adição dos tempos de cada parte. O tempo padrão torna-se a referência para cada atividade e possibilita o planejamento da produção por oferecer o tempo da atividade. No método MTM, os valores de tempo dos movimentos básicos são especificados como TMU (Time Measurement Unit) que é a unidade usual no método. O Quadro 01 demonstra a conversão de unidades de tempo, onde 1 segundo se equivale a 27.8 TMU. Unidade de Tempo TMU Segundo Minuto Hora 1 0,36 0,0006 0,00001 27,8 1 - - 1666,7 - 1 100000 - 1 Quadro 01 – Tabela de Conversão de Tempos Fonte: EPIC DO BRASIL- Representante autorizada MTM- Apostila de Treinamento 2002. 38 6. Melhorias na atividade: este é o ponto chave na aplicação do MTM. Durante a realização do estudo da atividade, o especialista em MTM pode observar melhorias que no o posto de trabalho pode receber ajustes ergonômicos que favorecem o operador. Pode também realizar a aproximação de ferramentas ou dispositivos ou ainda sugerir a mudança do método de trabalho que poderia gerar diminuição do tempo da atividade. Segue-se então ao início de um novo ciclo de estudo de tempos para adequar o tempo total em conformidade à atividade ajustada. Conforme o caso, o especialista deve realizar o ciclo de melhoria, fazendo uso de todos os recursos oferecidos pelos módulos do MTM, até atingir o tempo ou método desejável para a atividade. 4. SIMULAÇÃO - ESTUDO DE CASO 4.1 CENÁRIO FICTÍCIO A empresa fictícia é a X-MEX, uma empresa localizada em Joinville, a 180 quilômetros da capital do Estado de Santa Catarina. Instalada na cidade desde 1990, esta unidade emprega em torno de 150 funcionários em uma área total de 5.000 m². A empresa monta equipamentos de informática como computadores, mouses e teclados. Nela estão instalados o setor administrativo, a área de infraestrutura industrial, desenvolvimento de produtos, vendas, marketing, também a escola profissionalizante. A empresa utiliza a ferramenta MTM desde sua inauguração, todos os engenheiros de processos da empresa possuem treinamento e são formados na ferramenta. A engenharia de desenvolvimento de produto não participa dos treinamentos. Frente a esta situação, após o departamento de marketing e vendas verificar as tendências do mercado consumidor e tecnológico, a Empresa decide entrar e um novo nicho de mercado, produzir Mouses Scrolling Digitais, e não mais analógicos. O departamento de desenvolvimento de produtos iniciou o projeto. Passado algumas semanas do início do projeto, o departamento de desenvolvimento já tinha um projeto inicial. Sendo assim, foi construído um protótipo e enviado a engenharia de processos para analise de montabilidade do produto em uma linha de produção. Sendo assim, o departamento deverá enviar posições sólidas a respeito da montagem do produto, antes do mesmo ser aprovado e seguir para produção em larga escala. Esse é o cenário sobre o qual será feita a Simulação. 40 4.2 PRODUTO – SCROLLING MOUSE DIGITAL – CRIANDO A OPERAÇÃO O produto a ser estudado é um “Scrolling Mouse Digital” para computador. A Figura 06 demonstra as peças que o compõe. Peça: Capa Externa Peça: Capa Traseira (visão Externa inferior) Cód.:001 Cód.:001 Peça: Botões Peça: Botões (visão inferior) Cód.:002 Cód.:002 Peça: Suporte Peça: Parafuso 1 Cód.:003 Cód.:004 Peça: Placa Peça: Scroll Eletrônica Cód.:006 Cód.:005 Peça: Base Peça: Parafuso 2 Cód.:007 Cód.:008 Figura 06 – Ilustração das Peças que compõe o Scrolling Mouse Digital 41 O Scrolling Mouse Digital é composto pelo conjunto de peças que possuem as seguintes funções, como ilustrado na Figura 04: − 1 Pç – Cód. 011- Capa Externa; − 1 pç – Cód. 012- Botões; − 1 pç – Cód. 013- Suporte Interno; − 2 pç – Cód. 001 - Parafuso 1; − 1 pç – Cód. 021- Placa Eletrônica + Cabo; − 1 pç – Cód. 022 - Scroll; − 1 pç – Cód. 023 - Base; − 1 pç – Cód. 002 - Parafuso 2. 4.3 VISUALIZAR E ORGANIZAR AS INFORMAÇÕES Segundo Maynard (1970); para visualizar a situação deve-se organizar toda informação tangível, com o máximo grau de detalhe, em relação à especificação da qualidade, características de produção, equipamentos e ferramentas, localização e condições, material e peças e observação de operações similares. Sendo assim, é necessário descrever as funções de cada peça, visualizar como é feita a montagem dessas peças, como essas peças estarão dispostas no layout do posto de trabalho quais ferramentas e dispositivos serão necessários para a montagem e como eles estarão dispostos para o funcionário. 4.3.1 Função de Cada Peça Já feita a lista de peças, é preciso descrever suas funções para posteriormente visualizar sua seqüência de montagem. 42 − Capa Externa: Peça que suporta a palma da mão do usuário do mouse; − Botões: Apóia os dedos e funcionam como dispositivo de acionamento para a função desejada pelo usuário; − Suporte Interno: Estrutura que limita o movimento dos botões e apóia tanto a capa externa como os botões na base do mouse; − Parafuso 1: Fazem a fixação do Kit ( capa externa + botões + suporte); − Placa Eletrônica + Cabo: Responsável pela função de leitura de movimentos e envio de dados para a o CPU do computador; − Scroll: Toro de rolagem que facilita alguns comandos do usuário do mouse; − Base: Suporta a placa eletrônica e faz o contato com a superfície onde o mouse é utilizado; − Parafuso 2: Fixa base do Scrolling Mouse junto ao Kit ( capa externa + botões + suporte) 4.3.2 Seqüência de Montagem – Planejamento do Método Definido a função de cada peça, se faz necessário a estruturação de uma seqüência de montagem. A seqüência deve ser clara e muito bem definida. Para ajudar todas as peças devem ser identificadas com códigos, fotos, nome a fim de evitar erros. Sendo assim, a Figura 07 demonstra a estruturação das seqüências de montagem do Scrolling Mouse Digital. 43 1. Pegar Base (Cód.:023) e mover para área de montagem 2. Encaixar Capa Externa (Cód.:011) com Botões (Cód.:012) 3. Encaixar Suporte Interno (Cód.:013) ao Kit (Cód.:011+ Cód.:012) 4. Fixar montagem do Kit 1 (Cód.:011+ Cód.:012+ Cód.:013) com dois Parafusos 1 (Cód.:001) 5. Pegar Scroll (Cód.:022) e Placa Eletrônica (Cód.:021) 6. Posicionar Scroll (Cód.:022) na Placa Eletrônica (Cód.:021) 44 7. Posicionar Placa Eletrônica + Cabo +Scroll (Cód.:021 + Cód.:022 ) na Base(Cód.:023) Kit 2 8. Montar Kit 1 + Kit 2 9. Fixar montagem de Kits com Parafuso 2 (Cód.:002) Figura 07 – Ilustração da seqüência de montagem do Mouse 1 3 5 7 9 32,9 32,9 199,6 199,6 512,8 512,8 642,2 642,2 857,6 857,6 2 4 6 8 109,3 109,3 459,4 459,4 556,9 556,9 742,3 742,3 Figura 08 – Rede Pert Processo Inicial 45 A Figura 06 é a Rede Pert do processo de montagem. Cada elipse contém o número da atividade na parte superior, na inferior esquerda o tempo mais cedo e na inferior direita o tempo mais tarde. 4.3.3 Ferramentas / Dispositivos O MTM avalia operações feitas pelo homem, porém a utilização de dispositivos torna o processo de montagem mais prático e rápido. Um exemplo de como isso é verdadeiro, são máquinas pneumáticas ou elétricas que realizam o esforço, ao invés do colaborador, mais eficientemente, ou então se há a necessidade de alcançar lugares com passagens estreitas ou difíceis de alcançar, se faz necessário algum tipo de dispositivo para auxiliar na execução da operação. Na análise MTM é possível visualizar as situações onde o uso de algum tipo de ferramenta ou dispositivo poderá auxiliar a operação e assim evitar desperdícios de tempo. De acordo com o que foi visualizado na montagem do Mouse, existem 3 parafusos que compõe o produto, portanto a utilização de uma parafusadeira elétrica ou pneumática irá representar um significativo ganho de tempo na operação. 4.3.4 Organização do Posto de Trabalho Um posto de trabalho organizado e funcional é indispensável para melhor aproveitar o tempo de um processo produtivo. A localização de peças e ferramentas deve ser bem definida e identificadas de modo que, qualquer funcionário treinado, possa realizar determinada atividade. As embalagens que abastecem o posto de trabalho devem ser identificadas com nome, código e foto da peça. A visualização do posto de trabalho onde será montado o Scrolling Mouse Digital é uma mesa retangular, conforme figura 07. O espaço que o colaborador tem para montar o mouse é tem formato de meio círculo, com um raio de 40 cm, formado pela disposição das embalagens das peças que compõe o mouse. No diâmetro 46 deste meio círculo, segue uma esteira onde são postos os produtos acabados a fim de que esse produto passe por testes de qualidade e seja embalado. A esteira está rebaixada 10 cm para que o colaborador não derrube acidentalmente algum produto com os cotovelos. Figura 09 – Esboço (de acordo com a visualização) do Posto de Trabalho 4.3 ANÁLISE MTM Para facilitar a analise MTM deve-se dividir as operações em elementos de montagem, para ter entorno de 10 movimentos por elemento. As análises de movimentos e a determinação de tempo são feitas sob a Tabela de Tempos Padrão MTM (ver ANEXO 01). Utilizar os valores sem o devido treinamento pode conduzir a erros e resultados falsos. 47 Com a análise MTM é possível verificar processos, peças e funções que não agregam ou que poderiam ser remodelados de modo a tornar a montagem mais fácil e rápida. A Tabela 02 demonstra o tempo de cada seqüência de operação. Nr. Descrição TMU 1. Pegar Base (Cód.:023) e mover para área de montagem 32,9 2. Encaixar Capa Externa (CE) (Cód.:011) com Botões (Cód.:012) 76,4 3. Encaixar Suporte Interno (SI) (Cód.:013) ao Kit (Cód.:011+ Cód.:012) 90,3 4. Fixar montagem do Kit 1 com dois Parafusos 1 (Cód.:001) 259,8 5. Pegar Scroll (Cód.:022) e Placa Eletrônica (Cód.:021) 53,4 6. Posicionar Scroll (Cód.:022) na Placa Eletrônica (Cód.:021) 44,1 7. Posicionar Placa Eletrônica + Cabo + Scroll (Cód.:021 + Cód.:022) na Base(Cód.:023) Kit 2 85,3 8. Montar Kit 1 + Kit 2 100,1 9. Fixar montagem de Kits com Parafuso 2 (Cód.:002) 115,3 Total 857,6 Quadro 02 – Seqüência e Tempos - Análise MTM Inicial De acordo a tabela de conversões: 857,6 / 27,8 = 30,9 segundos Os valores de tempo desta operação correspondem a um rendimento de 100% conforme sistema LMS. As analises encontram-se no Apêndice 01. 5 CONSIDERAÇÕES FINAIS 5.1 PROPOSTAS DE MELHORIAS As análises geram as informações do tempo necessário para cada elemento de montagem. Um profissional treinado em MTM tem percepção de conceitos de montagem e consegue visualizar melhorias a este processo. De acordo com a análise, as propostas de melhoria são: - Utilizar acabamento fosco ao invés de brilhante. Como resultado indireto da análise do protótipo,observa-se que devido à forma de estocagem, da disposição no ponto de uso e ao manuseio, as peças plásticas podem sofrer algum tipo de contato prejudicial a sua qualidade, ocasionando riscos, quebra e demais defeitos. O acabamento de peças plásticas brilhantes denuncia riscos e defeitos, mesmo quando o produto final não perde sua função. O departamento de qualidade é instruído a relatar não uma conformidade ao produto padrão a produtos que apresentam este tipo de defeito. Sendo assim, a utilização do acabamento fosco reduziria a chance pronuncia desses de riscos, devido às características do mesmo. - Eliminar Suporte interno. Remodelando Base, Capa Externa e Botões é possível eliminar esta peça e assim facilitar a montagem e reduzir quantidade de peças utilizadas na montagem. Além de reduzir o volume de peças e aumentar a organização do posto de trabalho. - Eliminar Parafusos 1 (internos). Montar sistema de encaixe entre as peças Capa Externa e Botões, a fim de evitar movimentos com tempo de duração significativo desnecessários. Fixar Kit 1 com dois parafusos é a tarefa mais longa da análise, um sistema de encaixe reduziria um tempo expressivo dentro do processo de montagem. Além de reduzir o volume de peças e aumentar a organização do posto de trabalho. 49 Com essas modificações será possível eliminar os elementos de montagem 3 e 4 da seqüência da análise anterior e provocaria uma pequena alteração no elemento número 2. A nova seqüência será: Nr. Descrição TMU 1. Pegar Base (Cód.:023) e mover para área de montagem 32,9 2. Encaixar Capa Externa (CE) (Cód.:011) com Botões (Cód.:012) 74,1 3. Pegar Scroll (Cód.:022) e Placa Eletrônica (Cód.:021) 53,4 4. Posicionar Scroll (Cód.:022) na Placa Eletrônica (Cód.:021) 44,1 5. Posicionar Placa Eletrônica + Cabo + Scroll (Cód.:021+ Cód. 022) na 85,3 Base(Cód.:023) Kit 2 6. Montar Kit 1 + Kit 2 100,1 7. Fixar montagem de Kits com Parafuso 2 (Cód.:002) 115,3 Total 505,2 Quadro 03 – Seqüência e Tempos - Análise MTM Após Modificações De acordo a tabela de conversões: 505,2 / 27,8 = 18,2 segundos A nova análise se encontra no APÊNDICE 02. 1 3 5 32,9 32,9 160,4 160,4 389,9 389,9 2 107 107 4 6 289,8 289,8 505,2 505,2 Figura 10 – Rede Pert Processo Final Comparando as duas analises nota-se um ganho de 41% de tempo de processo produtivo, reduzindo o tempo de montagem em 12,7 segundos, tempo extremamente expressivo em uma produção seriada com tempo de ciclo. 50 5.2 CONCLUSÃO Para Aitken (1960), apesar de criticado por diversos autores e classificado como mecanizador do trabalho humano, não se pode negar e reconhecer a importância da busca de melhores adaptações do corpo de trabalho de Taylor aos novos tempos. Todavia, não seria produtivo abandonar todos os estudos realizados por ele para depois novamente desenvolvê-los a partir do zero. Os estudos que hoje são realizados nas diversas frentes em engenharia de produção, quando se verifica a necessidade de se estabelecer critérios de tempos e movimentos, depara-se com a importância de reler os antigos manuais que versam sobre os estudos de Taylor e seus colaboradores. Com as visualizações para as análises MTM, se mostrou possível definir, ainda no projeto, a seqüência de montagem do produto, identificando ferramentas e dispositivos que facilitam sua produção e o posto de trabalho necessário para a montagem. Conforme analises MTM, foi possível identificar os elementos cuja montagem necessita de maior tempo, propor melhorias a fim de mudar o sistema de sem perder sua funções, utilizando menor quantidade de tempo. Assim, acredito ser é importante para estudantes e profissionais de engenharia de produção entender a abordagem do estudo do método para o projeto do trabalho. REFERÊNCIAS AITKEN, H. G. J. Taylorism at Watertown Arsenal: Scientific Management in Action. Cambridge, Mass.: Harvard University Press, 1960, pp. 1-26. BARNES, R. M. Método de Movimentos e de Tempos: projeto de medida do trabalho. São Paulo: Editora da Universidade de São Paulo, 1963. 744p. CHIAVENATO, I. Teoria geral da administração: abordagens prescritivas e normativas da administração. Volume 1. São Paulo: McGraw-Hill, 1987, Cap. 3, A Administração Científica, pp. 64 –102. EPIC DO BRASIL – Representante autorizada MTM. Apostila de Treinamento MTM – Básico, 2002, 236p. FRANCISCHINI, P. G; MIYAKE, D. I. Administração Científica e o Estudo de Tempos e Movimentos. Disponível em: <http://www.prd.usp.br/disciplinas/ docs/pro2421-2005-Dario-Paulino/Administra%C3%A7%C3%A3o Cient%C3%ADfica e ET&M.pdf> Acesso em: 03 abr. 2007. FULMANN, C. Estudo do Trabalho. São Paulo: IMAM, 1975 Cap. 4, Medida do Trabalho, pp. 148-159. GOLDRATT, E., Cox, J., A Meta – Um Processo de Melhoria Contínua, Nobel, 2002. MARTINS, E. M. MTM como ferramenta para redução de custos: O taylorismo aplicado com sucesso nas empresas de hoje. Disponível em: <http://www.eps.ufsc.br/labs/grad/disciplinas/temposEmetodos/trabalhos/mtm_reduc ao_de_custos.doc > Acesso em: 03 abr. 2007. MAYNARD, H. B., Manual de Engenharia de Produção – Padrões de Tempos Elementares Pré Determinados – Seçã0 05. Edgard Blücher: São Paulo, 1970. 52 MEYERS, F. E. Motion and Time Study: for Lean Manufacturing. New Jersey: Prentice-Hall, Inc., 2 ed, 1999, 339p. PRONACI – Programa Nacional de Qualificação de Chefias Intermédias. Métodos e Tempos: manual pedagógico, 2003, 46p. SUGAI, Miguel. Avaliação do Uso do MTM em uma Empresa Metal-Mecânica . 2003. 115 f. Dissertação (Mestrado em Engenharia Mecânica) – Universidade Estadual de Campinas – Faculdade de Engenharia Mecânica - Campinas. TAYLOR, F. W. Princípios de Administração Cientifica. São Paulo: Atlas, 7ª edição, 1976. 134p. APÊNDICES APÊNDICE 01 – Analise MTM Inicial 54 55 56 57 58 59 60 61 62 63 APÊNDICE 02 – Analise MTM Final 64 65 66 67 68 69 70
Download